Влияние противодавления при прямом прессовании прутков

Автор: Каргин Владимир Родионович, Каргин Борис Владимирович, Махкамов Афзал Атхамович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.21, 2019 года.
Бесплатный доступ
Проведено компьютерное моделирование процесса прессования круглых прутков с противодавлением и без противодавления в программном комплексе Deform 2D/3D. Установлено, что при горячем прессовании прутка из высокопрочного алюминиевого сплава Д16 с противодавлением в сравнении с горячим прессованием без противодавления выявлено повышение гидростатического давления, продольных, окружных и радиальных нормальных напряжений, касательных напряжений и как следствие интенсивности напряжений. Существенно увеличиваются границы изменения продольных, окружных, радиальных и угловых деформаций, что связано с повышением пластичности деформируемого материала, вызванного ростом гидростатического давления. Противодавление при выходе прутка из канала матрицы изменяет характер распределения окружных, радиальных и продольных напряжений по всему сечению прутка. Величина продольных растягивающих напряжений в поверхностных слоях прутка на 31% меньше, чем при прессовании без противодавления.
Прессование, прямой метод, круглые прутки, сплав д16, гидростатическое давление, пластичность металлов, программа deform, моделирование
Короткий адрес: https://sciup.org/148314178
IDR: 148314178 | УДК: 627.77.01
The influence counterpressures at direct pressing of bars
A computer simulation of the process of pressing of bars with counterpressure, without counterpressure in the software package Deform 2D / 3D. It was found that the hot pressing of bar of high-strength aluminum alloy D16 with backpressure in comparison with hot pressing without backpressure revealed an increase in hydrostatic pressure, longitudinal, circumferential and radial normal stresses , shear stresses and as a consequence of the intensity of stresses. The boundaries of changes in longitudinal, circumferential, radial and angular deformations are significantly increased, which is associated with an increase in the plasticity of the deformable material caused by an increase in hydrostatic pressure. Backpressure at the exit of bar from the matrix channel changes the nature of the distribution of circumferential, radial and longitudinal stresses throughout the section of bar. The value of longitudinal tensile stresses in the surface layers of the bar is 31% less than when pressing without back pressure.
Текст научной статьи Влияние противодавления при прямом прессовании прутков
В последние годы появилась потребность в круглых прутках большого диметра из малопластичных алюминиевых сплавов, используемых в качестве заготовок для изготовления ответственных деталей машиностроения. Такие заготовки можно получить горячим прессованием при малых вытяжках [1, 2]. При изготовлении заготовок методом прессования на поверхности деформируемого прутка при его выходе из канала матрицы могут возникнуть поперечные макротрещины. Наличие поперечных макротрещин, чередующихся по длине пресс-изделия связывают с действием продольных растягивающих напряжений, возникающих на стационарной стадии процесса прессования в окрестности канала матрицы. Один из эффективных способов уменьшения вероятности образования поперечных макротрещин – это прессование с противодавлением, обеспечивающее повышение пластичности металла в зоне деформации [3,4]. По литературным данным [5-9] противодавление можно создать путем увеличением длины калибрующего пояска или использования калибрующего пояска с углом торможения, совмещением процессов прессования и волочения, при раздаче трубы после ее выхода из матрицы, при использовании узла противодавления, размещенного на выходе из матрицы.
Величина противодавления при прессова-
нии прутков из малопластичных материалов является мерой качества заготовки и ее прогнозирование на стадии проектирования технологии является актуальной задачей процесса прессования
Цель работы: оценка влияния противодавления на характер распределения напряженно- деформированного состояния в зоне деформации при прямом, горячем прессовании круглого прутка из малопластичного алюминиевого сплава Д16 при малых вытяжках с помощью моделирования в программном продукте DEFORM 2D
ПОСТАНОВКА ЗАДАЧИ
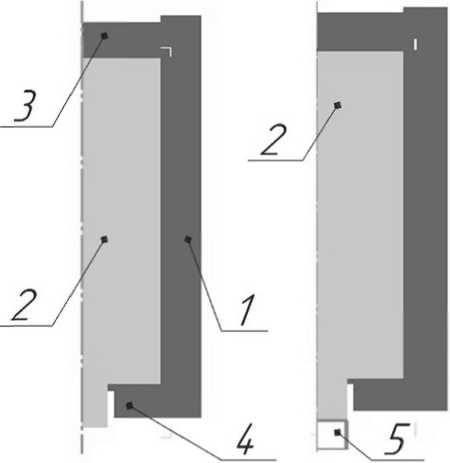
Моделирование горячего прессования с противодавлением круглого прутка из высокопрочного алюминиевого сплава D16 без смазки реализовано средствами специализированного пакета программы DEFORM-2D на базе метода конечных элементов [10]. При моделировании процесса прессования исключена стадия распрессовки слитка при размещении его в контейнер пресса. В связи с этим использован ступенчатый слиток 2 с диаметрами 270мм и 90 мм, равными диаметру контейнера 1 и канала матрицы 4. Коэффициент вытяжки скорость прессования 1 мм/сек. Противодавление, создаваемое упором 5 при выходе готового прутка из канала матрицы 4, составляет Q = 10 МПа. Число конечных элементов в заготовке 3000. Коэффициент трения по закону Зибеля на контактных поверхностях «контейнер-слиток», «матрица-слиток», «пресс-шайба-слиток» взят максимальным и равным 0,57. Материал прес-
а б
Рис. 1. Компьютерные модели прямого прессования прутка: а – без противодавления; б – с противодавлением; 1 –контейнер; 2-слиток; 3 – пресс-шайба;
4 –матрица; 5 – упор сового инструмента 4Х5МФ1С зарубежный аналог AISI-H-13. При моделировании контейнер и матрица выполнены как единое целое, с числом конечных элементов 1000. Температура нагрева слитка 450 oC, контейнера, матрицы и пресс -шайбы 3 400 oC. Коэффициент теплопередачи 11 кВт/(м2. град). При постановке задачи компьютерного моделирования ее рассматривали как осесимметричную, рис. 1.
АНАЛИЗ РЕЗУЛЬТАТОВ
На рис. 2 представлен цветовой график распределения среднего нормального напряжения (гидростатического давления)
. Из анализа рис. 2а и 2б видно, что характер распределения гидростатического давления в зоне деформации качественно не меняется, кроме зоны, локализо- ванной около калибрующего пояска матрицы. Минимальная предельная величина при прессовании прутка с противодавлением увеличилась на величину противодавления 10 МПа по сравнению с прессованием прутка без противодавления.
Рис. 2. Цветовой график распределения среднего нормального напряжения (Stress-Mean) в меридиональном сечении заготовки
В ходе компьютерного моделирования параметров напряженно-деформированного состояния процесса прессования, при анализе распределения в зоне деформации около калибрующего пояска минимальных предельных значений продольных , окружных и радиальных напряжений получены следующие результаты, табл. 1. Продольные и окружные напряжения по абсолютной величине увеличились, радиальные уменьшились, а среднее напряжение возросло на величину противодавления.
Таким образом, при прессовании с противодавлением прутка отмечено повышение по абсолютной величине всех основных нормальных напряжений .
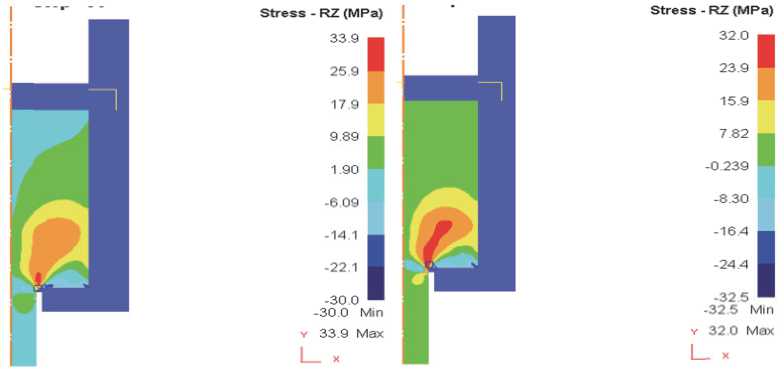
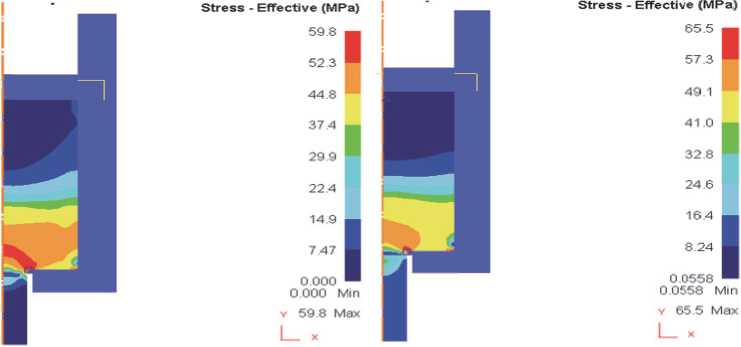
На рис. 3. показано распределение касательных напряжений в меридиональном сечении слитка при прессовании прутка без противодавления и с противодавлением. Касательные напряжения достигают максимальных значений в продольном сечении, проходящем через край калибрующего пояска и плавно уменьшаются в направлении к контейнеру, зеркалу матрицы и оси прессования, где меняют знак. При прессовании с противодавлением измени лась по положительным значениям с 33,9 МПа до 32 МПа и отрицательным значениям с 30МПа до 32,5 МПа. Заметно увеличилась площадь, занимаемая максимальными касательными напряжениями. Рост величины приводит к увеличению интенсивности напряжений с 59,8 МПА до 65,6 Мпа, рис. 4. Из графиков видно, что интенсивность напряжений плавно увеличивается от пресс- шайбы к матрице, достигая максимальных значений на кромке канала. Рост в области контакта «заготовки-контейнер»
Таблица 1. Значение минимальных нормальных напряжений сжатия
|
Напряжение, МПа |
Q = 0 МПа |
Q = -10 МПа. |
|
O z |
-222 |
-234 |
|
Об |
-201 |
-212 |
|
O r |
-207 |
-214 |
|
Оср |
-210 |
-220 |
a - Q = 0 МП а
6- Q = -10 МПа
Рис. 3. График распределения касательных напряжений (Stress –RZ)
a - Q = 0 М Па 6- Q = - 10 МПа
Рис. 4. График распределения интенсивности напряжения (Stress-Effective)
обуславливается из-за действия сил трения. В зоне сопряжения заготовки с матрицей просматривается зона «мертвого» металла (застойная зона). Зона пластической деформации охватывает объем металла заготовки, расположенный на высоте радиуса контейнера от зеркала матрицы. Наибольший градиент изменения отмечен в области контакта заготовки с контейнером.
На рисунке 5 - 6 приведены графики распределения полных радиальных , продольных , окружных , деформаций без противодавления и с противодавлением.
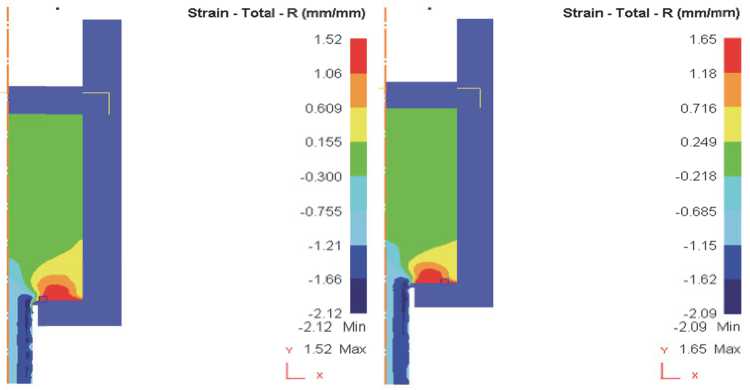
Полная радиальная деформация увеличилась по сравнению с прессованием без противодавления по максимальным значениям от 1,52 до 1,65 и минимальным значением от -2,12 до -2,09 и охватывает большие объемные обжимной зоны, рис.5.
Деформация достигает максимальных значений на стенках матрицы, резко уменьшаясь в зоне выхода деформируемого металла из канала матрицы.
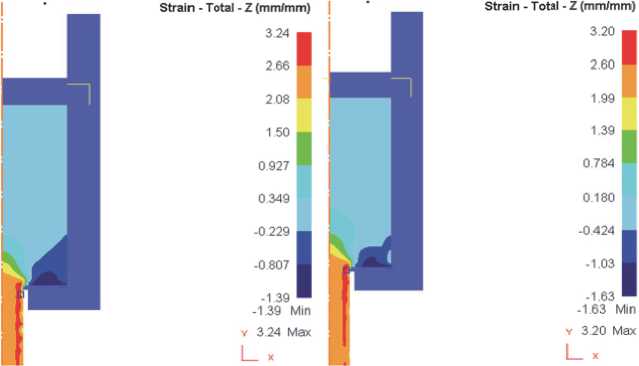
Продольные деформации (рисунок 6) на большей части объема заготовки малы и начи- нают активно увеличиваться только в обжимной зоне канала матрицы, достигая экстремальных значений в области калибрующего пояска.
Справа от края канала меняет знак, что связано с замедлением течения металла и формированием упругой зоны в области сопряжения контейнера с матрицей. Противодавление повышает объем металла на матрице, в котором продольные деформации – это деформации укорочения.
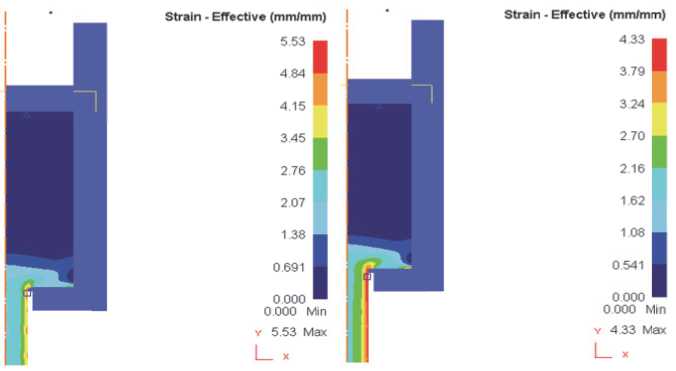
Интенсивность накопленных деформаций является интегральной характеристикой деформированного состояния, учитывающая как линейные так и угловые деформации, показывает, что противодавления при прессовании прутка приводит к незначительному уменьшению всех основных деформаций, в том числе и с 5,53 до 4,33 неравномерности распределения деформации в обжимной зоне (рис. 7).
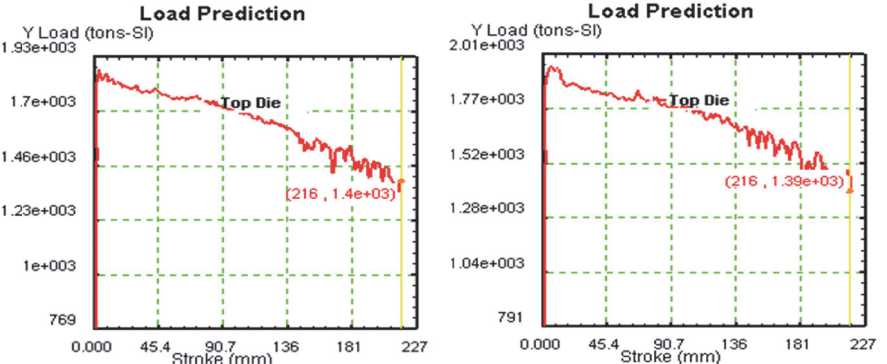
На рисунке 8 видна разница в прикладываемом усилии для прессования слитка. По графику можно определить, что для прессования заготовки случае (с противодавлением), на одну и ту же величину нужно приложить больше усилие на 0,08 тонн.
a - Q = 0 МПа 6- Q = 10 М Па
Рис. 5. График распределения полных радиальных деформаций Strain-Total -R
a -Q = 0 М П а 6 - Q = 10 М П а
Рис. 6. График распределения полных продольных деформаций Strain-Total-Z
a -Q = 0 МПа
6- Q = 1 0 МПа
Рис. 7. График распределения интенсивности деформации Strain-Effective
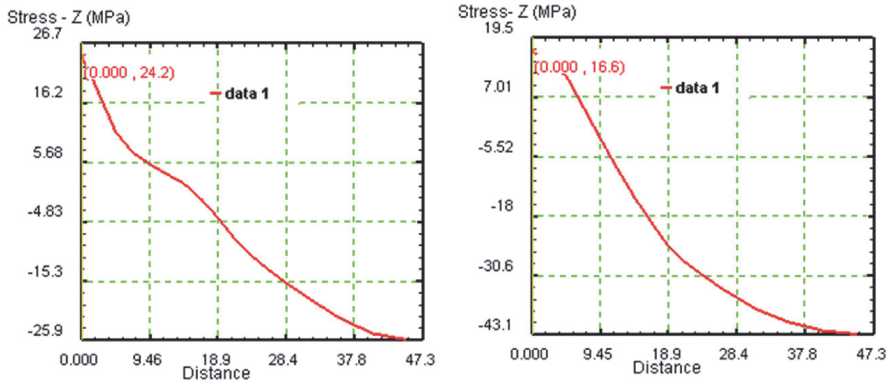
На рис. 9 приведен график распределения продольных напряжений по поперечному сечению прутка в зоне его выхода из калибрующего участка каналам матрицы.
Противодавление, создаваемое на выходе готового прутка из канала матрицы, приводит к уменьшению уровня продольных растягивающих напряжений в поверхностных слоях на 31%
Load Prediction
Y Load (tons-SI) 2.016+003
1.77e+003
152e+003
1.2864-003
VlQP Die
L
1.0464-003
0.000
.:..-П^л
(216.1.39e+03) j
.................
45.4 90.7 136 181
Stroke (mm)
^Цор Die
1.76+003
1.466+003
1.236+003
16+003
[216.1.46+03)1
0.000
Load Prediction
Y Load (tons-SI) 1.938+003 ____________________________
45.4 90.7 136
Stroke (mm)
a - Q = 0 МПа
6- Q = 10 МПа
Рис. 8. График усилия прессования в зависимости от величины подпора
a -Q = 0 М П а
6- Q = 10 МП а
Рис. 9. График распределение продольных напряжений и увеличению по абсолютной величине сжимающих нормальных напряжений во внутренних слоях прутка на 66%.
ВЫВОДЫ
Противодавление при прессовании прутка в сравнении с прессованием без противодавления приводит в зоне деформации к увеличению гидростатического давления, нормальных напряжений, интенсивности напряжений, уменьшению интенсивности деформаций и продольных растягивающих напряжений в поверхностных слоях прутка при выходе его из канала матрицы.
Противодавление в зоне калибрующего пояска при выходе прутка из канала матрицы позволит уменьшить вероятность образования поперечных макротрещин и проводить прессование с большими скоростями истечения металла , чем при прессовании без противодавления.
Список литературы Влияние противодавления при прямом прессовании прутков
- Лукашенко В.Н. Обоснование целесообразности прессования с коэффициентом вытяжки l № 10 //Технология легких сплавов. 1980. No. 5. С. 11-14.
- Kargin V.R., Deryabin A.Y. Сharacteristics of Large Bars Extruding Using Small Extrusion Ratio // Key Engineerng Materials. 2016. vol.644. P. 211-217.
- Перлин И.Л. Теория прессования металлов. М.: Металлургия, 1964. С. 344.
- Алиева Л.И., Огородников В.А. Влияния гидростатического давления и истории его изменения на пластичность в задачах обработки металлов давлением // Известия ТулГУ. Технические науки. 2014. Вып. 10. Ч. 1. с. 118-128.
- Евдокимов А.К., Антохина К.А. Комбинированное выдавливание с противодавлением // Кузнечно-штамповочное производство. Обработка металлов давлением. 2012. № 12. С. 6-12.
