Влияние способа подачи смазочно-охлаждающих технологических средств на эффективность алмазной резки заготовок из полимерных композиционных материалов

Автор: Кобелев Станислав Александрович, Ширялкин Александр Федорович, Данилов Георгий Иванович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-4 т.15, 2013 года.
Бесплатный доступ
Рассмотрены вопросы повышения эффективности алмазной резки заготовок из полимерных композиционных материалов
Смазочно-охлаждающие технологические средства, резка, полимерные композиционные материалы
Короткий адрес: https://sciup.org/148202373
IDR: 148202373 | УДК: 621.91:678.5
Effect of feeding method of cutting funds for technological efficiency diamond cutting pieces of polymer composites
Questions of efficiency diamond cutting blanks made of polymer composites
Текст научной статьи Влияние способа подачи смазочно-охлаждающих технологических средств на эффективность алмазной резки заготовок из полимерных композиционных материалов
Применение смазочно-охлаждающих технологических средств (СОТС) является важным резервом повышения технологической эффективности алмазной резки заготовок из металлов, а также из полимерных композиционных материалов ( ПКМ) [1]. Авторы ставили цель исследовать эффективность различных способов подачи смазочно-охлаждающих технологических средств при резании заготовок из ПКМ алмазными кругами. Ранее публиковались результаты исследования воздушных потоков, генерируемых вращающимся алмазным кругом [2]. Отмечалось, что воздушные потоки от алмазного круга диаметром 150 мм., на порядок менее интенсивны, чем от абразивного круга 500x20x305 ПП 24А25НСМ17К5, однако при подаче газообразных СОТС воздушные торцовые потоки могут представлять собой значительное препятствие на пути доставки газообразного СОТС в зону контакта при подаче охлаждения свободной струёй (рис. 1). Проблема, как и при абразивной обработке, решается за счёт использования подачи СОТС через клиновые торцовые насадки, благодаря которым на торцах алмазного круга формируется пограничный слой из ионизированного воздуха, который далее доставляется в зону контакта (рис. 2).
Исследования проводили на экспериментальной установке, созданной на базе заточного станка ЗД641 Использовали модельные образцы из стеклопластика [1]. Использовали алмазные круги с характеристикой АС4 200/160-100%-
Кобелев Станислав Александрович, кандидат технических наук, доцент кафедры «Самолётостроение».
Данилов Георгий Иванович, аспирант кафедры «Самолётостроение»
М2-0,2, аналогичные используемым на ЗАО «Авиастар-СП». В качестве смазочно-охлаждающих технологических средств использовали ионизированный воздух с расходом Q= 500 л/ мин. Ионизированный воздух получали с помощью бытового ионизатора «Fanline», позволяющего получить концентрацию ионов 103 /см3. В качестве критериев технологической эффективности использовали коэффициент шлифования, шероховатость поверхности реза по критерию Ra, критическую бесприжоговую врезную подачу алмазного отрезного круга. Подачу определяли визуально по следам деструкции связующего на поверхности реза. В дальнейших исследованиях предполагается изучить качество поверхностного слоя модельных образцов. Коэффициент шлифования рассчитывали по результатам замеров массы сошлифованного материала и массы изношенного алмазоносного слоя, по соотношению которых получали безразмерную величину. Шероховатость поверхности реза измеряли с помощью профилографа-профилометра модели 201 завода «Калибр». В качестве базы для сравнения использовали резание с подачей ионизированного воздуха свободной струёй.
Результаты резки образцов ПКМ с использованием различных способов подачи СОТС представлены в виде графиков влияния врезной подачи на величину коэффициента шлифования, на шероховатость образцов, для различных способов подачи СОТС, зависимости бесприжого-вой подачи от способа подачи
СОТС. Анализируя влияние врезной подачи на величину коэффициента шлифования при различных способах охлаждения (рис. 3), видим, что при увеличении подачи от 0,01 мм/дв.ход до 0,04 мм/дв.ход возрастает коэффициент шлифования (от 43,9 до 78,7), т.е. масса сошлифованно-го материала растёт быстрее массового износа круга при подаче СОТС свободной струёй. При подаче ионизированного воздуха через клиновой насадок величина коэффициента шлифования во всём исследованном диапазоне врезных подач на
Схема устанобки ионизатора Воздуха на станке
А
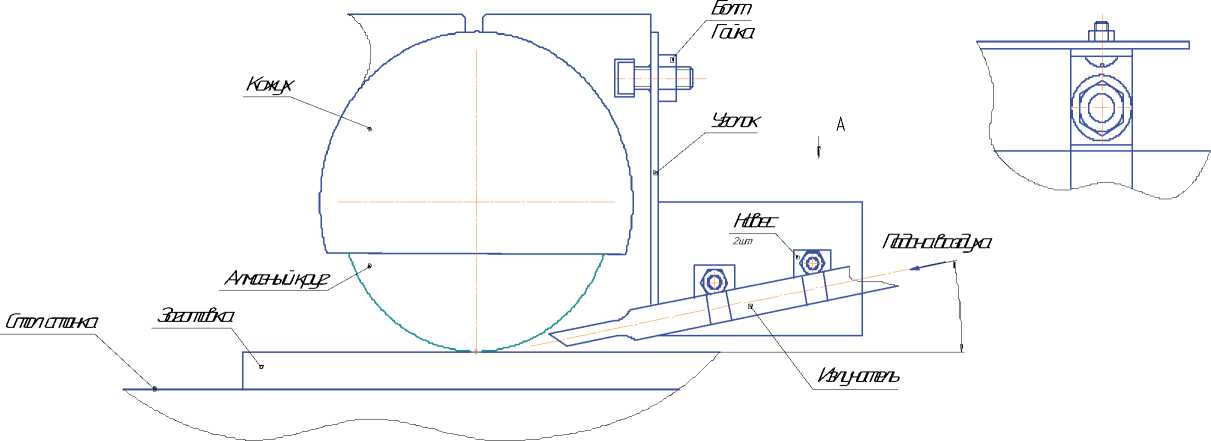
Рис. 1. Устройство для подачи СОТС свободной струёй
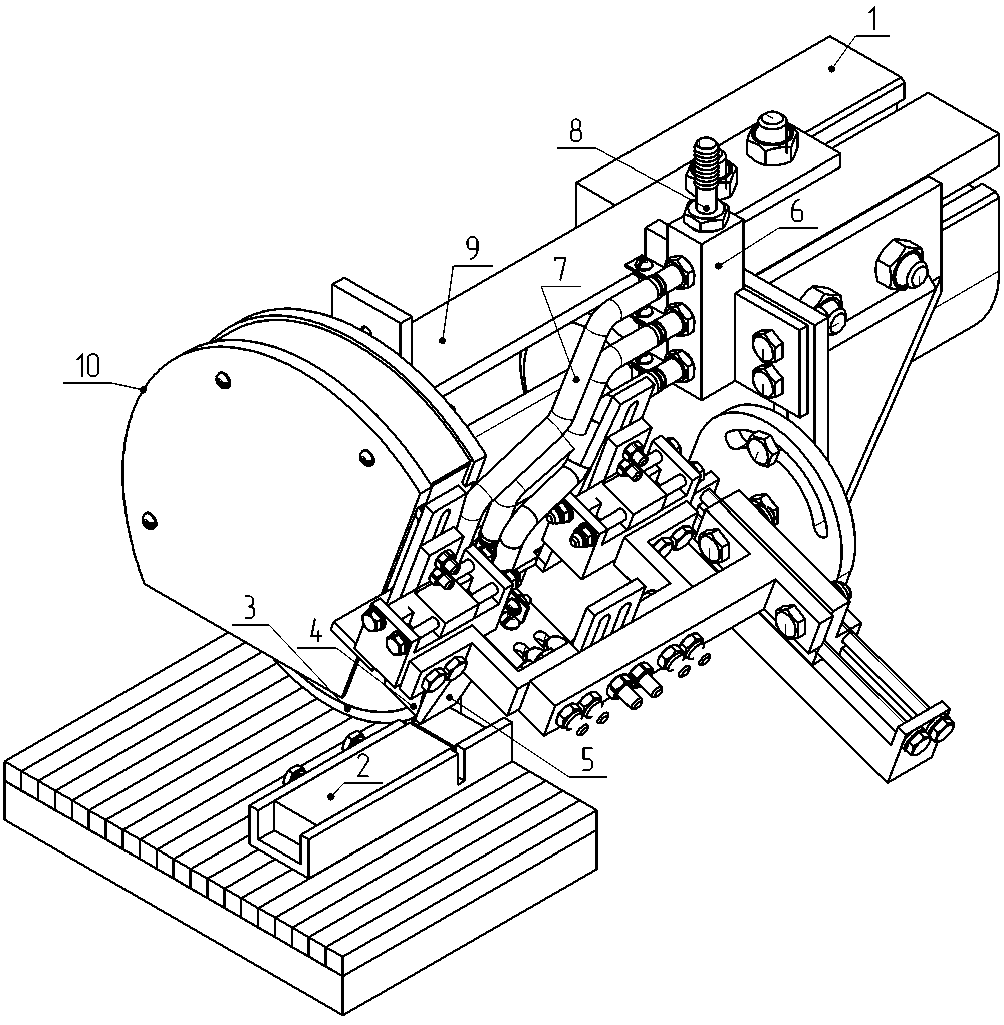
Рис. 2. Внешний вид устройства для подачи ионизированного воздуха через клиновидные насадки:
1 – станок 3Д641; 2 – разрезаемый образец; 3 – отрезной алмазный круг; 4 – торцевой насадок; 5 – радиальный насадок; 6 – распределитель воздуха от ионизатора; 7 – трубки; 8 – штуцер; 9 – кронштейн; 10 – защитный кожух.
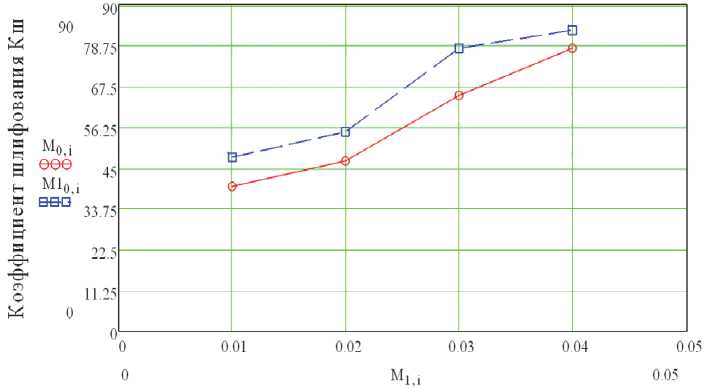
Врезная подача S, мм/дв. ход
Рис. 3. Влияние способа подачи СОТС на коэффициент шлифования: о – подача СОТС свободной струёй; □ – подача СОТС через клиновые торцовые насадки
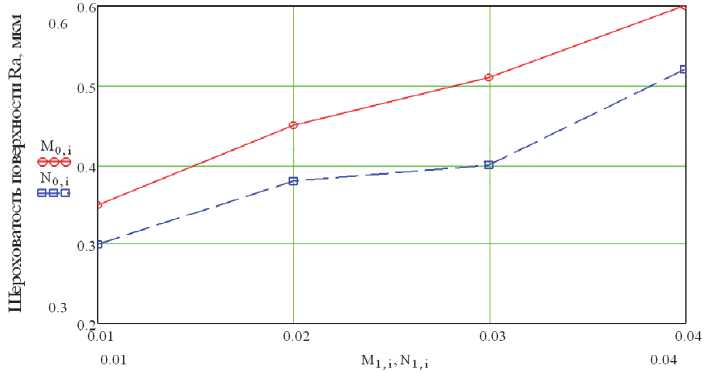

Рис. 4. Влияние способа подачи СОТС на шероховатость поверхности:
о – подача СОТС свободной струёй; □ – Подача СОТС через клиновые торцовые насадки
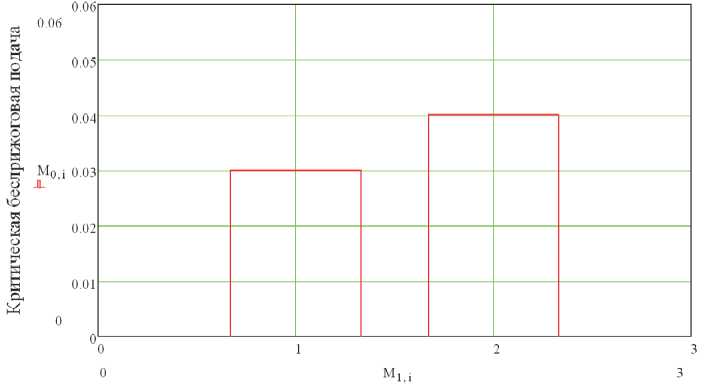
Рис. 5. Влияние способа подачи СОТС на критическую бесприжоговую подачу:
1 – подача СОТС свободной струёй; 2 – подача СОТС через клиновые торцовые насадки
-
6,4- 9,3% больше, чем при подаче СОТС свободной струёй.
Влияние способа подачи СОТС на шероховатость поверхности реза представлено на рис. 4. Подача ионизированного воздуха через клиновой насадок по сравнению с подачей ионизированного воздуха свободной струёй снижает шероховатость поверхности во всём исследованном диапазоне подач. Так при врезной подаче 0,01 мм/ дв. ход шероховатость снижается на 16,6 %, при подаче 0,02 мм/дв. ход на 18.4 %, при подаче 0,03 мм/дв. ход на 27.5 %, а при подаче 0,04 мм/дв. ход на 15.4 %.
Критическая бесприжоговая подача также зависит от способа подачи СОТС. Подача ионизированного воздуха через клиновой насадок по сравнению с подачей СОТС свободной струёй позволяет повысить критическую бесприжого- вую подачу на 33,3 % (рис. 5).
Таким образом, по всем исследованным критериям подача ионизированного воздуха через клиновые торцовые насадки по сравнению с подачей воздуха свободной струёй позволяет повысить эффективность алмазной резки заготовок из ПКМ.
Список литературы Влияние способа подачи смазочно-охлаждающих технологических средств на эффективность алмазной резки заготовок из полимерных композиционных материалов
- Кобелев С. А., Данилов Г. И. Резка заготовок из полимерных композиционных материалов с применением различных смазочно-охлаждающих технологических средств//Известия Самарского научного центра РАН. 2009. Т.11. №3(2). С. 464-468.
- Кобелев С. А., Данилов Г. И. К вопросу о воздушных потоках, генерируемых алмазным отрезным кругом//Известия Самарского научного центра РАН. 2012. Т14. №4(3). С.885-886.
