Влияние физико-химических параметров смазочно-охлаждающих технологических сред на силовые показатели процесса лезвийной обработки

Автор: Гайфуллин И. И., Плаксин А. М., Пиунов В. Ю.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 т.24, 2023 года.
Бесплатный доступ
Проблема обеспечения повышенных точностей без потери производительности встречается практически во всех машиностроительных предприятиях. Смазочно-охлаждающие технологические среды влияют на весь процесс лезвийной обработки: отвод тепла с поверхности режущего инструмента, образование дополнительного слоя между поверхностями режущего инструмента и детали оказывают влияние на ювениальные поверхности детали при помощи расклинивающего действия. Положительное влияние смазочно-охлаждающих технологических сред достигается только в случае их рационального выбора. В настоящее время, выбор технологических сред основан на некоторых законодательных нормативах предприятия. Выбор осложнен множеством марок на рынке смазочно-охлаждающих технологических сред. Производители сред дают лишь качественную оценку своим маркам, основываясь на их функциональных действиях. С подобной проблемой выбора рациональной марки смазочно-охлаждающей технологической среды столкнулись и при изготовлении инновационных разгонных блоков «Фрегат» и «Фрегат-СБ». Оценку влияния технологических сред проводили экспериментальным методом при обработке ранее перечисленных конструкционных материалов. Методика проведения эксперимента - наружное точение на различных скоростях резания и подачах режущего инструмента. В качестве способа подачи технологической среды выбран полив свободно падающей струей. Проводился замер сил резания под действием различных технологических сред. На основе проведенного эксперимента составлены регрессионные зависимости физико-химических параметров технологических сред от режимов резания. В последующем по регрессионным зависимостям возможно проводить выбор оптимальной марки технологической среды при учете сил резания на различных режимах резания.
Смазочно-охлаждающие технологические среды, выбор технологических сред, лезвийная обработка, регрессионные зависимости, конструкционные материалы
Короткий адрес: https://sciup.org/148326834
IDR: 148326834 | УДК: 621.9 | DOI: 10.31772/2712-8970-2023-24-2-385-395
Influence of physical and chemical properties of cutting fluids on the cutting force of the cutting process
The problem of providing increased accuracy without sacrificing productivity is encountered in almost all machine-building enterprises. cutting fluids affect the entire process of blade processing: they remove heat from the surface of the cutting tool, form an additional surface between the surfaces of the cutting tool and the workpiece, and affect the juvenile surfaces of the workpiece by means of a wedging action. The positive effect of cutting fluids is achieved only if they are rationally chosen. Currently, the choice of technological environments is based on some legislative standards of the enterprise. The market for cutting fluid has a large number of brands, which makes the decision more difficult. Сutting fluids give only a qualitative assessment of their brands based on their functional actions. A similar problem of choosing a rational brand of cutting fluids was also encountered in the manufacture of the innovative «Fregat» and «Fregat-SB» accelerating units. During the processing of the structural materials previously mentioned, the impact of cutting fluids was evaluated using an experimental method. The equipment for the experiment was machining center. The methodology for the experiment included external turning at different cutting speeds and feeds of the cutting tool. Free-falling jet irrigation was chosen as the method of supplying the cutting fluids. The cutting forces were measured under the action of various cutting fluids. On the basis of the experiment, regression dependences of the physicochemical properties of cutting fluids on cutting conditions were compiled. Subsequently, according to the regression dependencies, it is possible to select the optimal brand of the cutting fluids, taking into account the cutting forces in various cutting modes.
Текст научной статьи Влияние физико-химических параметров смазочно-охлаждающих технологических сред на силовые показатели процесса лезвийной обработки
В современной аэрокосмической отрасли наблюдается тенденция усовершенствования проектируемых конструкций космических аппаратов. Конструкции совершенствуются, способствуя успешному выведению летательных аппаратов в космическое пространство. Одним из последних изобретений в области средств выведения стало изделие, разработанное предприятием «НПО им. Лавочкина», разгонный блок «Фрегат» [1]. Инновационная конструкция включала множество технологических задач для производства. Ключевой задачей при изготовлении изделия стало обеспечение точности обрабатываемых поверхностей без потери производительности. Режущий инструмент при обработке деталей из труднообрабатываемых материалов не обеспечивал заявленную стойкость. При анализе данных отказов режущего инструмента выявили значительное повышение сил резания. Данный факт связан с применением универсальной марки смазочно-охлаждающей технологической среды (СОТС), подходящей для лезвийной обработки практически всех групп обрабатываемых материалов. В данной работе рассматривается методика выбора оптимальных физико-химических параметров СОТС на основе силовых показателей процесса резания.
Анализ литературных источников
Исследованием влияния смазочно-охлаждающих технологических сред занималось множество исследователей, как отечественных, так и зарубежных. В большинстве работ, посвященных влиянию жидких смазочно-охлаждающих технологических сред на процесс резания, отсутствуют методики выбора СОТС по ее параметрам [2–4]. Наиболее содержательные работы у следующих отечественных исследователей: Латышев В. Н. [5; 6]; Михайлов А. Н. [7]; Наумов А. Г. [8]; Кущева М. Е. [9]. Чаще всего выбор представлен в виде экспертного модуля, отражающего эффективные марки СОТС для обработки указанных обрабатываемых материалов [10–12]. Значительное количество работ, посвященных влиянию жидких СОТС на процесс резания, рассматривают жидкие технологические среды как масляный раствор со всеми присущими свойства [13–15].
Регрессионные зависимости
Рассматривать влияние смазочно-охлаждающих технологических сред на процесс резания только теоретически крайне затруднительно ввиду нелинейности процесса лезвийной обработки.
Эмпирический способ позволяет охватить весь спектр влияния СОТС на показатели процесса резания. Полученные данные необходимо интерпретировать с целью выявления зависимостей параметров СОТС и процесса резания.
Множество полученных данных по влиянию СОТС на процесс резания не обработаны и представлены в виде утверждений. Перевод утверждений в численный формат позволит составить простую математическую модель, но для разработки прогнозирующей модели выбора параметров СОТС этого недостаточно. Требуется интерпретировать данные методами статистического моделирования, а именно, при помощи регрессионного анализа.
Силовые параметры процесса резания представлены многими величинами, наиболее характерной является сила резания. На силу резания влияет множество параметров:
-
– физико-механические свойства обрабатываемых материалов (предел прочности, предел текучести, относительное сужение, относительное содержание легирующих элементов);
-
– параметры инструментального сплава (предел прочности, твердость);
-
– геометрия режущего инструмента (передний и задний угол, главный угол в плане, радиус при вершине);
-
– режимы резания (скорость, подача и глубина);
-
– физико-химические параметры СОТС (кинематическая вязкость, плотность, проникающая способность, поверхностное натяжение, коэффициент теплопроводности).
Общая математически запись регрессионной зависимости силы резания от множества параметров представлена ниже:
F = f (σ в , σ 0,2 , ψ, δ, σ н , HRA , ζ, α, φ, R , V , S , t , ν, ρ, W , σ, θ, λ).
Методами регрессионного анализа исследуется связь между физико-химическими параметрами и силовыми параметрами процесса резания в виде логарифмического полинома второго порядка:
k
kk
ln T = a 0 I ^ a i ln x i 1 ^^ a j ln x i In x j , i = 1 i = 1 j = 1
где xi – значение i -го переменного фактора; аi – значение i -го параметра регрессионной модели; k – количество факторов, учитываемых моделью; а 0 – свободный член модели.
Регрессионные зависимости составлены на основе проведенного эксперимента и дополнены данными других авторов.
Оборудование и материалы для эксперимента
Испытываемые жидкие смазочно-охлаждающие технологические среды были отобраны по одному представителю из каждой группы классификации:
-
– эмульгирующая – BECHEM Avantin 361 I-N;
-
– синтетическая – Cimtech BF921R;
-
– полусинтетическая – BECHEM Avantin 408 М.
Обрабатываемые материалы выбраны из числа деталей блока «Фрегат»: жаропрочный сплав ХН50ВТЮБ; сталь 15Х18Н12СЧТЮ; титановый сплав ВТ6. При обработке указанных материалов, токарные пластины подвергались интенсивному абразивному износу, приводя к повышению сил резания.
В качестве оборудования для проведения эксперимента выбран обрабатывающий центр модели Multus U3000-1000 фирмы Okuma (рис. 1). Режущим инструментом выступила резцовая оправка со сменными многоразовыми пластинами C6-DCMNN-00115-12 фирмы Sandvik. Пластины использовали двух типов: с покрытием и без покрытия. Для обработки титанового сплава ВК6 и жаропрочного сплава ХН50ВТЮБ использовались пластины CNGA 120408S01520HWG 7105 фирмы Sandvik, пластина CNMG 120408 H13A фирмы Sandvik для обработки стали 15Х18Н12СЧТЮ. Режимы резания выбраны усредненные при обработке указанных материалов (см. таблицу).

Рис. 1. Обрабатывающий центр модели Multus U3000-1000 фирмы Okuma
Fig. 1. Machining center model Multus U3000-1000 company Okuma
Обрабатываемые материалы и режимы резания
|
Обрабатываемый материал |
S (мм/об) |
t (мм) |
V (мм/мин) |
|
Жаропрочный сплав ХН50ВТЮБ |
0,05 / 0,1 / 0,18 |
1 |
20–42 |
|
Сталь 15Х18Н12СЧТЮ |
0,1 / 0,18 / 0,35 |
1 |
40–120 |
|
Титановый сплав ВТ6 |
0,1 / 0,18 / 0,3 |
1 |
30–100 |
Проведение эксперимента
Регистрирование сил резания на станке велось посредством замены датчиков нагрузки станка на датчики, улавливающие малейшие колебания сил резания. К контроллерам станка дополнительно подключены платы для фиксирования показателей нагрузки станка в процессе проведения эксперимента.
Лезвийная обработка проводилась в течение определенного интервала времени: первая минута – период приработки режущего инструмента (рис. 2), вторая минута – стабилизация приработки режущего инструмента (рис. 3).
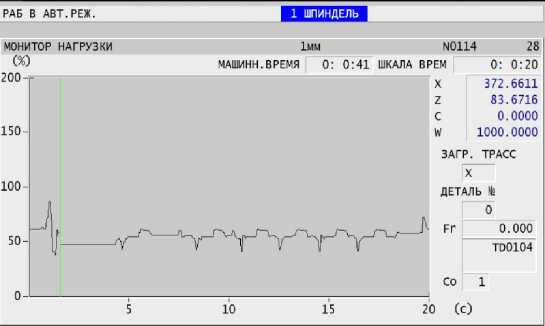
Рис. 2. Период приработки режущего инструмента в течение первой минуты работы
Fig. 2. Break-in period of the cutting tool during the first minute of operation
Обработка проводилась с использованием продольной подачи резца. Стратегия задана стандартным циклом чернового наружного точения. Резец имеет нейтральную ориентацию и для предотвращения столкновений рабочих органов станка установлен в позицию «45º» от вертикально оси «X» станка (рис. 4). Подача смазочно-охлаждающих технологических сред осуществлялась под давлением по внутренним каналам инструмента.
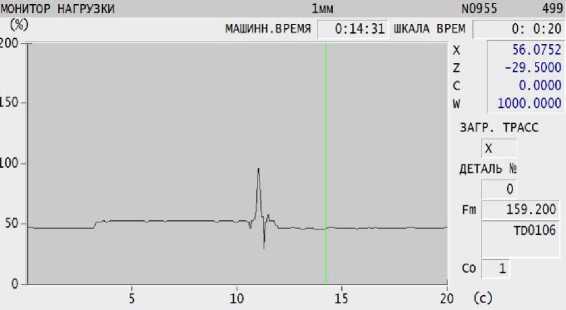
Рис. 3. Стабилизация приработки режущего инструмента в течение второй минуты обработки
Fig. 3. Stabilization of the running-in of the cutting tool during the second minute of processing
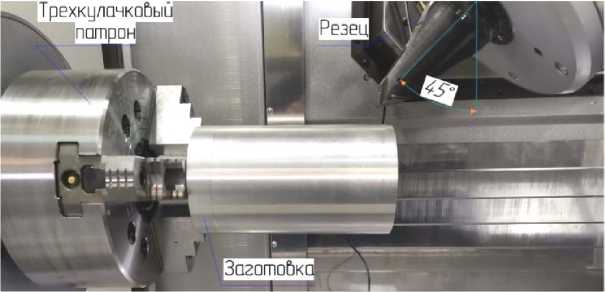
Рис. 4. Рабочая зона станка при проведении инструмента
Fig. 4. The working area of the machine when holding the tool
Результаты эксперимента
По завершении экспериментов составлены графики зависимостей показателей сил резания в зависимости от режимов резания (рис. 5–12). На графике показано, что процесс протекает нелинейно, следовательно, зависимости необходимо строить на основе полинома первого или второго порядка.
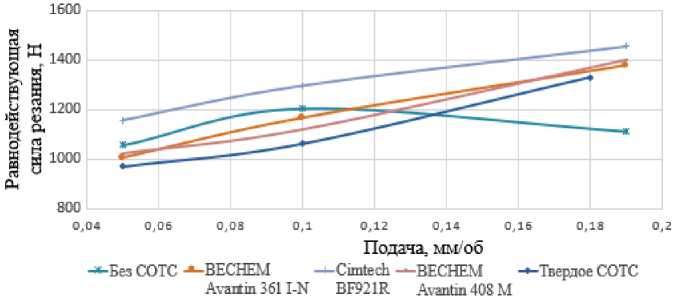
Рис. 5. Показатели силы резания при обработке сплава ХН50ВТЮБ (V = 20, f = [0,05…0,2], t =1 )
Fig. 5. Cutting force indicators when machining KhN50VTYUB alloy (V = 20, f = [0,05…0,2], t = 1)
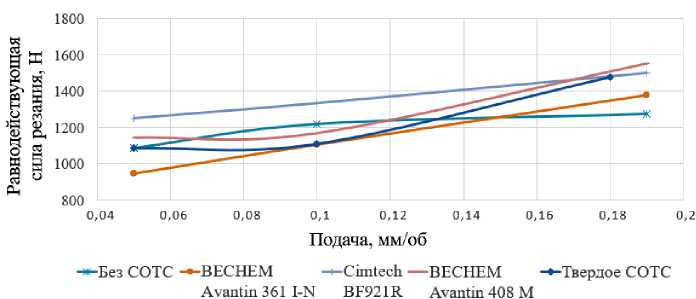
Рис. 6. Показатели силы резания при обработке сплава ХН50ВТЮБ ( V = 50, f = [0,05…0,2], t = 1)
Fig. 6. Cutting force indicators when machining KhN50VTYUB alloy ( V = 50, f = [0,05…0,2], t = 1)
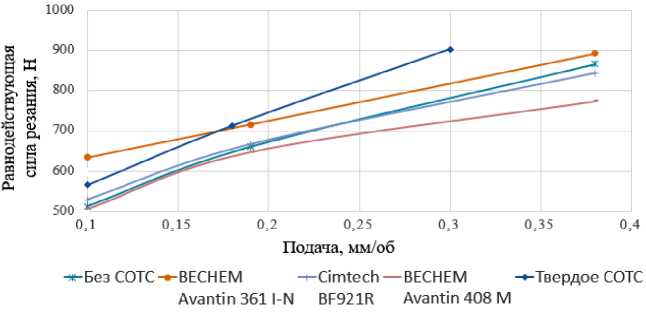
Рис. 7. Показатели силы резания при обработке сплава ВТ6 ( V = 25, f = [0,1…0,4], t = 1)
Fig. 7. Cutting force indicators when machining alloy VT6 ( V = 25, f = [0,1…0,4], t = 1)
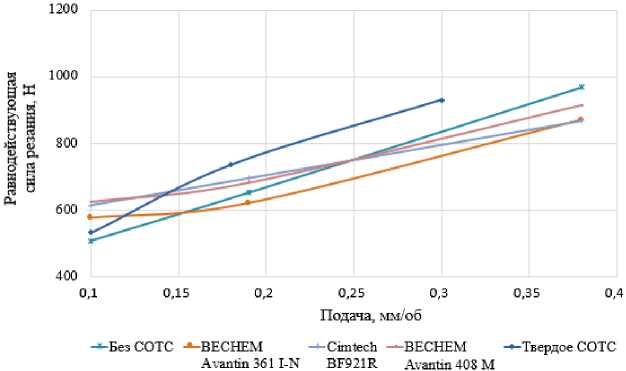
Рис. 8. Показатели силы резания при обработке сплава ВТ6 ( V = 60, f = [0,1…0,4], t = 1)
Fig. 8. Cutting force indicators when machining alloy VT6 ( V = 60, f = [0,1…0,4], t = 1)
Равнодействующая сила резания, Н
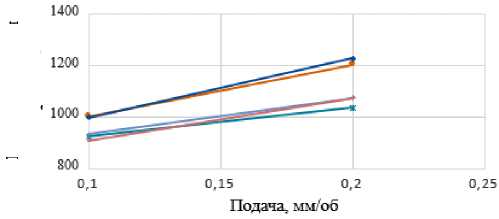
Рис. 9. Показатели силы резания при обработке сплава ВТ6 ( V = 100, f = [0,1…0,2], t = 1)
— Без СОТС —ВЕСКИМ —Cuatech
Avaain 3611-N EF921R.
—ВЕСИЕМ —«-Твердое СОТС
Атапйп 406 М
Fig. 9. Cutting force indicators when machining alloy VT6 ( V = 100, f = [0,1…0,2], t = 1)
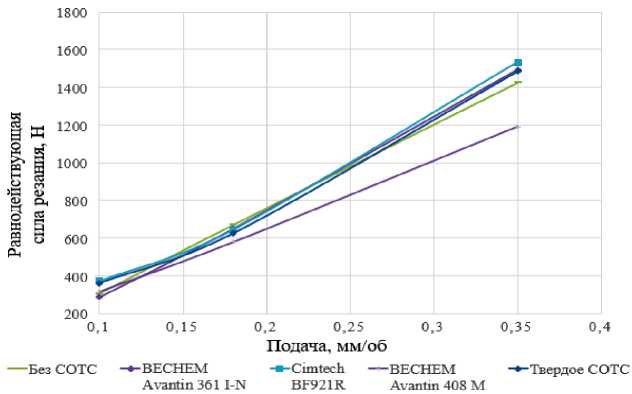
Рис. 10. Показатели силы резания при обработке стали 15Х18Н12СЧТЮ ( V = 40, f = [0,1…0,4], t = 1)
Fig. 10. Cutting force indicators when machining steel 15X18H12SCHTYU ( V = 40, f = [0,1…0,4], t = 1)
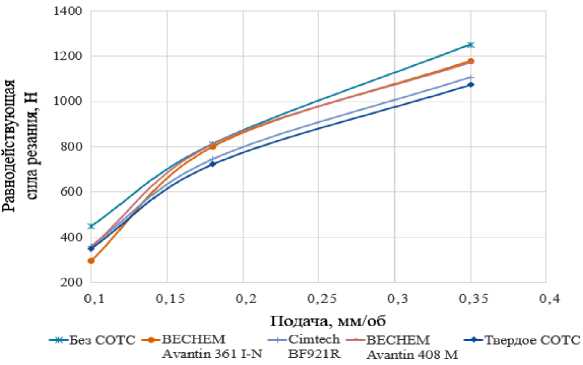
Рис. 11. Показатели силы резания при обработке стали 15Х18Н12СЧТЮ ( V = 80, f = [0,1…0,4], t = 1)
Fig. 11. Cutting force indicators when machining steel 15X18H12SCHTYU ( V = 80, f = [0,1…0,4], t = 1)
-*-Без СОТС -«-ВЕСНЕМ -i-Cimtech Avantin 3611-N BF921R
—ВЕСНЕМ -«-Твердое СОТС
Avantin 408 М
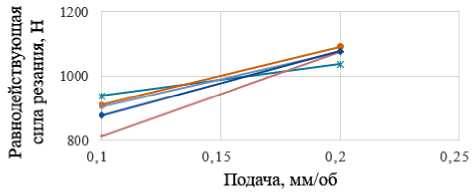
Рис. 12. Показатели силы резания при обработке стали 15Х18Н12СЧТЮ ( V = 120, f = [0,1…0,2], t = 1)
Fig. 12. Cutting force indicators when machining steel 15X18H12SCHTYU ( V = 120, f = [0,1…0,2], t = 1)
Обработка результатов эксперимента
Результаты эксперимента недостаточны для формирования целостной картины влияния физико-химических параметров смазочно-охлаждающих технологических сред на процесс резания. Данные по эксперименту дополнили результатами предыдущих работ автора по влиянию СОТС на силу резания проводимых в зоне низких скоростей резания, где рассматривались отечественные марки смазочно-охлаждающих технологических сред: сульфофрезол; МР-3, ЛЗ ОЖ2.
Проведен регрессионный анализ полученных данных, согласно формуле (2), и получены коэффициенты регрессии. Интерпретация зависимостей сил резания от параметров резания (формула (1)) позволила составить регрессионные зависимости выбора физико-химических параметров СОТС (вязкость кинематическая ν; плотность ρ; проникающая способность W ; поверхностное натяжение σ; краевой угол θ; коэффициент теплопроводности λ). Основная зависимость выбора технологических сред представлена в виде уравнений: ν = f ( V ) ρ = f ( V ), W = f ( V ), σ = f ( V ), θ = f ( V ), λ = f ( V ). По полученным зависимостям построены точечные графики, по оси «X» нанесены физико-химические свойства СОТС, по оси «Y» скорость резания (рис. 13–18). Кривая, приближенно описывающая характер построения точек, является логарифмической кривой первой степени.
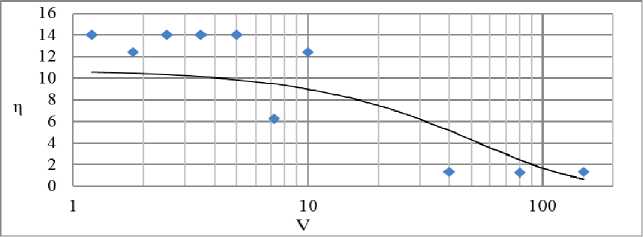
Рис. 13. Регрессионная зависимость кинематической вязкости от скорости резания
Fig. 13. Regression dependence of kinematic viscosity on cutting speed
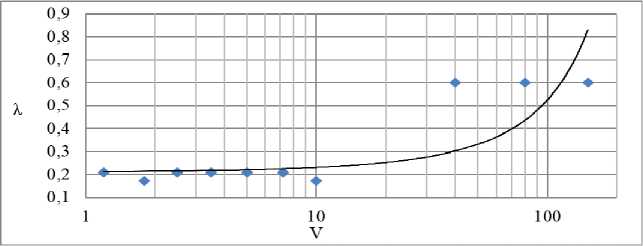
Рис. 14. Регрессионная зависимость коэффициента теплопроводности от скорости резания
Fig. 14. Regression dependence of the thermal conductivity coefficient on cutting speed
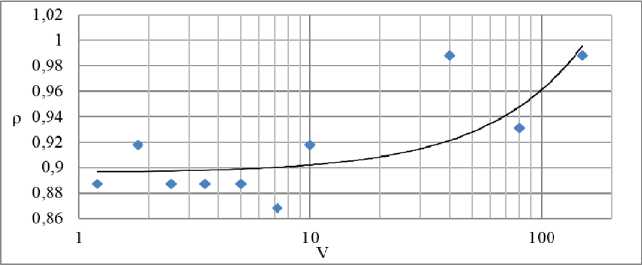
Рис. 15. Регрессионная зависимость плотности от скорости резания
Fig. 15. Regression dependence of density on cutting speed
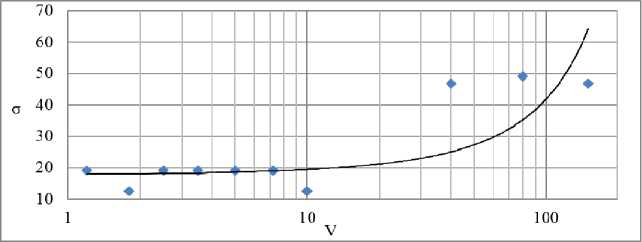
Рис. 16. Регрессионная зависимость поверхностного натяжения от скорости резания
Fig. 16. Regression dependence of surface tension on cutting speed
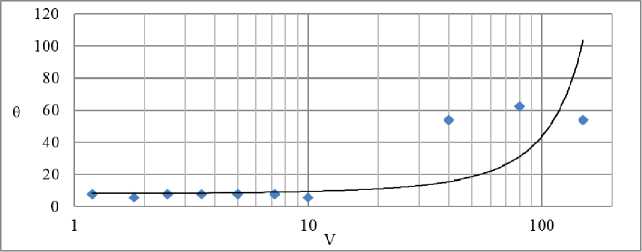
Рис. 17. Регрессионная зависимость краевого угла от скорости резания
Fig. 17. Regression dependence of the contact angle on the cutting speed
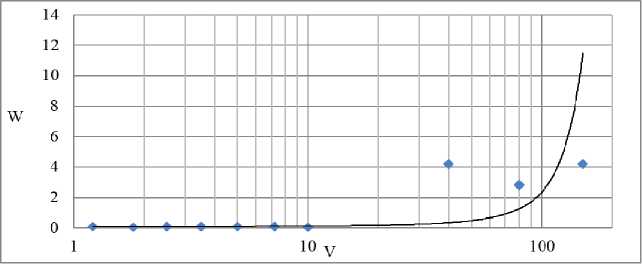
Рис. 18. Регрессионная зависимость проникающей способности от скорости резания
Fig. 18. Regression dependence of penetrating power on cutting speed
Заключение
В работе рассмотрено влияние жидких смазочно-охлаждающих технологических сред на силовые показатели процесса резания. Проведены ряд экспериментов лезвийной обработки труднообрабатываемых материалов при подаче различных СОТС в зону резания. На основе полученных данных составлена регрессионная зависимость силы резания от параметров процесса резания. Интерпретировав данные под выбор физико-химических параметров СОТС, составлены шесть регрессионных зависимостей. По разработанным зависимостям определены оптимальные параметрами смазочно-охлаждающих технологических сред для обработки изделия «Фрегат». На основе параметров подобраны наименования СОТС, обеспечивающие оптимальные значения сил резания в процессе обработки.
Список литературы Влияние физико-химических параметров смазочно-охлаждающих технологических сред на силовые показатели процесса лезвийной обработки
- Асюшкин В. А., Викуленков В. П., Ишин С. В. Универсальный разгонный блок повышенной энерговооружённости «Фрегат-СБУ» // Вестник НПО им. С. А. Лавочкина. 2016. Вып. 2 (36). С. 147–156.
- Башкирцева И. В. Повышение эффективности суперфиниширования путем рационального применения смазочно-охлаждающей жидкости: дис. ... канд. техн. наук: 05.03.01. Волжский, 2009. 112 с.
- Булыжев Е. М. Технологическое обеспечение машиностроительных производств смазочно-охлаждающими жидкостями: дис. ... д-ра техн. наук: 05.02.08. Ульяновск, 2003. 429 с.
- Годлевский В. А, Капустин А. С., Подгорков В. В. Применение водяного пара в качестве СОТС при обработке металлов резанием // Вестник машиностроения. 1999. № 7. С. 35–39.
- Латышев В. Н., Наумов А. Г. Механизм радикально-цепных реакций при лезвийной обработке металлов // Металлообработка. 2009. № 3. С. 8–16.
- Латышев В. Н., Наумов А. Г., Чиркин С. А. Использование микрокапсул для подачи смазки в зону контакта металлических поверхностей // Вестник машиностроения. 2001. № 3. С. 13–18.
- Михайлов А. Н., Сидорова А. Н. Моделирование воздействия СОТС на процесс обработки заготовок резанием // Наукоёмкие технологии в машиностроении. 2012. № 1. С. 11–13.
- Наумов А. Г. Повышение эффективности лезвийной обработки быстрорежущим инструментом при использовании экологически чистых СОТС: дис. ... д-ра техн. наук: 05.03.01. М., 1999. 408 с.
- Кущева М. Е., Клауч Д. Н., Кобелев О. А. Принцип выбора смазочно-охлаждающих технологических сред для обработки металлов резанием // Известия МГТУ «МАМИ». 2014. Т. 2, вып. 1(19). С. 73–76.
- Кисель А. Г. Повышение эффективности токарной обработки нежестких заготовок на основе рационального выбора СОЖ: дис. ... канд. техн. наук: 05.02.07. Омск, 2018. 175 с
- Pantalé O. Plateforme de prototypage virtuel pour la simulation numérique en grandes transformations thermomécaniques rapides: habilitation à diriger des recherches. Ecole Nationale d’Ingénieurs de Tarbes. Soutenue 19.07.05. Toulouse, 2005. 229 p.
- Germain G. Contribution à l’optimisation du procédé d’usinage assisté laser: thèse présentée pour obtenir le grade de docteur: mécanique, matériaux et procèdes. ENSAM d’Angers. Soutenue 04.12.06. Angers, 2006. 175 p.
- Sydorova H. Pratique de la modélisation des processus de coupe avec assistance. Hal-00975360, 2014.
- CIRP Annals / R. M’Saoubi, D. Axinte, S. L. Soo et al. // Manufacturing Technology. 2015, Vol. 64, No. 2. P. 557–580.
- Kharchenko M. V., Dema R. R., Bilichenko V. I. Energy reduction technologies based on the lubricant supply in the roll contact system «quarto» during the hot strip rolling // Materials Science Forum. 2016. Vol. 870. P. 446–453.
