Влияние микроструктуры и фазового состава на трибологические свойства NiCrBsI лазерных покрытий

Автор: Соболева Н.Н., Малыгина И.Ю., Осинцева А.Л., Поздеева Н.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Системные разработки трибологии машин и приборов
Статья в выпуске: 4-3 т.13, 2011 года.
Бесплатный доступ
Изучено влияние микроструктуры и фазового состава на трибологические свойства Cr-Ni покрытий, получен-ных методом газопорошковой лазерной наплавки. Установлены механизмы разрушения покрытий при абразив-ном изнашивании по электрокорунду и по карбиду кремния. Показано влияние среды на интенсивность изна-шивания при трении скольжения.
Лазерная наплавка, микротвердость, абразивное изнашивание, износ при трении скольжения
Короткий адрес: https://sciup.org/148200225
IDR: 148200225 | УДК: 621.791.92:620.178
The influence of the microstructure and phase composition on tribological performances of NiCrBsI laser coatings
The influence of the microstructure and phase composition on tribological performances of Cr-Ni coatings obtained by gas powder laser cladding has been investigated. The fracture mechanisms of coatings during electrocorundum and silicone carbide abrasive wear process have been stablished. The influence of environment on wear intensity during sliding friction has been demonstrated.
Текст научной статьи Влияние микроструктуры и фазового состава на трибологические свойства NiCrBsI лазерных покрытий
температуру плавления и способствует формированию твердых фаз. Кремний добавляется для увеличения самофлюсующихся свойств. Углерод образует твердые карбиды с повышенной твердостью, что обеспечивает износостойкость покрытий [6].
Существует множество работ, посвященных изучению твердости и износостойкости NiCrSiB покрытий [4-10], однако лишь немногие из покрытий получены лазерной наплавкой [2, 11]. При этом отмечается различие свойств покрытий, полученных лазерной наплавкой и другими метВодсавмяизи[12с , э1т3и].м, представляет интерес изучение трибологических свойств NiCrSiB лазерных наплавок различных составов в условиях абразивного изнашивания и в условиях трения скольжения в различных средах с использованием электронной сканирующей микроскопии для анализа механизмов изнашивания. Этим аспектам и посвящена данная работа.
Материалом для покрытий служили порошки марок ПГСР-2 и ПГН-10Н-01 (табл. 1). Наплавку порошков на пластины из стали Ст3 размером 100X 100X18 мм проводили с использованием непрерывного СО 2 -лазера при мощности излучения 1,4– 1,6 кВт, скорости 180 мм/мин, расходе порошка 4,9 г/мин, размере лазерного пятна на поверхности 6X 1,5 мм. Порошковая смесь гранулометрического состава 40–100 мкм транспортировалась в зону наплавки инертным газом – аргоном при давлении 0,5 атм. Для уменьшения поверхностных напряжений наплавка осуществлялась в два прохода путем наложения одного слоя на другой.
Таблица 1. Химический состав порошков
|
Марка порошка |
Содержание элементов, мас. % |
|||||
|
С |
Сr |
Ni |
Fe |
Si |
B |
|
|
ПГСР-2 |
0,3 |
13,5 |
основа |
<5,0 |
2,4 |
2,1 |
|
ПГН-10Н-01 |
0,8 |
16,0 |
основа |
5,0 |
4,0 |
3,5 |
Структуру, химический и фазовый состав покрытий изучали с применением сканирующего электронного микроскопа VEGA II XMU, оборудованном волнодисперсионным (Inca Wave 700) и энергодисперсионным (INCA Energy 450 XT) микроанализаторами, и рентгеновского дифрактометра SHIMADZU XRD-7000. Микротвердость измеряли на микротвердомере Leica VMHT. Для проведения исследований из пластин с нанесенными покрытиями вырезали образцы размером 7х7х18 мм (наплавленный слой – на торцевой поверхности). Изменение структуры, микротвердости и химического состава по глубине зоны лазерного воздействия изучали на поперечных шлифах.
Интенсивность абразивного изнашивания по глубине покрытий определяли в процессе многократных испытаний, приводящих к последовательному удалению (изнашиванию) поверхностного слоя. Испытания проводили при скольжении торцевых поверхностей (7 X 7 мм) наплавленных образцов по закрепленному абразиву – корунду и карбиду кремния зернистостью ~160 мкм со средней скоростью 0,175 м/с, при нагрузке 49 Н, длине рабочего хода 100 мм, пути трения отдельного испытания 9,0–18,0 м, поперечном смещении образца за один двойной ход 1,2 мм. Испытания торцевых поверхностей (7X 7 мм) наплавленных образцов в условиях трения скольжения осуществляли на воздухе и в без-окислительной среде аргона в паре с пластиной из стали Х12М твердостью 58–59 HRC э при возвратно-поступательном скольжении со средней скоростью 0,07 м/с, нормальной нагрузке 294 Н, длине рабочего хода образца 40 мм и пути трения 80 м. Коэффициент трения определяли как отношение силы трения к нормальной нагрузке f=F/N, где F – сила трения, Н; N – удельная нагрузка, Н. Интенсивность изнашивания рассчитывали по формуле Ih=Q/ρSL, где Q – потери массы образца, г; ρ – плотность материала, г/см3; S – геометрическая площадь контакта, см2; L – путь трения, см. Для расчета удельной работы изнашивания применяли формулу W=fNLρ/Q, где f – коэффициент трения; N – удельная нагрузка, Н; L –путь трения, м; ρ – плотность материала, г/см3; Q – потери массы образца, г.
Поверхности покрытий после абразивного изнашивания и после трения скольжения изучали с помощью сканирующего электронного микроскопа VEGA II XMU.
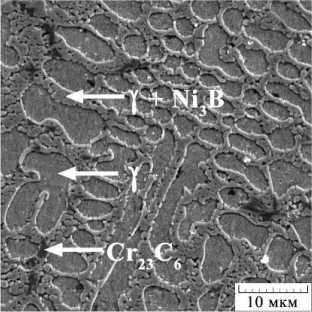
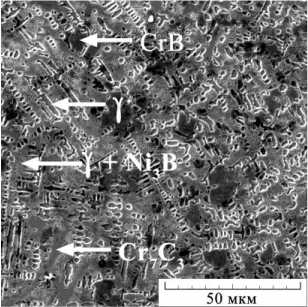
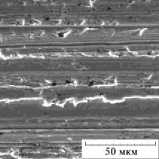
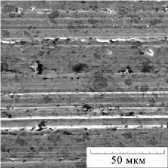
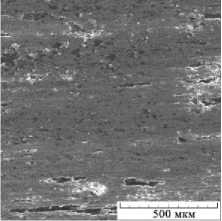
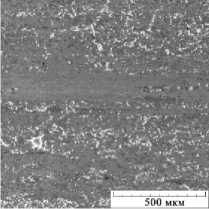
В результате двухслойной лазерной наплавки на поверхности стали Ст3 сформировались покрытия толщиной 1,2-1,6 мм, которые по всей толщине характеризуются достаточно равномерным распределением структурных составляющих (рис. 1). Структура покрытий имеет дендритное строение, направление дендритов соответствует градиенту температур при кристаллизации. По данным рентгеноструктурного и микрорентгеноспектрального анализа, металлическую основу покрытий ПГСР-2 и ПГН-10Н-01 составляет эвтектика, представляющая собой у-твердый раствор на основе никеля и Ni3B. Основными упрочняющими фазами покрытий являются карбиды и бориды хрома. Карбидная фаза в покрытии ПГСР-2 представлена дисперсными карбидами хрома типа Cr23C6 (микротвердостью 9,9-11,3 ГПа). В покрытии ПГН-10Н-01, вследствие более высокого содержания углерода и бора по сравнению с ПГСР-2, присутствуют более твердые (Н=16,2-19,3 ГПа) и более крупные карбиды типа Cr7C3, а также бориды CrB (Н>20ГПа).
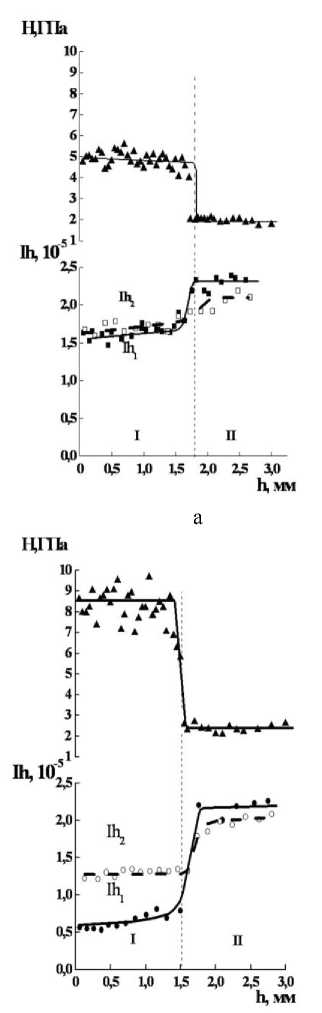
На рис. 2 представлены изменения микротвердости и трибологических характеристик по глубине рассматриваемых покрытий. Рис. 2 показывает, что рассматриваемые покрытия имеют практически постоянные уровни микротвердости и интенсивности абразивного изнашивания по всей толщине наплавленного слоя. Резкий рост интенсивности абразивного изнашивания и падение твердости происходит лишь в переходном слое – при переходе от материала покрытия к стальной основе, где столь же резко изменяется структура и химический состав материала.
а
б
Рис. 1. Микроструктура покрытий: а – ПГСР-2, б – ПГН-10Н-01
Покрытие ПГН-10Н-01 характеризуется повышенной микротвердостью (6,8–9,7 ГПа) по сравнению с покрытием ПГСР-2 (4,3–5,7 ГПа), а также более низкими уровнями интенсивности изнашивания (повышенной износостойкостью) и коэффициента трения при скольжении по корунду и карбиду кремния (табл. 2). Это обусловлено наличием в составе покрытия ПГН-10Н-01 большей доли упрочняющих карбидных и боридных фаз – Cr 7 C 3 и CrB – значительно более прочных и крупных, чем карбид Cr23C6, который является упрочняющей фазой в покрытии ПГСР-2.
Видно, что у покрытия ПГСР-2 наблюдаются близкие уровни интенсивности абразивного изнашивания при испытании по электрокорунду (Al 2 O 3 ) и карбиду кремния (SiC) (см. рис. 2 а , табл. 2).
б
Рис. 2. Изменение по толщине покрытий (h) микротвердости (Н) и интенсивности абразивного изнашивания при испытании по электрокорунду (Ih 1 ) и карбиду кремния (Ih2):а - ПГСР-2; б - ПГН-10Н-01;
II – основной металл (сталь Ст3)
Таблица 2. Интенсивность изнашивания
Ih, коэффициент трения f и удельная работа изнашивания W покрытий при испытании по закрепленному абразиву различного вида
|
Пок-ры-тие |
электрокорунд (Al 2 O 3 ) |
карбид кремния (SiC) |
||||
|
Ih, 10-5 |
f |
W, кДж/ 3 см |
Ih, 10-5 |
f |
W, кДж/ 3 см |
|
|
ПГСР-2 |
1,7 |
0,78 |
47,0 |
1,8 |
0,69 |
41,0 |
|
ПГН-10Н-01 |
0,6 |
0,49 |
75,5 |
1,4 |
0,57 |
40,8 |
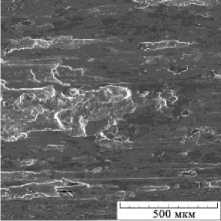
Представленные на рис. 3а и 3б участки покрытия ПГСР-2 после абразивного изнашивания при испытании по электрокорунду и по карбиду кремния характеризуются наличием борозд и отвалов; механизмом изнашивания для обоих случаев является микрорезание.
В этом случае продукты изнашивания содержат большое количество микростружки, образующейся в процессе одноактного отделения микрообъема металла от поверхности трения [14]. Это связано с тем, что упрочняющая фаза данного покрытия (Cr 23 C 6 , Н=9,9-11,3 ГПа) существенно уступает в твердости и электрокорунду (20 ГПа), и тем более карбиду кремния (30 ГПа), не препятствуя развитию микрорезания, что и объясняет близкие уровни интенсивности изнашивания при испытании по разным абразивам.
Покрытие ПГН-10Н-01 имеет меньшую интенсивность изнашивания (большую износостойкость) (рис. 2б, табл. 2). Интенсивность изнашивания покрытия ПГН-10Н-01 по сравнению с покрытием ПГСР-2 в 1,3 раза выше при испытании по карбиду кремния и в 2,7 раза выше при абразивном испытании по электрокорунду.
Анализ поверхностей изнашивания с помощью сканирующей электронной микроскопии показал, что при испытании покрытия ПГН-10Н-01 по электрокорунду наблюдается нарушение условий микрорезания (рис. 3в), так как твердые фазы (Cr7C3, Н=16,2-19,3 ГПа и CrB, H>20ГПа), присутствующие в покрытии, сравнимые с твердостью электрокорунда (20 гПа), сдер-живают процессы микрорезания. На поверхности (рис. 3в) видны протяженные выглаженные участки пластического деформирования, обусловленные механизмом пластического оттеснения материала, видно выполировывание твердых фаз в результате многократного деформирования без резания. При таком разрушении в продуктах изнашивания содержится большое количество частичек в виде чешуек [14]. Следует отметить, что твердость матричной фазы покрытия γ мала, поэтому пластическое оттеснение происходит не на всей поверхности покрытия.
Однако твердость карбида кремния (30ГПа) выше твердости всех упрочняющих фаз покрытия ПГН-10Н-01, поэтому в этом случае, как и для покрытия ПГСР-2, реализуется механизм изнашивания путем микрорезания (рис. 3г). Присутствующие упрочняющие фазы – карбиды и бориды – не вырываются, а свободно перерезаются зернами карбида кремния. Для рассмотренных случаев реализации механизма микрорезания (испытания покрытий по карбиду кремния и покрытия ПГСР-2 по корунду) отмечаются близкие значения удельной работы изнашивания W=40,8-47,0 кДж/см3 (табл. 2).
а
б
в

г
Рис. 3. Поверхности покрытий после абразивного изнашивания: а, б – покрытие ПГСР-2;
в, г – покрытие ПГН-10Н-01; а, в – испытания по электрокорунду; б, г – испытания по карбиду кремния.
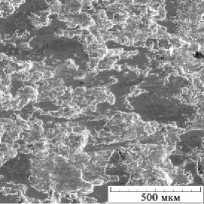
Из рис. 4 а, 4б видно, что после испытаний на трение скольжения по стали Х12М покрытия ПГСР-2 происходит адгезионное схватывание, характеризуемое высокими уровнями интенсивности изнашивания (8,5*10-8 при испытании в аргоне и 8,9*10-8 при испытании на воздухе, см. табл. 3).
Таблица 3. Интенсивность изнашивания Ih и коэффициент трения f покрытий при трении по стали Х12М
|
Покрытие |
Испытания в аргоне |
Испытания на воздухе |
||
|
Ih, 10-8 |
f |
Ih, 10-8 |
f |
|
|
ПГСР-2 |
8,5 |
0,63 |
8,9 |
0,43 |
|
ПГН-10Н-01 |
0,5 |
0,41 |
4,4 |
0,40 |
Более прочное покрытие ПГН-10Н-01 за счет наличия крупных упрочняющих фаз характеризуется ограниченными процессами схватывания при трении скольжения в среде аргона (рис. 4в). Интенсивность изнашивания покрытия ПГН-10Н-01 в среде аргона более чем в 18 раз ниже, чем у покрытия ПГСР-2.
а
б
в
г
Рис. 4. Поверхности покрытий после трения скольжения по стали Х12М: а, б – покрытие ПГСР-2; в, г – покрытие ПГН-10Н-01; а, в – испытания в аргоне; б, г – испытания на воздухе.
Заключение:
Наличие более крупных и твердых упрочняющих фаз (Cr7C3, CrB) при увеличении легированности Cr-Ni покрытий обеспечивает повышенную твердость и пониженную интенсивность изнашивания покрытия ПГН-10Н-01 по сравнению с покрытием ПГСР-2 с упрочняющей фазой Cr 23 C 6 .
Установлено, что наличие высокопрочных фаз (Cr7C3, CrB) твердостью 16-20ГПа в покрытии ПГН-10Н-01 приводит к резкому снижению интенсивности изнашивания в 1,3-2,7 раза по сравнению с покрытием ПГСР-2. На основании электронно-микроскопических исследований показано, что у покрытия ПГН-10Н-01 при воздействии абразивов различной твердости наблюдается смена механизма изнашивания: микрорезание при испытании по карбиду кремния, царапание при испытании по электрокорунду, что приводит к снижению интенсивности изнашивания по электрокорунду покрытия ПГН-10Н-01.
При исследование механизмов изнашивания при трении скольжения установлено адгезионное схватывание для покрытия ПГСР-2 при испытании в аргоне и на воздухе. Наличие крупных высокопрочных фаз в покрытии ПГН-10Н-01 при испытании в безокислительной атмосфере (среде аргона) практически подавляет процессы адгезионного схватывания, что приводит к снижению интенсивности изнашивания. Однако при испытании покрытия ПГН-10Н-01 на воздухе за счет охрупчивания кислородом воздуха поверхностного слоя, происходит локально хрупкое разрушение микроучастков покрытия, что выражается в резком росте (на порядок) интенсивности изнашивания покрытия ПГН-10Н-01 при испытании на воздухе (по сравнению с испытаниями в среде аргона).
Работа выполнена при частичной поддержке проекта ОФИ УрО РАН № 11-1-11-УТ и проекта № 09-Т-1-1002 по программе ОЭММПУ РАН №13 .
Список литературы Влияние микроструктуры и фазового состава на трибологические свойства NiCrBsI лазерных покрытий
- Tobar M.J., Álvarez C., Amado J.M., Rodríguez G., Yánez A. Morphology and characterization of laser clad composite NiCrBSi=WC coatings on stainless steel//Surface and Coatings Technology. 2006. Vol. 200. P. 6313-6317.
- Huang S.W., Samandi M., Brandt M. Abrasive wear performance and microstructure of laser clad WC/Ni layers//Wear. 2004. Vol. 256. P. 1095-1105.
- Ming Q., Lim L.C., Chen Z.D. Laser cladding of nickel-based hardfacing alloys//Surface and Coatings Technology. 1998. Vol. 106. P. 174-182.
- Gurumoorthy K., Kamaraj M., Prasad Rao K., Sambasiva Rao A., Venugopal S. Microstructural aspects of plasma transferred arc surfaced Ni-based hardfacing alloy//Material Science and Engineering A. 2007. Vol. 456. P. 11-19.
- González R., Cadenas M., Fernández R., Cortizo J.L., Rodríguez E. Wear behaviour of flame sprayed NiCrBSi coating remelted by flame or by laser//Wear. 2007. Vol. 262. P.301-307.
- Miguel J.M., Guilemany J.M., Vizcaino S. Tribological study of NiCrBSi coating obtained by different processes//Tribology International. 2003. Vol. 36. P. 181-187.
- Kim H.-J., Hwang S.-Y., Lee C.-H., Juvanon P. Assessment of wear performance of flame sprayed and fused Ni-based coat-ings//Surface and Coatings Technology. 2003. Vol.172. P. 262-269.
- Sari N.J. Yilmaz M. Improvement of wear resistance of wire drawing rolls with Cr-Ni-B-Si+WC thermal spraying powders//Surface and Coatings Technology. 2008. Vol. 202. P. 3136-3141.
- Rodríguez J., Martín A., Fernández R., Fernández J.E. An experimental study of wear performance of NiCrBSi thermal spray coatings//Wear. 2003. Vol. 255. P.950-955.
- Martín A., Rodríguez J., Fernández J.E., Vijande R. Sliding wear behaviour of plasma sprayed WC-NiCrBSi coatings at different temperatures//Wear. 2001. Vol. 251. P. 1017-1022.
- Fernández E., Cadenas M., Gonsález R., Navas C., Fernández R., De Damborenea J. Wear behaviour of laser clad NiCrBSi coating//Wear. 2005. Vol. 259. P. 870-875.
- Xu G., Kutsuna M., Liu Z., Zhang H. Characteristics of Ni-based coating layer formed by laser and plasma cladding processes//Materials Science and Engineering A. 2006. Vol. 417. P. 63-72.
- Григорьянц А.Г., Сафонов А.Н. Методы поверхностной лазерной обработки: Учеб. пособие для вузов. М.: Высш. шк., 1987. 191 с.
- Макаров А.В., Коршунов Л.Г., Счастливцев В.М., Солодова И.Л., Яковлева И.Л. Структура и абразивная износостойкость закаленных и отпущенных заэвтектоидных углеродистых сталей//Физика металлов и металловедение. 2004. Т. 98, № 4. С. 96-212.
- Korshunov L.G., Makarov A.V., Chernenko N.L. Ultrafine Structures Formed upon Friction and Their Effect on the Tribological Properties of Steels//The Physics of Metals and Metallography. 2000. Vol. 90. № S1, P. 48-58.
- Макаров А.В., Анисимова Л.И., Коршунов Л.Г. Влияние больших концентраций водорода (0,10-0,65 мас. %) на трибологические свойства -титанового сплава ВТ35//Трение и износ. 2002. Т. 23, № 5. С. 541-550.
