Влияние кинематических и технологических параметров ротационного точения многогранными резцами на формирование стружки и шероховатость поверхности

Автор: Индаков Н.С., Гордеев Ю.И., Бинчуров А.С., Киселев Д.И., Ясинский В.Б.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 т.18, 2017 года.
Бесплатный доступ
Расчетными и экспериментальными методами исследованы особенности процесса ротационного точения многогранными резцами и установлен характер влияния режимов резания на интенсивность деформационных процессов резания, форму и размеры сечения срезаемого слоя в виде стружки и показатели шероховатости обработанной поверхности. Полученные полуэмпирические зависимости позволяют при назначении режимов резания прогнозировать параметры шероховатости Ra, Rz, Rmax. Представленный метод сочетает в себе элементы безвершинного косоугольного точения, основным достоинством которого является движение срезаемого слоя вдоль режущей кромки, и метода ротационного точения, основным достоинством которого является постоянное обновление участков режущей кромки, что приводит к хорошему охлаждению и, следо- вательно, повышению стойкости инструмента. Обеспечение требуемой скорости резания осуществляется путем требуемого количества оборотов резца, а вращение обрабатываемого вала является круговой подачей. В данном методе ширина среза является величиной переменной и возникает на участке профиля резца с воз- растающим радиусом-вектором, а глубина резания изменяется в вертикальной плоскости среза. Исходя из кинематики резания возможно возникновение кинематической волнистости. Для исключения ее формирования необходимо назначить продольную и конструктивную подачу согласно рекомендациям. Проведение соответ- ствующих исследований позволяет выявить оптимальные режимы обработки и дать практические рекомен- дации по их выбору для различных условий и материалов. В целом проведенные исследования подтвердили перспективность предложенного метода.
Ротационное точение, многогранный ротационный резец, лезвие, конструктивная подача, круговая подача, дробление стружки, отвод стружки, углы наклона режущей кромки
Короткий адрес: https://sciup.org/148177712
IDR: 148177712 | УДК: 621.91.01
Influence of cinematic and technological parameters of rotary turning by multifaceted cutters on chip formation and surface roughness
By calculated and experimental methods features of the process of turning the rotary multifaceted cutters were investigated. Influence of cutting conditions on the intensity of deformation processes, shape and dimensions of the cross section of cutting layer in the form of chips and roughness of the treated surface were installed. The resulting semi-empirical equations allow the appoint the cutting modes to predict the roughness parameters Ra, Rz, Rmax. The proposed method combines elements of skew turning (in which the cut layer moves along the cutting edge) and rotary turning (in which the sections of the cutting edge are constantly renewed). That leads to better cooling and hence longer tool life. The required cutting speed is ensured by selection of the cutter speed; the rotation of the machined shaft corresponds to the azimuthal supply. In the proposed method, the cut width is variable and corresponds to the section of the cutter profile with an increasing radius vector, while the cutting depth varies in the vertical plane of the cut. On the basis of the cutting kinematics, kinematic undulation may appear. To eliminate that, the longitudinal and azimuthal supply must be specified in accordance with our recommendations. Carrying out the corresponding researches allows revealing optimum modes of processing and to make practical recommendations about their choice for various conditions and materials. In general, studies have confirmed the promise of the proposed method.
Текст научной статьи Влияние кинематических и технологических параметров ротационного точения многогранными резцами на формирование стружки и шероховатость поверхности
Введение. В области обработки материалов резанием наиболее широко применяются следующие методы: вершинными резцами, безвершинными резцами, ротационными с самовращением или с принудительным вращением. Каждый из указанных методов имеет свои рациональные области применения [1–4]. Однако эти традиционные методы механической обработки имеют существенные ограничения при обработке труднодеформируемых материалов, вызванные недостаточной стойкостью режущего инструмента вследствие образования сливной стружки, что приводит к перегреву инструмента и заготовки, требует использования дорогостоящих и токсичных СОТС. Это не позволяет применять высокие скорости резания, снижает производительность процессов, особенно при обработке крупногабаритных валов, и требует разработки альтернативных по кинематике методов формообразования. Метод ротационного точения многогранными резцами является перспективным способом обработки вязких, сложнолегированных, труднодеформируемых сталей и сплавов, в том числе на основе титана, широко используемых в аэрокосмическом и транспортном машиностроении.
Несмотря на значительный объем публикаций в области ротационного точения, разработанный в Политехническом институте СФУ принципиально новый по кинематике метод ротационного точения многогранными резцами (РТМР) [5; 6] остается крайне мало изученным как теоретически, так и экспериментально. Поэтому для развития и практической реализации этого метода необходимо проведение комплекса теоретических и экспериментальных исследований по оптимизации геометрических и кинематических параметров, определению режимов РТМР, которые обеспечивают высокую производительность и одновременно требуемое качество обработанной поверхности.
Методика и аппаратура исследований. Экспериментальные исследования проводились на токарновинторезном станке повышенной точности ИЖ250ИТВМ.Ф1 с применением инструментального модуля для ротационного точения. При проведении экспериментальных исследований влияния режимов резания на параметры шероховатости использовались оправки с образцами из стали 45 и сплава Д16. На основании анализа однофакторных экспериментов (проведенных ранее [7–9]) были выбраны уровни варьирования независимых переменных для дальнейших экспериментальных исследований по плану ПЭФ: S = 0,04–1,2 мм/об; S = 7,85–25 м/мин; прст кр
V р = 310–933 м/мин; t = 0,1–1 мм. Качество обработанной поверхности образцов оценивалось по трем высотным параметрам шероховатости Ra , Rz , R max на профилометре-профилографе модели MarSurf M300, диапазон измерений 350 мкм (от –200 до +150 мкм). Анализ микроструктуры образцов и морфологии стружки проводился на растровом электронном микроскопе HITACHI TM 1000 и растровом электронном микроскопе JEOL JSM-7001F.
Результаты и обсуждение. Кинематические параметры процесса ротационного точения определяют его основные особенности и закономерности, условия стружкообразования, качество обработки, работоспособность режущего инструмента, являются исходными для выбора режимов резания и геометрии инструмента. В формировании обрабатываемой поверхности участвуют три движения: главное движение (вращение инструмента) Vp, прямолинейное движение, или продольная подача Sпp, и дополнительное движение, или круговая подача (вращение заготовки) Sкр (рис. 1). Многогранный резец 1 совершает принудительное вращение вокруг своей оси со скоростью Vp относительно вращающейся заготовки 2, в то же время инструменту сообщается прямолинейное движение вдоль оси заготовки – продольная подача Sпр. При этом ось вращения инструмента устанавливается перпендикулярно оси вращения заготовки и находится на линии оси центров. Подробно кинематика процесса РТМР, влияния геометрических и технологических параметров на характер процессов формообразования представлена в работах [10–13].
Ротационный резец 1 представляет собой многогранное тело чашечной формы с посадочным отверстием и режущей частью, состоящей из N режущих лезвий. Каждое лезвие содержит заднюю и переднюю поверхности, которые образуют между собой прямолинейную режущую кромку. Сформированные на каждом лезвии режущие кромки, размещенные в плоскости, перпендикулярной оси вращения ротационного резца, образуют режущий многоугольник. Главным движением является вращение инструмента, причем скорость вращения инструмента должна быть как минимум на порядок больше скорости вращения заготовки [8; 10; 12]. Схема обработки многогранным ротационным резцом приведена на рис. 1.
Обработка ротационным резцом производится таким образом, что основная деформация (которая является результатом сложного напряженного состояния и сочетания различных формообразующих движений РТМР) снимаемого слоя в виде стружки реализуется вдоль режущей кромки резца, при этом суммарная подача на грань профиля резца определяется [7; 8; 13; 14] как sro =. /ST^siT". (1) гр кргр пргр
Продольная подача на грань резца определяется, но формуле
s пргр
SnP cT ' n 3
n p ■ N
где Sпрст - продольная подача резца на оборот обра- батываемого вала, мм/об; nз – число оборотов заготовки, об/мин; np – число оборотов инструмента, об/мин; N - число граней профиля резца.
Круговая подача на грань резца находится по формуле
= п d 3 ■ n кр гр n p ■ N ,
где d 3 - диаметр заготовки, мм.
Из анализа кинематики процесса РТМР следует, что срез снимаемого слоя материала заготовки генерируется в виде отдельных элементов стружки клинового типа (рис. 1, 2).
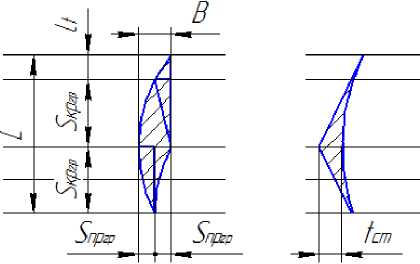
Размер и форму элементарных стружек можно охарактеризовать тремя параметрами: шириной B , толщиной t и длиной L (рис. 2).
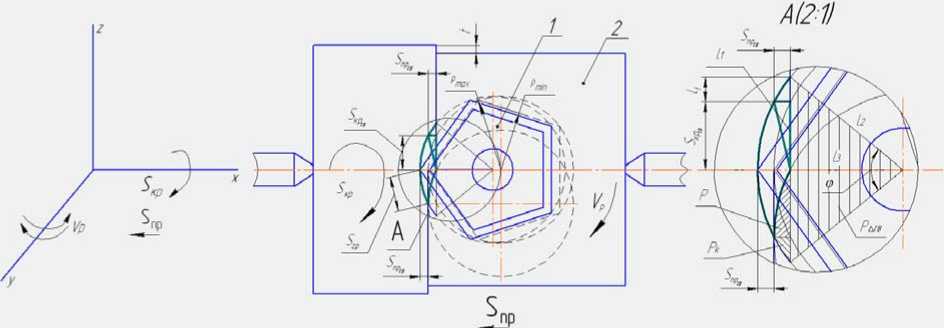
Рис. 1. Кинематическая схема обработки многогранным ротационным резцом
Fig. 1. Kinematic scheme of roughing by multisided rotating cutting bit
Гтайный bud Вид с докц
а
б
Рис. 2. Форма и размеры сечения элементарных стружек формирующихся при РТМР: а – теоретическая схема; б – реальная структура, сегментов стружки
Fig. 2. Shape and sizes of section of common cuts formed under rotary turning operation of multisided rotating cutting bit: a – theoretical scheme; b – real structure of cuts segment
Ширина стружки определяется по формуле
В = 2 5 прг, . (4)
Длина стружки:
L = 2 SKD + lt , (5)
кргр t где lt — длина участка, зависящая от глубины реза- ния, мм.
Длина участка, зависящая от глубины резания, определяется по формуле
1, — рр — |р — 2 5 — 5 . (6)
t max max пргр кpгр
Толщина стружки:
t — t ст — A h — t ст —
-
—Vp 2 ■ sin k 2 + R dmin + R d min ,
где t — глубина резания в каждом положении режущей кромки, находящейся в зоне резания, мм; tст — глубина резания в плоскости оси центров, мм; Ah - высота возможных остаточных неровностей, мм; Rdmin — ра диус обработанной заготовки, мм; k — угол между осью центров и прямой к точке контакта режущей кромки и обрабатываемой поверхности.
Высотные и угловые размеры снимаемого слоя материала и размеры остаточных микронеровностей поверхности могут быть определены на основании схемы контактного взаимодействия «инструмент– заготовка» (рис. 3).
Угол между осью центров и прямой к точке контакта режущей кромки и обрабатываемой поверхности находится по формуле р — В cos kmax Р----. (8)
p max
Так как при данном методе возникает прерывистость резания на участке режущей кромки с убывающим радиусом-вектором, то возможно возникновение кинематической волнистости. Для исключения ее формирования необходимо значения продольной и круговой подач назначить в зависимости от глубины резания, количества граней, диаметра и числа оборотов ротационного резца.
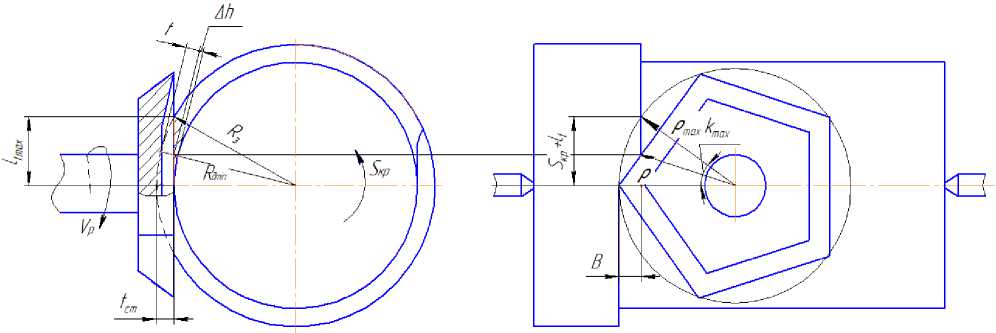
Рис. 3. Схема формирования микропрофиля поверхности при РТМР
-
Fig. 3. Scheme of formation of microprofile of surface under rotary turning operation of multisided rotating cutting bit
Во избежание возникновения кинематической волнистости необходимо круговую подачу назначать с учетом следующих рекомендаций:
k max = V R 2 - ( R з — t ст ) 2 ; (9)
предыдущим лезвием; Рк - площадь среза, возникающая за счет конструктивной подачи.
Угол треугольника ( ф гв ) на главном виде определяется по формуле
l t max — S кр гр + lt ,
cos ^ ГВ = ( P max B )
2 p max
где i t max - высота выхода режущего лезвия из зоны резания относительно плоскости центров, мм; R 3 - радиус обрабатываемой заготовки, мм.
Круговая подача назначается исходя из следующей зависимости:
где В - ширина срезаемого слоя; p max - максимальный радиус-вектор контура режущей кромки.
В свою очередь, площадь необработанной части треугольника ( Р Д ГВ ) может быть определена как
S
кр max
2 p max ' S пр S пр .
При известной круговой подаче необходимо вычислить продольную подачу, которая определяется из следующего соотношения:
прmin
P max
^^^^^^в
^ pmax S кр .
При выполнении данных условий глубина необрабатываемого при РТМР участка поверхности детали будет являться основным показателем, влияющим на качество обрабатываемой поверхности. Из приведенной схемы (рис. 2, 3) видно, что толщина стружки является величиной переменной и изменяется от 0 до величины, равной глубине резания.
Для определения влияния на площадь среза углов инструмента, диаметра режущих граней и режимов резания необходимо оценить действительную площадь среза (рис. 1, 2). Действительная площадь среза при РТМР можно определить из построений (см. рис. 1) по формуле
P = p max - р - р - р , (13) дей в 360 гв ^ гв к ,
Р^ГВ = 2 ■(L + lt Mpmax - B) .(15)
Площадь участка, обработанного предыдущим лезвием, определяется выражением
Р = - ■ S^ ■ SKD .(16)
2 пpгр кpгр
Площадь конструктивного участка определяется по формуле
Рк = 2 ■ Sпр ■ it.(17)
Действительная площадь среза ( P дей ВС ):
n R 2
где ф ВС - угол треугольника.
Угол треугольника ф ВС (рис. 4) определяется как
ф вс =ф ВС 1 +ф ВС 2 , (19)
где ф ВС 1 - угол треугольника над высотой центров;
Ф ВС 2 - угол треугольника ниже высоты центров.
Угол треугольника ( ф ВС 1) над высотой центров определяется по формуле
где ф ГВ - угол треугольника на главном виде; Р ^ ГВ - площадь необрабатываемой части треугольника на главном виде; Р – площадь участка обработанного
tg Ф ВС 1
S кр + i t
Rд min
А(21)
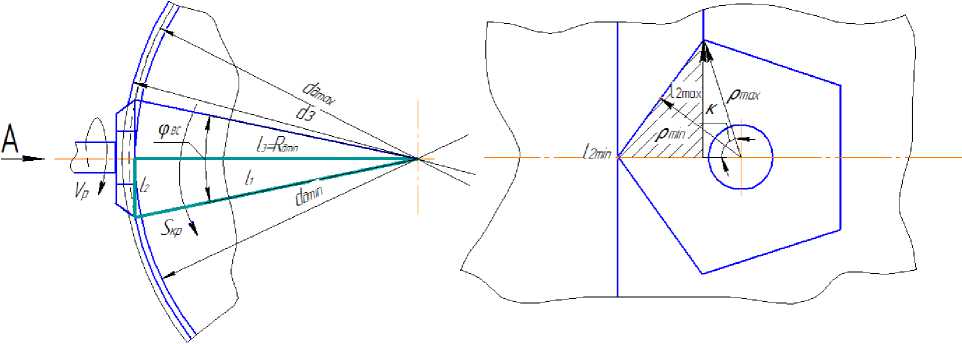
Рис. 4. Схема изменения толщины стружки
-
Fig. 4. Scheme of measuring of cuts thickness
ТМ-1000_0443
2014.06.10 11:22
хЮО 1 mm
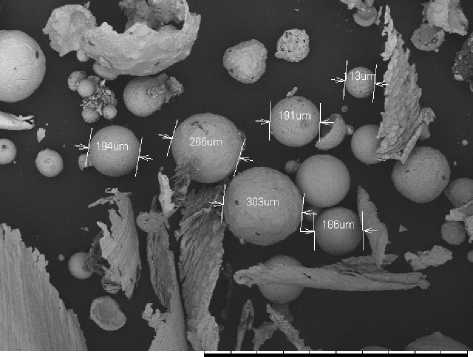
Рис. 5. Стальная стружка в виде полых сфер
ТМ-1000_0440
2014.06.10 11:10 L х1,0к 100 urn
-
Fig. 5. Steel cuts in the form of hollow spheres
Угол треугольника ( ф ВС 2 ) ниже высоты центров определяется как
S tg фВС 2 = R (21)
Rд min
Площадь необработанной части треугольника на виде сбоку определяется выражением
Р ^ ВС = 2 ( 2 S кр + 1. ) • ( R 3 - 1 ст ) , (22)
где R 3 - радиус заготовки.
Из приведенных формул следует, что с возрастанием численных значений подач глубины резания и диаметра обрабатываемой заготовки пропорционально увеличивается площадь среза. Изменение диаметра многогранного резца, а также изменение инструментальных углов на площадь среза значительного влияния не окажут.
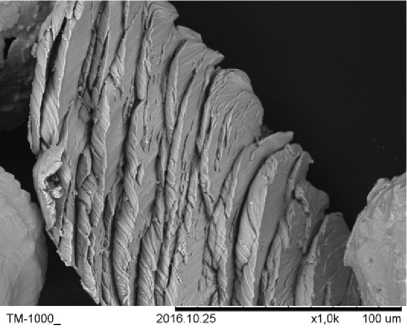
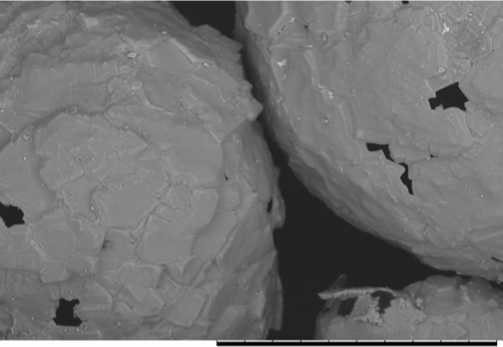
Форма сечения и размеры образующейся стружки, вычисленные на основании аналитических выраже- ний, приведенных выше, и электронно-микроскопическое изображение элемента реальной стружки, полученной при РТМР при тех же геометрических параметрах и режимах резания, наглядно подтверждают адекватность разработанных кинематических и геометрических моделей. Проведённые оценки средних размеров элементов стружки (рис. 5) подтверждают, что метод РТМР обеспечивает формирование мелкодробленой стружки с размерами не более 300 мкм, что способствует гарантированному удалению ее из зоны резания, создает благоприятные температурные условия на поверхностях инструмента и заготовки. Естественно, все эти факторы снижают интенсивность износа режущих кромок, повышают качество обработанной поверхности.
Качество обработанной поверхности определяется шероховатостью поверхности и состоянием материала поверхностного слоя (однородность структуры, отсутствие окалины, степень наклепа, остаточных напряжений, глубины дефектного слоя). На основании полученных аналитических расчетных формул (7)–(12) для определения размеров срезаемого слоя при РТМР можно произвести соответствующие кинематические и геометрические преобразования для определения расчетных формул по основным высотным параметрам шероховатости при РТМР. Микронеровности поверхности могут быть определены исходя из геометрических построений (см. рис. 3). При этом необходимо соблюдать несколько условий и допущений: обрабатываемый материал (материал заготовки) абсолютно недеформируемый; технологическая система абсолютно жесткая; лезвие инструмента и форма профиля заготовки представляют собой геометрические линии.
Расчетный микропрофиль цилиндрической поверхности обрабатываемой РТМР изображен на рис. 3. Высота расчетных неровностей ∆ h может быть определена по формуле
Δ h =ρ 2 ⋅ sin k 2 + R д 2 min - R д min . (23)
Круговая подача на грань резца может быть определена как
S кр гр = ρ max∙sin k max. (26)
Число оборотов заготовки рассчитывается по формуле
n з
S ⋅ n ⋅ N кр гр p
π⋅ d 3
Число оборотов инструмента назначается, исходя из соотношения
n
р
π ⋅ d з ⋅ n з
. S ⋅ N кр гр
Продольная подача на грань резца определяется как
S = В /2.
пргр
Продольная подача резца на оборот обрабатываемого вала рассчитывается по формуле
S ⋅ n ⋅ N пр гр p
Из анализа проведенных ранее исследований [15–17] следует, что эксплуатационные свойства, а также многие характеристики качества поверхности зависят от технологических методов и условий механической обработки.
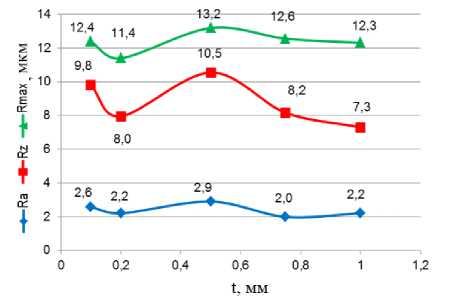
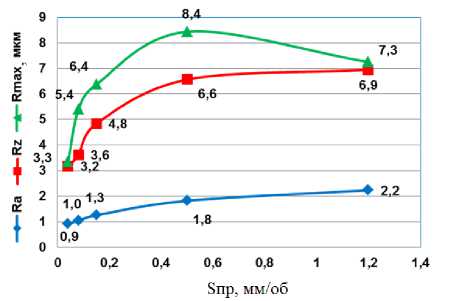
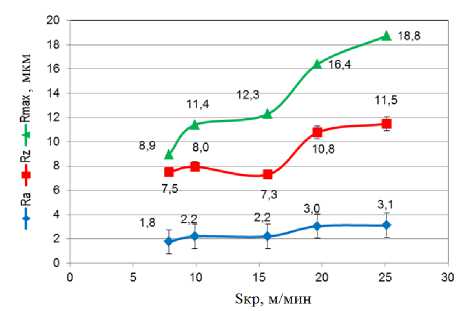
Качество обрабатываемой (образовывающейся) поверхности зависит от многих технологических параметров обработки при РТМР (режимы резания, геометрические параметры режущего инструмента, кинематика ротационного точения многогранными резцами и др.). На рис. 6 приведены зависимости шероховатости поверхности от параметров режимов резания.
прст nз
б
а
в
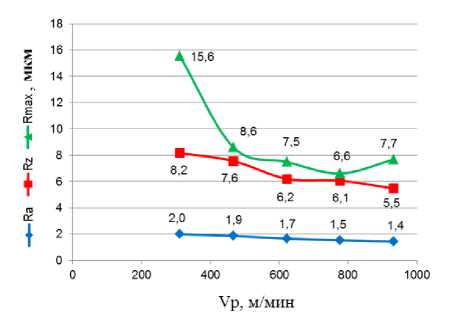
Рис. 6. Влияние режимов резания на шероховатость поверхности:
а – глубины резания t ; б – продольной подачи S пр; в – круговой подачи S кр; г – скорости резания V р
Fig. 6. Influence of cutting conditions on the roughness of surface: a – cut amount, t ; b – length feed, S пр; c – rotary feed, S кр; d – cut speed, V р
На основе обработки экспериментальных данных получены полуэмпирические зависимости параметров шероховатости обработанной поверхности от режимов резания:
r 0,2701 r 0,4679
Ra = 6,01 у0,3081' ; (29)
VP ■1
Rz = 41,52
0,2471 0,3583
r пр ■ r кр
0,3733 0,0721
V P ■ t
r 0,2208 r 0,594 1 0,02
R max = 251,89 пр .X' ----. (3 1 )
V p
Наибольшее влияние на формирование высотных параметров шероховатости Ra , Rz , R max оказывают круговая подача S кр и скорость резания V p , чуть менее значимым фактором является продольная подача S пр . Глубина резания t РТМР практически не оказывает существенного влияния на изменение параметров шероховатости.
Доминирующее влияние на шаг микронеровности на уровне средней линии Sm оказывает круговая подача S кр и скорость главного движения V p . Значимым параметром, влияющим на шаг микронеровности на уровне средней линии Sm , является также продольная подача S пр . Относительная опорная длина профиля на уровне средней линии t m увеличивается с ростом скорости главного движения V p и уменьшается с увеличением круговой и продольной подач S кр.
Заключение. Применение ротационного точения многогранными резцами для изготовления деталей типа вала подтверждает эффективность использования предложенного метода обработки, который позволяет уменьшить количество технологических переходов, уменьшить влияние износа инструмента на точность и качество обрабатываемых поверхностей, снизить основное технологическое время. Кинематика процесса резания обеспечивает гарантированное дробление стружки и ее отвод из зоны резания, что благоприятно сказывается на условиях работы режущей части инструмента, кроме того, снижается интенсивность теплового износа и обеспечивается требуемое качество обработки поверхности.
Acknowledgments. This work was supported by the Russian Found of Fundamental Investigations (grant RFFI № 14-08-00508).
Список литературы Влияние кинематических и технологических параметров ротационного точения многогранными резцами на формирование стружки и шероховатость поверхности
- Коновалов Е. Г. Основы новых способов металлообработки. Минск: Машиностроение, 1961. 286 с.
- Бобров В. Ф., Иерусалимский Д. Е. Резание металлов самовращающимися резцами. М.: Машино-строение, 1972, 111 с.
- Ротационное резание материалов/П. И. Ящери-цын . Минск: Наука и техника, 1987. 229 с.
- Грановский Г. И. Кинематика резания. М.: Машгиз, 1948. 201 с
- Способ лезвийной обработки валов с профилем «равноосный контур»: а. с. 1126375 CCCР: МКИ3 В 23 В 1/00/Э. В. Рыжов, Н. С. Индаков, Э. А. Петровский и др. Опубл. 30.11.1984.
- Индаков Н. С. Чистовое точение РК -профиль-ных валов многогранными ротационными резцами//Вестник машиностроения. 1991. № 1. С. 64-65
- Indakov N. S., Binchurov A. S. Turning by multifaceted cutters//Russian Engineering Research. 2014. Vol. 34, No. 1. Рp. 52-54 DOI: 10.3103/S1068798X14010080
- Индаков Н. С., Бинчуров А. С. Исследование метода ротационного точения многогранными резцами//Станки инструмент (СТИН). 2013. № 6. С. 21-24.
- Indakov N. S., Binchurov A. S. Geometry of Multifaceted Rotary Cutters//Russian Engineering Research. 2014. Vol. 34, No. 2. Рp. 79-82 DOI: 10.3103/S1068798X14020051
- Индаков Н. С., Бинчуров А. С. Особенности ротационного точения многогранными резцами//Вестник машиностроения. 2013. № 10. С. 56-58
- Ротационный резец: пат. 2463130 Рос. Федерация: МПК В 23 В 27/12/Индаков Н. С., Гордеев Ю. И., Бинчуров А. С. Опубл. 10.10.2012
- Индаков Н. С., Бинчуров А. С. Особенности геометрии многогранных резцов для ротационного точения//Вестник машиностроения. 2013. № 11. С. 38-41
- Индаков Н. С., Бинчуров А. С. Ротационное точение многогранными резцами//Современные инновации в науке и технике: материалы IX Междунар. науч.-практ. конф./Юго-Зап. гос. ун-т. Курск, 2012. С. 71-74
- Индаков Н. С., Бинчуров А. С. Метод ротационного точения многогранными резцами//Вестник ассоциации выпускников КГТУ. 2011. № 20. С. 146-149
- Indakov N. S., Gordeev Y. I., Binchurov A. S. Method of Rotational Turning With Multifaceted Cutters//IOP Conference Series: Materials Science and Engineering. 2016. Vol. 124, № 1. P. 012150
- Armarego E. J. A., Karri V., Smith A. J. R. Fundamental studies of driven and self-propelled rotary tool cutting processes -I. Theoretical investigation//International Journal of Machine Tools and Manufacture. 1994. Vol. 34, № 6. Рp. 785-801
- Armarego E. J. A., Karri V., Smith A. J. R. Fundamental studies of driven and self-propelled rotary tool cutting processes -II. Experimental investigation//International Journal of Machine Tools and Manufacture. 1994. Vol. 34, № 6. Рp. 803-815
