Влияние физико-химических параметров смолы на формирование фенопласта

Автор: Вихарева И.Н., Еникеева Д.В., Кручинина П.А.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Химия @vestnik-susu-chemistry
Рубрика: Органическая химия
Статья в выпуске: 4 т.16, 2024 года.
Бесплатный доступ
Фенольные смолы были впервые получены более 100 лет назад. Однако интерес к данному продукту органической химии не угасает, что отражено в большом количестве исследовательских работ. Причиной популярности продуктов на основе фенольных смол являются их отличные эксплуатационные характеристики и низкая себестоимость. Однако наиболее проблемным вопросом остается выделение во время эксплуатации непрореагировавших полностью исходных компонентов, которые являются токсичными веществами. По этой причине для разработки фенольных смол рассматривают новые сырьевые источники с привлечением продуктов растительного происхождения, что несомненно ведет к улучшению эксплуатационных характеристик получаемых материалов, а также способствует расширению их областей применения. В работе описан синтез фенолформальдегидной смолы резольного типа в присутствии щелочного катализатора. Определены основные характеристики процесса с целью получения продукта высокого качества, соответствующего нормативным стандартам. Исследованы свойства полученного продукта. Изучена кинетика отверждения полученной фенолформальдегидной смолы. На основании экспериментальных данных определен тип и оптимальное количество отвердителя. С целью выбора вспенивающего агента был проведен анализ кратности вспенивания и сопоставление его с кинетикой отверждения. На последнем этапе разработана рецептура вспененного материала на основе фенольной смолы.
Вспениватель, отвердитель, полимер, синтез, термореактивная смола, фенолформальдегидная смола
Короткий адрес: https://sciup.org/147246054
IDR: 147246054 | УДК: 247.9 | DOI: 10.14529/chem240410
The influence of the physico-chemical parameters of the resin on the formation of phenoplast
Phenolic resins were first obtained more than 100 years ago. However, interest in this product of organic chemistry does not fade, which is reflected in a large number of research papers. The reason for the popularity of products based on phenolic resins is their excellent operational characteristics and low cost. However, the most problematic issue remains in releasing incompletely reacted initial components (which are toxic substances), during operation. For this reason, new raw materials are being considered for development of phenolic resins, such as involvement of plant products, which undoubtedly improve the operational characteristics of the materials obtained, as well as contribute to the expansion of their fields of application. The paper describes the synthesis of phenol-formaldehyde resin of the resol type in the presence of an alkaline catalyst. The main characteristics of the process have been determined in order to obtain a high-quality product that meets regulatory standards. The properties of the resulting product have been investigated. The curing technique of the obtained phenol-formaldehyde resin has been studied. Based on experimental data, the type and optimal amount of a hardener have been determined. In order to select a foaming agent, the analysis of foaming multiplicity and its comparison with the kinetics of curing has been carried out. Finally, a formula of the foamed material based on phenolic resin has been developed.
Текст научной статьи Влияние физико-химических параметров смолы на формирование фенопласта
Фенольные смолы представляют собой синтетические полимеры, получаемые в результате реакции между фенолом и формальдегидом [1–3]. Синтез смолы был впервые описан в начале 1900-х годов Л. Бакеландом [4].
Фенольные смолы получают с использованием кислотных или щелочных катализаторов [5, 6]. Реакция отверждения термореактивной фенольной смолы очень сложна и механизм реакции отверждения все еще изучается [7–8]. Фенольные новолаки представляют собой продукты, полученные в присутствии кислотных катализаторов и избытка фенола. Молекулярная масса ново-лачной смолы обычно составляет 500–5000, температура стеклования Tg = 45–70 °C. Новолаки, как правило, отверждают гексаметилентетрамином.
Фенольные смолы резольного типа получают при молярном соотношении формальдегида к фенолу от 1,2:1 до 3,0:1 и в присутствии щелочных катализаторов, например, NaOH, Ca(OH)2 и Ba(OH) 2 . Типичная резольная смола имеет молекулярную массу от 150 до 1500.
Резольные и новолачные смолы рассматриваются как реакционноспособные промежуточные продукты, которые подвергаются различным химическим превращениям.
Фенольная смола является первой синтетической смолой в мире, произведенной промышленным способом. В настоящее время фенольные смолы – крупнотоннажный полимер, мировой объем производства которого превышает 12 миллионов тонн в год. Фенольные смолы (ФФС) являются важным связующим веществом для различных применений, включая соединение металлов, стекла, дерева, бумаги, резины с другими материалами в качестве подложки. Выгодные экономико-эксплуатационные характеристики ФФС превосходят большинство других полимерных смол и перспективы в отношении них остаются оптимистично благоприятными. Благодаря отличной водостойкости, термостойкости и адгезионной прочности смолы охватывают широкие области применения: от товарных строительных материалов до высокотехнологичных применений в электронике и аэрокосмической промышленности [9–15].
В настоящее время исследования по модификации фенольной смолы обширны, механизм синтеза отработан, а синтетическое сырье не ограничивается фенолом и формальдегидом. Ведутся исследования по получению ФФС из сырья растительного происхождения, например, лигнина и масла ореха кешью. Полученные смолы значительно расширят области применения синтетических материалов на их основе [16–20].
К тому же в последние годы композиционные материалы на основе фенольных смол получили дальнейшее развитие за счет улучшения процесса синтеза и механических свойств фенольной смолы путем снижения хрупкости [21–25]. Исследователи сообщали о значительном улучшении свойств продуктов на основе ФФС и возможности снижения выделения формальдегида [26–28]. Одним из перспективных направлений применения фенольных смол являются пенопласты. Пе-номатериалы находят все более широкое распространение. Пенопласты обычно обладают низкой теплопроводностью и служат прекрасным изоляционным материалом [29, 30]. Процесс их получения связан скорее с физико-механическими, чем с химическими явлениями во вспененной массе. При наличии соответствующей техники можно вспенивать сжатым воздухом или каким-либо вспенивателем любые синтетические материалы, причем в зависимости от свойств исходного материала можно получить пенопласты с различными механическими свойствами. Получаемые материалы могут быть хрупкими, легко режущимися и вязкими, резиноподобными. Самые дешевые пенопласты могут быть получены из отверждающихся продуктов для фенольных смол и аминосмол .
Таким образом, необходимы дальнейшие исследования по оптимизации фенольной смолы с целью обеспечения лучших характеристик продуктов на основе ФФС и снижения недостатков, таких как высокая хрупкость, низкая прочность на отслаивание, сильный запах во время отверждения и высокая усадка при отверждении, а также необходимости модификации ее для улучшения характеристик комплексного использования.
Экспериментальная часть
Синтез фенолформальдегидной смолы (1) . В 2 л круглодонную колбу, снабженную термометром и мешалкой, загружают 470 г фенола, 811 г 37 % раствора формалина (соотношение компонентов варьируют в зависимости от требований к получаемой смоле). Затем поэтапно вводят 27 г гидроксида натрия, введение щелочи рекомендуется производить постепенно по мере протекания реакции, как правило в 2–3 этапа, не допуская резкого повышения температуры. Давление в системе создают, равным 0,1–0,3 атм. Реакционную смесь при перемешивании постепенно в течение 1 часа нагревают до 40–50 °С, при этом ведут непрерывную отгонку летучих и воды. Затем температуру реакционной массы поднимают до 70–80 °С, продолжая непрерывную отгонку воды. Синтез проводят до выделения определенного количества воды (600–650 мл). Затем реакционную смесь охлаждают. Полученная феноло-формальдегидная смола (ФФС) представляет собой низко- или средневязкую жидкость от желтого до желто-красного цвета.
Методы анализа
Анализ физико-химических показателей фенолформальдегидной смолы был проведен согласно ГОСТ 20907-2016 для марок СФЖ-305 и СФЖ-3012, рекомендуемых в производстве теплозвукоизоляционных изделий.
Определение вязкости . Динамическую вязкость смолы допускается определять по ГОСТ 25276 на ротационном вискозиметре, оборудованном измерительной системой «пластина-конус».
Для проведения измерения выбирают минимальную скорость сдвига кратную 5 или 10 с-1 так, чтобы показания на шкале прибора находились в пределах (50 ± 30) % диапазона шкалы, температура термостатирования (20,0 ± 0,1) °С, время термостатирования – до установления температуры прибора 20,0 °С, но не менее 30 с, показания отсчитывают после установления постоянного значения на шкале прибора, но не более чем через 180 с, объем пробы от 0,2 до 0,5 см3.
Определение массовой доли нелетучих веществ (сухого остатка ). Открытый стаканчик для взвешивания с крышкой помещают в сушильный шкаф, предварительно нагретый до температуры (135 ± 2) °С, после выдержки в течение 30 мин стаканчик и крышку извлекают из сушильного шкафа, помещают в эксикатор, охлаждают до температуры окружающей среды, извлекают из эксикатора и взвешивают. В стаканчик помещают (1,000 ± 0,100) г анализируемой смолы, затем тонким слоем распределяют содержимое стаканчика по его дну при помощи стеклянной палочки, закрывают стаканчик крышкой и взвешивают.
Стаканчик с испытуемой пробой помещают в сушильный шкаф, предварительно нагретый до температуры сушки анализируемой смолы, затем крышку стаканчика снимают и располагают рядом со стаканчиком. Температура сушки для марки СФЖ-305 составляет 135 ± 3 оС, время сушки – 140 мин; для марки СФЖ-3012 – 135 ± 3 оС, время сушки – 140 мин.
По окончании выдержки стаканчик с пробой закрывают крышкой, извлекают из сушильного шкафа и охлаждают в эксикаторе с прокаленным хлористым кальцием до температуры окружающей среды, затем стаканчик, закрытый крышкой, взвешивают.
Результаты всех взвешиваний в граммах записывают с точностью до четвертого десятичного знака.
Массовую долю нелетучих веществ (сухого остатка), Хс, %, вычисляют по формуле
Хс = (m 2 – m 1 ) ∙ 100 / m, (1)
где m 2 –масса стаканчика с пробой смолы после проведения сушки, г; m 1 –масса пустого стаканчика, г; m – масса пробы смолы, г.
Определение массовой доли щелочи . Смолу растворяют в 20 см3 этилового спирта, а затем добавляют 50 см3 дистиллированной воды.
Этиловый спирт и дистиллированную воду перед использованием нейтрализуют до pH = 7.
Массовую долю щелочи Хщ, %, вычисляют по формуле (2):
Xщ = (V ∙ 0.004) ∙100 / m 3 , (2)
где V – объем раствора соляной кислоты концентрации точно 0,1 моль/дм3, израсходованный на титрование, см3; 0,004 – масса щелочи, соответствующая 1 см3 раствора соляной кислоты концентрации точно 0,1 моль/дм3, г; m 3 – масса пробы смолы, г.
Результаты и обсуждение
Проведен синтез фенолформальдегидной смолы при соотношении исходных компонентов фенол:формальдегид = 1:2. Результаты анализа образца полученной ФФС представлены в табл. 1.
Таблица 1
Результаты анализа фенолформальдегидной смолы
|
№ п/п |
Наименование показателя |
Норма по ГОСТ 20907–2016 для марки |
Образец ФФС |
|
|
СФЖ-305 |
СФЖ-3012 |
|||
|
1 |
Динамическая вязкость, при температуре (20,0 ± 0,1)°С, мПа·с |
80–150 |
не более 40 |
(3840) |
|
2 |
Массовая доля нелетучих веществ (сухой остаток), %, не менее |
40 |
60 |
77,1 |
|
3 |
Массовая доля щелочи, % |
не определяют |
не более 1,0 |
0,5 |
Затем с целью выбора количества отвердителя была проведена серия экспериментов по определению кинетики отверждения. На основании литературных данных в качестве отвердителя ФФС была выбрана смесь, состоящая из п -ТСК и фосфорной кислоты. Результаты эксперимента приведены в табл. 2. Количество ФФС для всех случаев постоянно и составляет 3 г.
Таблица 2
Кинетика отверждения ФФС
|
№ п/п |
п -Толуолсульфокислота, масс. % |
Фосфорная кислота, масс. % |
Время гелеобразования, мин |
|
1 |
10 |
5 |
43 |
|
2 |
10 |
10 |
90 |
|
3 |
20 |
10 |
6,5 |
|
4 |
30 |
10 |
3 |
|
5 |
30 |
20 |
2,5 |
На основании полученных результатов была выбрана рецептура, обеспечивающая максимальную скорость отверждения при меньшем количестве отвердителя, и принята за базовую. Состав (масс. ч.): ФФС – 100, п-ТСК – 20, Н 3 РО 4 – 10.
На следующем этапе работы было определено количество пенообразователя для рецептуры фенопласта. Обзор литературных данных позволил выявить наиболее часто используемый вспенивающий агент для получения пенопластов на основе ФФС без нагрева: порошок алюминия с кислотами.
Была проведена серия экспериментов по вспениванию ФФС с различным количеством порошка алюминия (табл. 3) с использованием базовой рецептуры (г): ФФС – 3, п -ТСК – 0,6, Н 3 РО 4 – 0,3.
При увеличении содержания алюминия в составе композиции наблюдается заметное улучшение внешнего вида образцов и заметное увеличение объема образуемой пены. С течением времени (через сутки и позднее) оседание пены не происходит.
Определение оптимального количества порошка алюминия
Таблица 3
№ п/п
Композиции
Количество алюминия, г
0,3
Результат
0,1 0,2

Параллельно проведен экспериментальный выбор ПАВ для формирования пены. В качестве ПАВ опробованы ТВИН-60 и ТВИН-80 (табл. 4). Количество стабилизатора пены ТВИН-80 постоянно и составляет 0,3 г на 3 г ФФС. Количество порошка алюминия составляет 0,3 г.
Таблица 4
Выбор ПАВ для формирования пены
|
№ п/п |
Композиция |
|||
|
9 |
10 |
|||
|
Наименование стабилизатора |
ТВИН-60 |
ТВИН-80 |
||
|
Результат |
||||
Использование стабилизатора пены ТВИН-80 обеспечивает значительно большее и более равномерное вспенивание составов и улучшает внешний вид полученной пены.
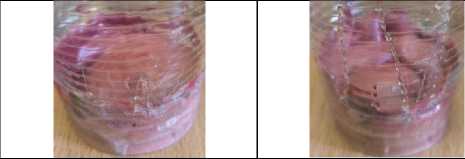
Далее были получены результаты по вспениванию ФФС с использованием стабилизатора пены ТВИН-80 с целью определения оптимального количества порошка алюминия (табл. 5). Количество стабилизатора пены ТВИН-80 постоянно и составляет 0,3 г на 3 г ФФС.
Таблица 5
Определение оптимального количества порошка алюминия

На фотографиях видно, что образцы 12 и 13, отличающиеся по содержанию порошка алюминия, не имеют значительной разницы в объеме образовавшейся пены. Напротив, увеличение данной добавки в составе композиции приводит к появлению нижнего более темного слоя пены, содержащего избыток непрореагировавшего алюминия, который в разрабатываемой композиции будет существенно ухудшать эксплуатационные характеристики пены, а именно повышать ее теплопроводность, что не соответствует назначению разрабатываемой теплоизоляционной композиции. По этой причине было определено оптимальное количество порошка алюминия на 3 г ФФС, равное 0,25 г.
По результатам проведенных исследований в качестве базовой рецептуры для получения пенопластов на основе ФФС был выбран следующий состав (масс. ч.): ФФС – 100, ТВИН-80 – 2–10, порошок алюминия – 8–10, п -ТСК – 20–30, Н 3 РО 4 – 10.
Заключение
По результатам проведенных исследований была разработана рецептура для получения пенопластов на основе фенолформальдегидной смолы. В качестве вспенивающей системы выбрана смесь «порошкообразный алюминий – фосфорная кислота». Данная система обес-печивает стабильное образование пены с исключением процессов, ингибирующих реакцию отверждения, и процессов постокисления (химической деструкции) и минимальную усадку.
Список литературы Влияние физико-химических параметров смолы на формирование фенопласта
- Leite J.L., Pires A.T.N., Souza S. et al. // Brazilian Journal of Chemical Engineering. 2004. V. 21. P. 253. DOI: 10.1590/S0104-66322004000200015
- Pilato L. Phenolic resins: a century of progress. New York: Springer, 2010. 562 p. DOI: 10.1007/978-3-642-04714-5
- Kopf P.W. Phenolic resins. New York: Kirk-Othmer Encyclopedia of Chemical Technology, 2000. 1063 p. DOI: 10.1002/0471440264.pst236
- Knop A., Pilato L.A. Phenolic resins: chemistry, applications and performance. Berlin: Springer Science & Business Media, 2013. 307 p. DOI: 10.1007/978-3-662-02429-4
- Cardona F., Kin-Tak A.L., Fedrigo J. // Journal of applied polymer science. 2012. V. 123, No. 4. P. 2131. DOI: 10.1002/app.34719
- Chaussoy N., Brandt D., Gerard J.F. // ACS Applied Polymer Materials. 2022. V. 4, No. 6. P. 4454. DOI: 10.1021/acsapm.2c00148
- Ji Xiaodi et al. // Materials. 2020. V. 13, No. 24. P. 5697. DOI: 10.3390/ma13245697.
- Zhang Xiaoqing et al. The chemistry of novolac resins: 3. 13C and 15N n.m.r. studies of curing with hexamethylenetetramine // Polymer. 1997. V. 38, No. 23. Р. 5835-5848. DOI: 10.1016/S0032-3861(97)00141-9
- Economy J., Pashar Z. Historical Perspectives of Phenolic Resins // In: Seth C. and Rasmussen E. and Strom T. (Eds.) 100+ Years of Plastics: Leo Baekeland and Beyond, OUP USA, San Francisco, 2011. P. 83. DOI: 10.1021/bk-2011-1080.ch006
- Hirano K., Asami M. // Reactive and functional polymers. 2013. V. 73, No. 2. P. 256. DOI: 10.1016/j.reactfunctpolym.2012.07.003
- Nair C.P.R. // Progress in polymer science. 2004. V. 29, No. 5. P. 401. DOI: 10.1016/j.progpolymsci.2004.01.004
- Asim M., Saba N., JawaidM. et al. // Current Analytical Chemistry. 2018. V. 14, No. 3. P. 185. DOI: 10.2174/1573411013666171003154410
- Gardziella A., Pilato L.A., Knop A. Phenolic resins: chemistry, applications, standardization, safety and ecology. New York: Springer Science & Business Media, 2013. 240 p. DOI: 10.1007/978-3662-02429-4
- Tennison S.R. // Applied Catalysis A: General. 1998. V. 173, No. 2. P. 289. DOI: 10.1016/S0926-860X(98)00186-0
- Wang J., Jianga H. and Jiang N. // Thermochimica Acta. 2009. V. 496. P. 136. DOI: 10.1016/j.tca.2009.07.012
- Khan P.R., Hegazy S.S., IqbalM. // Braz. J. Bot. 2020. V. 43. P. 601. DOI: 10.1007/s40415-020-00612-9
- Sarika P.R., Nancarrow P., Khansaheb A. et al. // Polymers. 2020. V. 12. P. 2237. DOI: 10.3390/polym12102237
- Cheng X., Chen Q., Li Y. et al. // Environ. Sci. Technol. 2021. V. 55. P. 4410. DOI: 10.1021/acs.est.0c07988
- Kim K.H., Jahan S.A., Lee J.T. // J. Environ. Sci. Health, Part C: Environ. Carcinog. Ecotoxicol. Rev. 2011. V. 29. P. 277. DOI: 10.1080/10590501.2011.629972
- Al Bsoul A., Hailat M., Abdelhay A.M. et al. // Sci. Total Environ. 2021. V. 761. P. 143229. DOI: 10.1016/j.scitotenv.2020.143229
- Chambon C.L., Fitriyanti V., Verdia P. et al. // ACS Sustainable Chem. Eng. 2020. V. 8. P. 3751. DOI: 10.1021/acssuschemeng.9b06939
- Khan M.U., Ahring B.K. // Biomass Bioenergy. 2019. V. 128. P. 105325. DOI: 10.1016/j.biombioe.2019.105325
- Perna V., Meyer A.S., Holck J. et al. // ACS Sustainable Chem. Eng. 2019. V. 8. P. 831. DOI: 10.1021/acssuschemeng.9b04912
- Kulas D.G., Thies M.C., Shonnard D.R. // ACS Sustainable Chem. Eng. 2021. V. 9. P. 5388. DOI: 10.1021/acssuschemeng.1c00267
- Pang B., Sun Z., Wang L. et al. // Chem. Eng. J. 2021. V. 419. P. 129565. DOI: 10.1016/j.cej.2021.129565
- Sternberg J., Sequerth O., Pilla S. // Prog. Polym. Sci. 2021. V. 113. Article 101344. DOI: 10.1016/j.progpolymsci.2020.101344
- Yang W., Jiao L., Wang X. et al. // Int. J. Biol. Macromol. 2021. V. 166. P. 1312. DOI: 10.1016/j.ijbiomac.2020.11.012
- Schlee P., Hosseinaei O., Baker D. et al. // Carbon N. Y. 2019. V. 145. P. 470. DOI: 10.1016/j.carbon.2019.01.035
- Regasa M.B., Fanta G.M. Polymeric Foams: Applications of Polymeric Foams (Volume 2). New York: American Chemical Society, 2023, pp. 167-185. DOI: 10.1021/bk-2023-1440.ch008
- Soney C.G., Resmi B.P. Multifunctional Polymeric Foams: Advancements and Innovative Approaches. CRC Press. 220 p. DOI: 10.1201/9781003218692
