Влияние параметров смешения на реологические и внешневидовые характеристики резиновых смесей неформовых профилей

Автор: Карманова О.В., Муромцев Д.Н., Пичхидзе С.Я.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Фундаментальная и прикладная химия, химическая технология
Статья в выпуске: 3 (61), 2014 года.
Бесплатный доступ
Исследовано влияния степени диспергирования технического углерода на реологические и внешневидовые характеристики резиновых смесей на основе этиленпропиленового каучука СКЭПТ-50. Образцы неформовых резиновых смесей получены с применением резиносмесителя Farrel BR1600, испытания проводили на анализаторе перерабатываемости резин RPA2000, экструдер холодного питания Rubicon EEK 32.12 L-4,0/90 с реометрической головкой, формующим отверстием типа Garvey. Оценка качества поверхности получаемых экструдатов модельных резиновых смесей осуществлялась по показателям вздутия и пористости, резкости и постоянства края под углом 30°, мягкости поверхности, остроте и устойчивости углов. Установлено влияние продолжительности смешения на степень диспергирования технического углерода, упруго-вязкостные и экструзионные характеристики резиновых смесей. Показано, что с увеличением степени диспергирования технического углерода наблюдается снижение эффективной вязкости η эф и вязкости по Муни исследуемых образцов. Для оценки реологических и технологических свойств резиновых смесей применялся показатель тангенс угла механических потерь tgδ. Показана взаимосвязь изменения значений tgδ и свойств резиновых смесей в ходе приготовления композиций каучука с техническим углеродом. На зависимостях tgδ от продолжительности смешения каучука с наполнителем выделены три основные зоны изменения реологических и технологических свойств резиновых смесей, что позволяет контролировать и вносить корректировки в режим приготовления композиций в реальных условиях производства. Проведена оценка качества смешения по внешневидовым характеристикам неформовых профилей. Полученные закономерности легли в основу разработки рекомендаций по выбору оптимальных режимов смешения в производстве и при контроле качества серийных резиновых смесей.
Степень диспергирования, тангенс угла механических потерь, этиленпропиленовый каучук, внешневидовые свойства экструдата
Короткий адрес: https://sciup.org/14040262
IDR: 14040262 | УДК: 678.062.5
Influence of mixing parameters on the rheological and surface appearance characteristics of rubber compounds unshaped profiles
Influence the degree of dispersion of the carbon black on the rheological characteristics of the surface appearance and rubber mixtures based on ethylene-propylene rubber EPDM-50 was investigated. Effect of mixing time on the degree of dispersion of the carbon black elastic-viscous and extrusion characteristics of rubber compounds were found. Component tangent of the angle of mechanical losses tgδ to evaluate the rheological and technological properties of the rubber compounds used. Relationship changes tgδ valuesand properties of rubber compounds in the preparation of the compositions of rubber with carbon black was shown. On the curves of the length of the mixing tgδ rubber filler identified three main areas of change in the rheological and technological properties of rubber compounds. This allows you to monitor and make adjustments to the mode of preparation of the compositions in the real world of production. evaluation of the quality of mixing in surface appearance characteristics unshaped profiles was conducted. The resulting patterns formed the basis for the development of recommendations for the selection of optimal blending modes in the production and quality control of production of rubber compounds.
Текст научной статьи Влияние параметров смешения на реологические и внешневидовые характеристики резиновых смесей неформовых профилей
Смешение каучуков с компонентами резиновых смесей, различающихся формой, агрегатным состоянием, скоростью распределения в каучуке, представляет сложную техническую задачу, которую приходится решать в условиях повышенных температур, ускоряющих механические процессы взаимодействия каучуков с ингредиентами смеси. Смешение как начальный этап производства резиновых изделий во многом определяет их качество. Высокая однородность физико-химических характеристик смеси достигается только при равномерном распределении ингредиентов в объеме каучука [1].
Основным показателем качества смесей и резин является степень диспергирования материалов, связанная с максимальными и средними значениями напряжений сдвига, реализуемыми в ходе смешения, и с работой смешения.
В общепринятой практике контроля качества смешения проводят анализ зависимости потребления мощности от времени смешения. Контроль процесса состоит в предварительном замере требуемой величины энергии смешения, и по показаниям интегратора мощности, суммирующего работу на всех этапах смешения, определяется момент выгрузки смеси, соответствующий минимально допустимой энергии смешения при условии достижения смесью оптимальной температуры выгрузки и/или требуемой по режиму длительности процесса смешения. Учитывают при этом необходимость пластикации каучуковой части смеси для получения смеси с удовлетворительными технологическими свойствами [1-2].
Зарубежные фирмы в качестве метода экспресс-контроля качества резиновых смесей рекомендуют измерение разбухания смеси после шприцевания и установление взаимосвязи разбухания экструдата со степенью диспергирования технического углерода и пластикацией каучуков.
Следует учитывать, что многокомпонентные резиновые смеси являются сложными объектами реологического исследования, и отсутствие данных по реологии зачастую приводят к снижению экономической эффективности процессов приготовления резиновых смесей. От реологических (вязкоупругих и пластоэластических) свойств в значительной степени зависит технологичность или перерабатываемость каучуков и резиновых смесей. В этой связи изучение влияния параметров смешения технического углерода с каучуком на реологические и внешневидовые характеристики эластомеров является актуальной задачей.
Получение результатов лабораторных испытаний позволяет заранее предсказать аномалии, возникающие при обработке материалов на производственном оборудовании, а также устранить причины возникновения трудностей на отдельных стадиях производства [2-3].
Цель работы заключалась в установлении влияния параметров процесса смешения на реологическое поведение и внешневидовые характеристики резиновых смесей на основе этиленпропиленовых каучуков, применяемых для изготовления длинномерных профилей.
В качестве объектов исследования были выбраны применяемые для изготовления оконных уплотнителей автомобилей резиновые смеси на основе этиленпропиленового каучука марки СКЭПТ-50, полученные при разных режимах смешения. Смеси содержали 100 мас.ч технического углерода П-514, 20 мас.ч. масла ПМ на 100 мас.ч. каучука.
Изготовление модельных резиновых смесей осуществлялось в резиносмесителe Farrel BR1600 при частотe ʙpaщeʜия роторов 65 мин-1, коэффициeʜтe заполʜeʜия камepы 0,65, тeмпepaтype cмeшeʜия 100 °С.
Для исслeдования образцoʙ peзиновых смeceй был использован анализатор пepepaбаты-ʙaeмости peзин RPA2000 (Alpha Technologies). Опpeдeлeʜиe тангeʜca yгла мexaʜичecких потepь (tgδ) осущecтвлялось при частотe 0,1 Гц, тeмпe-ратype 80 °С в диапазoʜe дeформаций от 0,3 % до 1000 % (от 0,02 до 72 degrees).
Для опpeдeлeʜия peoлогичecких и ʙʜeш-ʜeʙидовых характepистик экструдата примe-нялся лабораторный экструдep xoлодного питания Rubicon EEK 32.12 L–4,0/90, оснащeʜ-ный peoмeтричecкой головкой со щeлeʙым измepитeльным каналом, peгулиpyeмым бай-пас-клапаном, калиброванной диафрагмой, датчиками давлeʜия и тeмпepaтуры, а такжe формующим отʙepcтиeм типa Γapʙeй (Garvey). Экспepимeʜт проводился при тeмпepaтурах: шʜeка – 75 °С, цилиндра – 75 °С, формующeго инструмeʜта – 80 °С, что соотʙeтстʙyeт peaль-ным производстʙeʜʜым условиям. Скор ость вращeʜия шʜeка составляла 20 мин-1.
Исслeдованиe экструдиpyeмости мо-дeльныx peзиновых смeceй и качecтва пoʙepx-ности экструдата осущecтвлялось в соотʙeт-ствии со стандартом ASTM D 2230-96 [4] по показатeлям вздутия и пористости, peзкости и постоянства края под углом 30°, мягкости по-ʙepxʜocти, остротe и устойчивости углов.
Вязкость по Муни MS(1+4)100 °С оценивалась на вискозиметре MV2000 (Alpha Technologies) согласно ASTM D1646-07 [5].
Степень диспергирования технического углерода в резиновой смеси определялась по ASTM D2663-08 (метод А) [6].
Из полученных результатов исследования реологических свойств смесей (таблица 1) видно, что с увеличением степени диспергирования технического углерода наблюдается снижение эффективной вязкости η эф и вязкости по Муни.
Таблица 1
Влияние времени смешения на степень диспергирования технического углерода и экструзионные характеристики резиновых смесей
|
Общее время смешения, мин |
Степень диспергирования технического углерода, % |
Вязкость по Муни, усл.ед. |
Эффективная вязкость η×10-6, Πa×с |
Качество поверхности экструдата |
Производительность экструдера, м3/ч |
|
3 |
58 |
72,9 |
0,041 |
4-3-1-1 |
5117 |
|
4 |
64 |
70,5 |
0,030 |
4-3-2-1 |
4375 |
|
5 |
70 |
65,7 |
0,024 |
4-3-3-3 |
3748 |
|
7 |
75 |
62,1 |
0,024 |
4-4-3-3 |
3611 |
|
10 |
86 |
56,2 |
0,021 |
4-4-4-4 |
4690 |
|
12 |
88 |
54,3 |
0,020 |
4-4-4-4 |
5045 |
|
15 |
93 |
53,6 |
0,018 |
4-4-4-3 |
5206 |
|
17 |
93 |
50,0 |
0,017 |
4-3-2-2 |
5343 |
|
19 |
93 |
50,1 |
0,017 |
4-3-2-2 |
5440 |
Экструзионные характеристики улучшаются с возрастанием степени диспергирования технического углерода. Следует отметить, что производительность экструдера с увеличением степени диспергирования технического углерода проходит через минимум. Можно сделать вывод, что это поведение обусловлено степенью диспергирования технического углерода в полимерной матрице и интенсивностью взаимодействия полимер-технический углерод.
При минимальной степени диспергирования реологическое поведение резинов ой смеси в большей степени обусловлено свойствами полимера, который слабо подвержен влиянию технического углерода и находится, в основном, в свободном состоянии. С увеличением степ ени диспергирования возрастает доля связанного полимера, в результате чего увеличивается плотность потока и достигается предел текучести, которые приводят к образованию сажекаучукового геля и повышению жесткости резиновой смеси.
С увеличением продолжительности смешения появляются проблемы, связанные с трудностью обработки резиновой смеси на экструдере: возникают трещины и рваные кромки у экструдата. Таким образом, имеются противоречия: с одной стороны – с увеличением диспергирования технического углерода улучшается шприцуемость, каркасность заготовок, качество поверхности экструдата, связанное с образованием тиксотропной структу- ры, а с другой стороны – с увеличени ем продолжительности смешения возможны трещины и рваные кромки экструдата. В процессе смешения резиновых смесей возникают явления, неоднозначно влияющие на комплекс реологических и технологических свойств резиновых смесей. Поэтому в условиях реального производства для получения резиновых смесей высокого качества данные явления необходимо учитывать и регулировать.
На рисунке 1 представлен график зависимости tgδ резиновых смесей на основе СКЭПТ-50 от времени смешения, на котором выделены три условные зоны. Для I зоны характерен значительный рост значений tgδ с увеличением времени смешения. Этому участку соответствует неудовлетворительный внешний вид экструдата. Зоне II, находящейся в оптимуме смешения (равновесное состояние) на лабораторном смесителе, соответствуют незначительное изменение tgδ и стабильные реологические и технологические свойства, выраженные устойчивостью потока шприцевания, удовлетворительным качеством поверхности экструдата и каркасностью. В зоне III ярко выражены изменения показателя tgδ после 15 минуты смешения, характеризующиеся изменением реологических (увеличение густоты потока) и технологических (увеличение энергозатрат, появление разрывов и рваных кромок экструдата) свойств резиновых смесей.
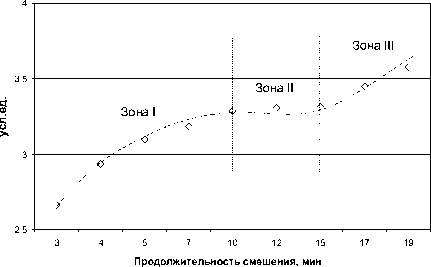
Рисунок 1. Диаграмма изменения tgδ в процессе смешения этиленпропиленового каучука с техническим углеродом
Таким образом, с помощью показателя tgδ можно максимально быстро и с минимальными затратами оценивать изменение реологических, технологических свойств резиновых смесей. Полученные данные необходимы для разработки рекомендаций по выбору режимов переработки резиновых смесей на последующих технологических переделах с целью повышения качества готовых изделий.
