Влияние скорости перемещения лазерной режущей головки при обработке сплава 12Х18Н10Т на качество получаемой поверхности

Автор: Капалин Н.Ю., Бердников О.О., Реченко Д.С., Лопатин Б.А.
Рубрика: Технология
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
В работе исследовано влияние скорости перемещения лазерной режущей головки на качество формируемой поверхности реза и толщину изменённого слоя (ИС) при обработке сплава 12Х18Н10Т. Актуальность исследования обусловлена необходимостью повышения точности и эффективности лазерной резки, широко применяемой в современном машиностроении. Экспериментальные исследования проводились на установке DMG LASERTEC 20 с использованием азота в качестве защитного и выдувного газа, что позволило минимизировать окислительные процессы. В рамках работы были выполнены два экспериментальных цикла при мощностях лазерного излучения 1300 и 1400 Вт. В каждом цикле обрабатывалось по шесть образцов, при этом скорость перемещения лазерной режущей головки варьировалась в диапазоне от 200 до 700 мм/мин. Остальные технологические параметры – частота импульсов, давление газа и фокусное расстояние – поддерживались на фиксированном уровне для обеспечения корректности сравнения полученных результатов. Оценка качества поверхности реза осуществлялась по параметру шероховатости Ra, а термическое воздействие – по толщине ИС h. Результаты исследования показали, что скорость перемещения лазерной режущей головки является определяющим параметром, влияющим на шероховатость поверхности и толщину ИС. Для мощности 1300 Вт рациональное качество поверхности и стабильное прорезание материала наблюдается при скоростях 400–600 мм/мин, при этом на нижней границе диапазона (около 400 мм/мин) отмечается увеличение глубины ИС. Повышение мощности до 1400 Вт расширяет диапазон устойчивых скоростей, снижает шероховатость поверхности и позволяет формировать более чистую кромку.
Лазерная резка, скорость перемещения лазерной режущей головки, шероховатость поверхности, изменённый слой, DMG LASERTEC 20, азот
Короткий адрес: https://sciup.org/147253554
IDR: 147253554 | УДК: 621.791.94, 621.373.8, 621.78 | DOI: 10.14529/engin260107
The effect of the speed of movement of the laser cutting head during processing of the 12X18H10T alloy on the quality of the resulting surface
The effect of the speed of movement of a laser cutting head during processing of a 12X18H10T alloy on the quality of the formed cutting surface and the thickness of the modified layer (IC) is investigated. The experiments were carried out on a DMG LASERTEC 20 installation using nitrogen as a protective and blowing gas. Two experimental cycles were performed at laser radiation powers of 1300 and 1400 watts. In each cycle, six samples were processed with a change in the speed of movement of the laser cutting head in the range of 200–700 mm/min at fixed values of pulse frequency, gas pressure and focal length. The surface quality was assessed according to the roughness parameter Ra, and the thermal effect was carried out according to the thickness of the IC h. It is established that the speed of movement of the laser cutting head has a nonlinear effect on the roughness of the treated surface and the depth of the thermal treatment, as well as determines the boundary of stable cutting of the material.
Текст научной статьи Влияние скорости перемещения лазерной режущей головки при обработке сплава 12Х18Н10Т на качество получаемой поверхности
N.Yu. Kapalin1, ,
O.O. Berdnikov1, , D.S. Rechenko1, , B.A. Lopatin2,
Лазерная обработка металлов является одним из наиболее перспективных направлений современной металлообработки, обеспечивающим высокую точность обработки и возможность автоматизации технологических процессов [1–3]. Особенно важной задачей является обработка коррозионностойких аустенитных сталей, например, таких как сталь 12 Х 18 Н 10 Т, широко применяемой в авиастроении благодаря сочетанию коррозионной стойкости и механических свойств. В литературе отмечается, что при лазерной резке нержавеющих сталей ключевыми факторами качества поверхности является термическое влияние на кромку и необходимость получения чистого реза без следов окисления и дефектов [4–8], что приводит к повышению трудоемкости при выполнении чистовых операций.
Качество поверхности, формируемой при лазерной резке, определяется комплексом технологических параметров, таких как мощность лазера, скорость перемещения лазерной головки, фокусное расстояние, давление газа, частота импульсов лазерного излучения и т. д. Эти параметры определяют величину теплового воздействия, размер измененного слоя и характер формирования кромки реза, однако среди прочих ключевым фактором является скорость перемещения лазерной головки. В работах отечественных исследователей подчёркивается, что неправильный выбор режимов приводит к увеличению теплового воздействия, образованию окалины и ухудшению качества поверхности [9–14]. При этом в этих исследовательских работах не приводятся универсальные подходы и методики для определения оптимальных режимов обработки при лазерной резке, что приводит к необходимости проведения экспериментальных исследований при резке различ- ных материалов на различном лазерном оборудовании. Однако в данных исследовательских работах можно выявить общие закономерности и тренды влияния различных параметров режимов резания на производительность и качество обработки. Так, например, при более низких скоростях перемещения лазерной режущей головки возрастает тепловое воздействие на единицу длины реза, что может приводить к увеличению толщины ИС, образованию наплывов и ухудшению шероховатости обработанной поверхности [15–17]. С другой стороны, чрезмерное увеличение скорости перемещения лазерной головки снижает плотность подводимой энергии и может вызвать нестабильность процесса резания, и, как следствие, это приведет к неполному прорезанию материала по его толщине [18–20].
Целью данной работы является экспериментальное исследование влияния скорости перемещения лазерной режущей головки при обработке стали 12 Х 18 Н 10 Т толщиной 0,8 мм на шероховатость обработанной поверхности и толщину ИС на установке DMG LASERTEC 20 с применением азота в качестве рабочей среды.
Методы проведения исследования
Экспериментальные исследования проведены на лазерной установке DMG LASERTEC 20, оснащённой волоконным лазером непрерывного действия (CW-режим) . В качестве защитного и выдувного газа применялся азот при давлении 7 бар. Фокусное расстояние фиксировано и составляло 1 мм. Частота импульсов лазерного излучения во всех экспериментах поддерживалась на уровне 500 Гц.
Проведено два эксперимента: эксперимент 1 – мощность лазерного излучения 1300 Вт; эксперимент 2 – мощность лазерного излучения 1400 Вт.
В каждом эксперименте изготавливалось по шесть образцов, которые далее обрабатывались при скорости перемещения лазерной режущей головки 200, 300, 400, 500, 600 и 700 мм/мин. Качество поверхности оценивалось по параметру шероховатости Ra с использованием профилометра модели Mitutoyo Surftest SJ –210. Толщина ИС h определялась металлографическим методом по поперечным шлифам образцов с применением бинокулярного микроскопа модели Nikon Eclipse MA 200.
Результаты исследования
Эксперимент 1 (мощность 1300 Вт). При скорости перемещения лазерной режущей головки 200 мм/мин толщина ИС составила h = 15…21 мкм, а шероховатость обработанной поверхности Ra = 2,756…2,944 мкм. Увеличение скорости перемещения до 300 мм/мин привело к росту шероховатости до Ra = 2,978…4,391 мкм при ИС h = 3…21 мкм. При скорости перемещения 400 мм/мин зафиксировано снижение шероховатости до Ra = 1,501…1,601 мкм, однако толщина ИС возросла до h = 21…57 мкм.
Дальнейшее увеличение скорости перемещения до 500 и 600 мм/мин сопровождалось изменением шероховатости до Ra = 2,027…3,439 мкм и Ra = 2,239…2,513 мкм соответственно при толщине ИС h = 24…36 и 15…30 мкм. При скорости 700 мм/мин устойчивое прорезание материала не наблюдалось, что является браком.
Результаты лазерной резки при эксперименте 1 при мощности лазерного излучения 1300 Вт приведены в табл. 1 и на рис. 1.
Таблица 1 Результаты лазерной резки (эксперимент 1, P = 1300 Вт)
Table 1
Laser cutting results (experiment 1, P = 1300 W
|
О Й ,О1 Я ^ а |
Скорость перемещения лазерной режущей головки, мм/мин |
Толщина ИС h , мкм |
Среднее значение ИС слоя h , мкм ср |
Шероховатость обработанной поверхности Ra , мкм |
Среднее значение шероховатости обработанной поверхности Ra ср , мкм |
|
1 |
200 |
15…21 |
18 |
2,756…2,944 |
2,850 |
|
2 |
300 |
3…27 |
12 |
2,978…4,391 |
3,684 |
|
3 |
400 |
21…57 |
39 |
1,501…1,601 |
1,551 |
|
4 |
500 |
24…36 |
30 |
2,027…3,439 |
2,733 |
|
5 |
600 |
15…30 |
22,5 |
2,239…2,513 |
2,376 |
|
6 |
700 |
Не прорезался |
|||
Образец 5
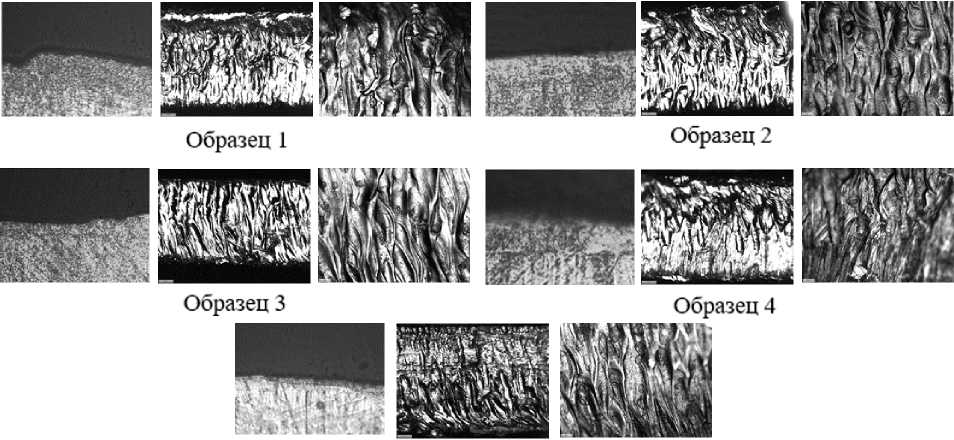
Рис. 1. Обработанная поверхность стали 12Х18Н10Т (эксперимент 1), микроструктура модифицированного слоя и поверхность после реза
Fig. 1. Treated surface of 12X18H10T steel (experiment 1), microstructure of the modified layer and the surface after cutting
На фотографиях рис. 1 показаны поперечные сечения пяти различных образцов, каждый из которых представлен тремя снимками с разным увеличением – х500, х400 и х40. При этом виден общий характер формирования обработанной поверхности при лазерной резке на всех образцах – явно прослеживаются желобки, сформированные вследствие «вымывания» материала при его разогреве.
Эксперимент 2 (мощность 1400 Вт). При скорости перемещения лазерной режущей головки 200 мм/мин толщина ИС составила h = 18…36 мкм, шероховатость обработанной поверхности Ra = 1,611…2,966 мкм. При скорости перемещения 300 мм/мин наблюдалось снижение шероховатости до Ra = 1,496…1,851 мкм и ИС до h = 3...27 мкм.
Скорости 400–600 мм/мин обеспечивали относительно стабильное качество поверхности: шероховатость находилась в диапазоне Ra = 1,649…2,444 мкм, а толщина ИС h = 3…27 мкм. При скорости перемещения 700 мм/мин, как и в первом эксперименте, прорезание материала не наблюдалось.
Результаты лазерной резки при эксперименте 2 при мощности 1400 Вт приведены в табл. 2 и на рис. 2.
Таблица 2
Результаты лазерной резки (эксперимент 2, P = 1400 Вт)
Table 2
Laser cutting results (experiment 2, P = 1400 W)
|
сз ,О1 й л Ю О |
Скорость перемещения лазерной режущей головки, мм/мин |
Толщина ИС h , мкм |
Среднее значение толщины ИС h ср , мкм |
Шероховатость обработанной поверхности Ra , мкм |
Среднее значение шероховатости обработанной поверхности Raср , мкм |
|
1 |
200 |
18…36 |
27 |
1,611…2,966 |
2,288 |
|
2 |
300 |
3…27 |
15 |
1,496…1,851 |
1,673 |
|
3 |
400 |
9…24 |
16,5 |
1,883…2,437 |
2,160 |
|
4 |
500 |
12…27 |
19,5 |
1,649...2,346 |
1,997 |
|
5 |
600 |
3…12 |
7,5 |
2,444…2,993 |
2,718 |
|
6 |
700 |
Не прорезался |
|||
Образец 5
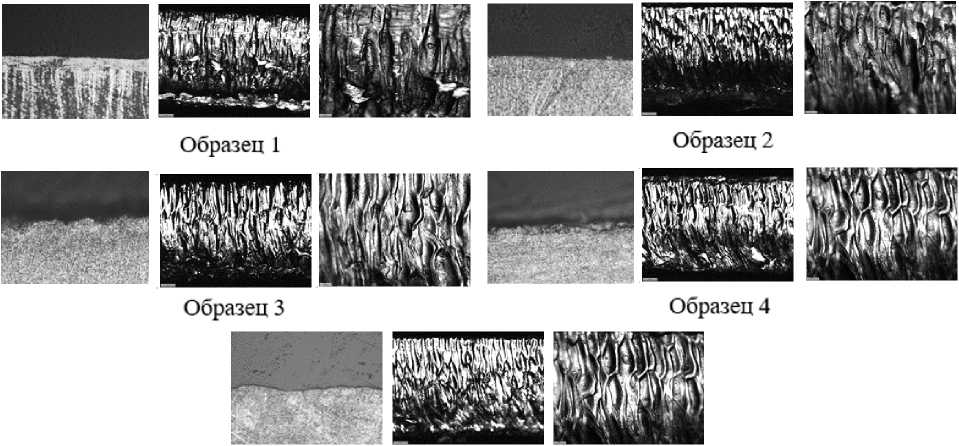
Рис. 2. Обработанная поверхность стали 12Х18Н10Т (эксперимент 2), микроструктура модифицированного слоя и поверхность после реза
Fig. 2. The treated surface of 12X18H10T steel (experiment 2), the microstructure of the modified layer and the surface after cutting
На рис. 3 представлены зависимости влияния перемещения лазерной режущей головки на толщину ИС.
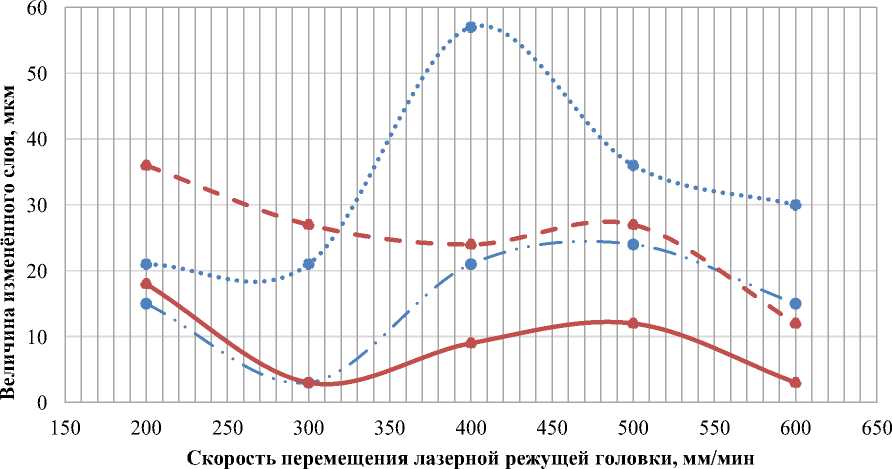
—» • min ИС при мощности 1300 Вт min ИС при мощности 1400 Вт
• • ц^ • • max ИС при мощности 1300 Вт
^ 4^м max ИС при мощности 1400 Вт
Рис. 3. График сравнения ИС от скорости перемещения лазерной режущей головки
Fig. 3. Graph of the comparison of the IC from the speed of movement of the laser cutting head .
На рис. 4 представлены зависимости влияния перемещения лазерной режущей головки на шероховатость обработанной поверхности.

—•—Среднее значение шероховатости при мощности 1300 Вт
-► Среднее значение шероховатости при мощности 1400 Вт
Рис. 4. График сравнения шероховатости поверхности от скорости перемещения лазерной режущей головки
Fig. 4. Graph comparing surface roughness versus the speed of movement of the laser cutting head
График сравнения ИС от скорости перемещения лазерной режущей головки показывает: при 1400 Вт толщина ИС во всём диапазоне скоростей меньше и стабильнее, чем при 1300 Вт; при 1300 Вт наблюдается выраженный максимум при 400 мм/мин, что указывает на неравномерность теплового воздействия; при 600 мм/мин повышение мощности позволяет существенно снизить глубину термического воздействия.
График сравнения шероховатости поверхности от скорости перемещения лазерной режущей головки показывает: при 1400 Вт шероховатость поверхности в целом ниже и менее чувствительна к изменению скорости; для 1300 Вт характерны резкие колебания Ra , особенно при 300 и 500 мм/мин; минимальные значения Ra достигаются: при 1300 Вт – около 400 мм/мин; при 1400 Вт – в диапазоне 300–500 мм/мин.
Обсуждение результатов
Полученные результаты подтверждают нелинейный характер влияния скорости перемещения лазерной режущей головки лазерной резки на качество поверхности. Для мощности 1300 Вт оптимальное сочетание шероховатости и толщины ИС наблюдается в диапазоне скоростей 400– 600 мм/мин, однако при 400 мм/мин отмечено увеличение глубины термического воздействия.
Повышение мощности до 1400 Вт расширяет диапазон устойчивых скоростей перемещения лазерной режущей головки и позволяет получить меньшую шероховатость поверхности при сопоставимых или меньших значениях толщины ИС. Использование азота предотвращает окисление поверхности реза и способствует формированию более чистой кромки.
Отсутствие прорезания при скорости перемещения лазерной режущей головки 700 мм/мин для обоих уровней мощности указывает на недостаточное тепловое воздействие и ограничение рассматриваемых режимов обработки.
Выводы
Скорость перемещения лазерной режущей головки является определяющим параметром, влияющим на шероховатость поверхности и толщину ИС. При мощности 1300 Вт устойчивое прорезание металла обеспечивается при скоростях до 600 мм/мин. Повышение мощности до 1400 Вт улучшает качество поверхности и снижает толщину ИС в широком диапазоне скоростей. Использование азота в качестве газа обеспечивает стабильность процесса и высокое качество поверхности реза.
