Влияние кинематических параметров процесса алмазной резки заготовок из полимерного композиционного материала на значение плотности теплового потока

Автор: Кобелев Станислав Александрович, Ширялкин Александр Федорович, Данилов Георгий Иванович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 6-2 т.16, 2014 года.
Бесплатный доступ
Авторы предприняли попытку разработки аналитического описания теплопередачи при алмазной резке заготовок из полимерных композиционных материалов. Представлены аналитические выражения для расчета длин дуги контакта на различных стадиях процесса при разрезании цилиндрической заготовки алмазным кругом. На основе найденных зависимостей могут быть предложены выражения для определения плотности теплового потока в зоне разрезания заготовки.
Алмазный круг, полимерно-композиционный материал, теплообмен, дуга контакта
Короткий адрес: https://sciup.org/148203564
IDR: 148203564 | УДК: 621.91:678.5
Influence of kinematic parameters of process of diamond cutting the workpieces from polymeric composite material on value of heat flow density
The authors attempted to develop analytical description of heat flow in diamond cutting of workpieces made from polymer composite materials. Analytical expressions for calculation the lengths of contact arch at various stages of process when cutting cylindrical workpieces are presented by a diamond wheel. On the basis of the found dependencies it can be proposed the expressions for determination the heat flow in a zone of workpiece cutting.
Текст научной статьи Влияние кинематических параметров процесса алмазной резки заготовок из полимерного композиционного материала на значение плотности теплового потока
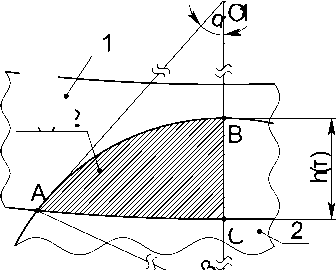
Значения плотности теплового потока q c на разных участках режущей кромки при разрезании алмазными отрезными кругами определяя-ются кинематическими параметрами процесса и температурой по длине дуги контакта режущей кромки с заготовкой из полимерных композиционных материалов (ПКМ) [1]. Определим площадь и длину дуги контакта во время разрезания заготовки. Рассмотрим изменение длины дуги контакта на различных стадиях процесса разрезания цилиндрической заготовки (рис. 1). В дальнейшем обозначено: R н =150 мм – наружный радиус круга; r внут .=140 мм – внутренний радиус режущей кромки; R н – r внут = 10 мм; B =25 мм – ширина заготовки; H =25 мм – высота заготовки; τ – время работы, мин.; S верт . – вертикальная подача, м/мин.; l конт .(τ) – длина дуги контакта, м; S (τ) – площадь контакта, м2.
1. Врезание . τ<τ max1
lO 1 A = R H ; lO 2 A = r ; lO 1 O 2 = R H + r h ( t )’
h ( J maxi ) s верт T maxi RH
r : t внут . ; max 1
= (RH
—
' внут * )/ s верт * *
— R2-
S сект.O , AC ^ Rh ; S сект.O 2 AB
1 конт* ( Т ) = 2l AC = 2 a R H *
P 2 = —r *
2 з (1)
Из треугольника O 2 AO 1 по теореме косинусов имеем:
C
S(τ)/ 2
lO2A OA + lO 1 O2 2lO 1 A l O) cos a ;
a = arccos (( l OA + l OO^ - l OA )/( 2 l OA l OO, )) =
= arccos [( R H + ( R H + r 3 - h ( t )) 2 - r 2 }/(2 R h ( R H + r 3 - h ( t ))) 1
lO 1 A lO2A + lO1O2 2lO2AlO1O2 cos P ;*
в = arccOS [( lO 2 A + l OO 2 - lO , A )/( 2 lO 2 A l OO 2 )] =
= arccos [ ( r3 2 + ( R h + r3 - h ( T )) 2 - R H )/ ( 2 r3 ( R h + r3 - h ( T ^J
S A O , AO 2 = 0,5 l O 1 A l O j O 2 sin a (5)
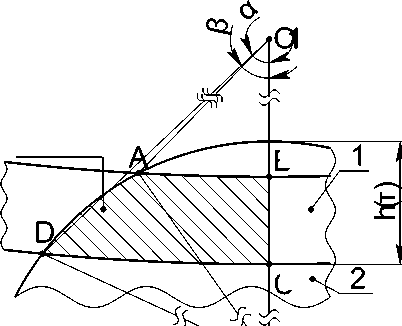
2. Нормальное резание (см. рис.2). τ max1 <τ<τ max2
O2
Рис. 1. К расчётному случаю 1: 1 – режущая кромка АОК («тело» круга условно не показано), 2 – заготовка
L ^r • L =R • L =L =r- 1O 1 A ' внут * ; (O 1 D h ; (O 2 A O ) 2 D ' з ;
1o 1 o 2 = Rh + r 3 - h ( t );
h ( t max2 ) $ верт Ттах2 2 r 3 ; T max2 2 r 31S верт *
S(τ)/ 2
B
C
O2
Рис. 2. К расчётному случаю 2. 1 – режущая кромка АОК («тело» круга условно не показано), 2 – заготовка
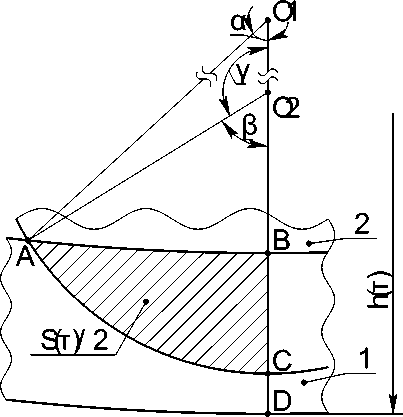
Рис. 3. К расчётному случаю 3. 1 – режущая кромка АОК («тело» круга условно не показано), 2 – заготовка
s ( г ) = 2 ( s„o , dc
—
сект . O 1 AB
1. н.т Т ) = 2^ = 2 PRH .
P /?2-
S сект . О , DC ^ Rh ; S сект . О , AB
а
= —r . внут . .
Из треугольника О 2 DO 1 по теореме косинусов имеем:
l O2D Р D + lO1 O2 2l0YD l OO cos p
P = arccOs J^ OD + l OO 2 - l o 2 D )/( 2 l O DlO , о 2 )] =
= arccosK R H + ( RH + r - h I - )) 2 - г У( 2 RH ( R H + r , - h I - m]
Из треугольника О 2 АО 1 по теореме косинусов имеем:
l0 2 A lO1 A + l0Y O2 2lO1 AlO1 O2 cos a ;
a = arccos [^ a + lo,o2 - lO2A )/( 2 1o,a1oo, )] =
= arccos K r ^. + ( RH + r , - h C )) 2 - C )/( 2 ' внут . ( RH + r , - h ( t )) ) ]
3. Окончание реза ния (см. рис. 3). τ max2 <τ<τ max3
I =1 =r - I =R • / = / = r •
1O , A 0 3 , B ' внут . ; 0 3 , D ^H ; 0 2 2 A 0 2 2 C r , ;
l0,02 = R H + r , - h T ) ; h ( t max 3 ) = s верт . T max 3 =
= 2 r , + R H - ' внут . ;
T mx3 = ( 2 r3 + R H - ' внут . V S верт . .
S ( t ) 2 ( S ceKrn . О 2 AC + S A O , AO 2
S сект . O 1 AB
1конт . ( T ) = 21 AC = 2 P r , .
Из треугольника О 1 АО 2 по теореме косинусов имеем:
lO2A lO1 A + lO1O2 2lO1 AlO1O 2 cos a ;
a = arccos [(lO^ + lOO2 — lO2A )/(2IoaIoo2 )] =
= arcCOs[(r624m. +(Rh + Гз - h lT ))2 - r2 )/(2 r«„ymkRH + r, - h (T)))} (12)
22 2
l 0 2 A = l O-0О 2 + l O 2 A - 2 lO 2 О 2 l O 2 A cos Y ;
У = arccos [( loiО 2 + l o 2 a — lo A )/ 2 l o , о 2 l o 2 a ] =
= arcrosK 1 R H + r , - h ( t )) 2 + r, - Г в Нут .)/ ( 2 ( RH + r , - h ( t )) r , )] (13)
Y + в = n;
P = n - Y . (14)
Выводы: мы получили математические выражения для расчета длин дуги и площади контакта на различных стадиях процесса при разрезании цилиндрической заготовки из ПКМ алмазным кругом.
Список литературы Влияние кинематических параметров процесса алмазной резки заготовок из полимерного композиционного материала на значение плотности теплового потока
- Кобелев, С.А. К вопросу о разработке математической модели теплообмена при разрезании заготовок из ПКМ отрезными алмазными кругами/С.А. Кобелев, А.Ф. Ширялкин, Г.И. Данилов//Системы управления жизненным циклом изделий авиационной техники: актуальные проблемы, исследования, опыт внедрения и перспективы развития: статьи и тезисы докладов 4 Межд. науч.-практ. конф. (16-17 октября 2014 г., г. Ульяновск). -Ульяновск: УлГУ, 2014. С. 152-163
