Влияние технологических параметров абразивной обработки резиновых покрытий на теплосиловые характеристики в зоне контактного взаимодействия

Автор: Никитин Сергей Петрович, Трофимов Евгений Олегович, Ханов Алмаз Муллаянович, Сиротенко Людмила Дмитриевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Актуальные проблемы машиностроения
Статья в выпуске: 1-2 т.16, 2014 года.
Бесплатный доступ
Приведены результаты численного моделирования процесса абразивной обработки резиновых теплозащитных покрытий. Исследовано влияние режимов шлифования на температурные и силовые характеристики в зоне обработки.
Абразивная обработка, резиновое теплозащитное покрытие, теплосиловая характеристика
Короткий адрес: https://sciup.org/148202769
IDR: 148202769 | УДК: 621.9:
Influence of technological parameters of abrasive processing the rubber coating on heatpower characteristics in the zone contact interaction
Results of numerical modeling the process of abrasive machining of a rubber heat-protective coating are given. Influence of grinding modes on temperature and power characteristics in a processing zone is investigated.
Текст научной статьи Влияние технологических параметров абразивной обработки резиновых покрытий на теплосиловые характеристики в зоне контактного взаимодействия
не учитывающих характер взаимодействия упругих, тепловых и рабочих процессов. В связи с этим совершенствование технологического процесса обработки теплозащитного покрытия на основе моделирования абразивной обработки является актуальной задачей, реализация которой позволит повысить качество обработанных поверхностей теплозащитных покрытий и производительность процесса
Количество тепла, выделяемого в зоне абразивной обработки [4, 5], определяется суммой тепловых потоков, возникающих в результате деформации срезаемого слоя Q д , трения на поверхности контакта зерна с обрабатываемым материалом Q тз и трения передней поверхности зерна со стружкой Q тп (рис. 3), Образовавшееся тепло распространяется из очагов теплообразования к более холодным областям, распределяясь между стружкой – Q с , обрабатываемым материалов – Q и и зерном, отводящим тепло в связку круга – Q к .
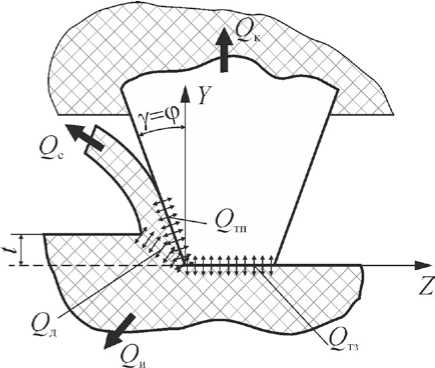
Рис. 1. Тепловые потоки и каналы отвода тепла при абразивной обработке
Абразивные и алмазные круги, применяемые при шлифовании, являются инструментами со стохастическим (вероятностным) расположением множества элементарных режущих зерен. В месте расположения каждого из зерен с материалом заготовки выделяется теплота, возникающая в процессе срезания отдельной стружки. Расположение этих локальных источников тепловыделения на поверхности контакта между заготовкой и кругом в связи со стохастическим размещением зерен непрерывно меняется во времени. Это приводит к выравниванию температур на всей контактной поверхности заготовки. Эти особенности процесса шлифования позволяют при отображении тепловых процессов ориентироваться на схематизированное зерно с некоторыми усредненными геометрическими параметрами и условиями работы.
Для построения математической модели процесса абразивной обработки с учетом тепловых и упругих систем использовался метод электрической аналогии [6], позволяющий описать тепловые и механические процессы. Фрагмент замещающей или эквивалентной схемы, отражающей динамику упругих и тепловых процессов в зоне абразивной обработки, представлен на рис. 2. На рис. 2 b – коэффициент, учитывающий распределение теплового потока деформации Q д и м ежду стружкой и обрабатываемой поверхностью, C и и C стр – емкостные элементы, учитывающие теплоемкость соответствующих участков и определяемые удельной теплоемкостью материалов и размерами рассматриваемых участков; R стр , R тп , R у , R z , R тз, R и – резистивные элементы, отражающие теплопроводность участков. При этом элемент R тп отражает теплообмен между стружкой и передней поверхностью резца, R тз – между обрабатываемой поверхностью и задней поверхностью резца, R стр отражает отвод тепла со стружкой из зоны резания, R и учитывает теплоотвод из зоны резания в глубину изделия, элементы R у и R z отражают теплообмен между задней и передней поверхностями зерна.
Потенциалы в узловых точках эквивалентной системы отражают средние температуры характерных элементов исходной системы. Узел 1 определяет среднюю температуру стружки, узел 2 связан со средней температурой на передней поверхности резца (температура резания). Узел 3 показывает среднюю температуру в теле режущей кромки зерна, узел 4 – среднюю температуру на задней поверхности зерна, узел 5 – среднюю температуру в изделии.
В работе представлены результаты комплексных расчетов, позволяющих оценить влияние прочности обрабатываемого материала, параметров шлифования (скорость резания, скорость заготовки, глубина шлифования), размеров зерна абразивного круга на теплосиловые характеристики в зоне обработки и на величину смещения шлифовального круга. В качестве параметров исходной «звездной точки», относительно которой исследовались закономерности изменения характеристик процесса шлифования, были приняты следующие значения: предел прочности обрабатываемого материала – 4,0 МПа; скорость резания – 4,52 м/с; скорость заготовки – 0,036 м/с; глубина шлифования – 1,0 мм; величина зерен шлифовального круга – 0, 063 мм. Результаты расчетов, позволяющие оценить влияние прочности материала теплозащитного покрытия на параметры обработки при шлифовании, представлены на рис. 3.
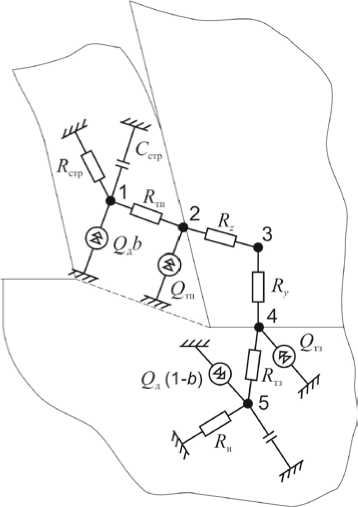
Рис. 2. Электротепловая схема замещения зоны контактного взаимодействия в процессе абразивной обработки
На графиках, описывающих изменение температуры, нумерация рядов соответствует обозначениям узлов 1-5 на рис. 2. На графиках, описывающих изменение тепловых потоков, ряд 1 представляет тепловой поток в стружку, ряд 2 – в связку шлифовального круга, ряд 3 – в заготовку. Данная система нумерации сохраняется во всех приведенных ниже графических зависимостях. Для теплостойкого покрытия используется материал на основе этиленпропиленового каучука СКЭПТ-40НТ. Предел прочности при растяжении данного материала колеблется в пределах 3,5-8 МПА. Предел прочности материала определяет выделяющуюся энергию при разрушении материала, поэтому с его увеличением возрастают средние температуры всех характерных точек технологической системы (рис.
3а), но их уровень не очень высокий. Увеличение предела прочности материала ведет к росту силы резания (рис. 3в). Увеличившаяся составляющая силы резания Py будет отжимать шлифовальный круг от заготовки, что вызовет смещение его по оси y (рис. 3г). Рост предела прочности материала также увеличивает тепловые потоки в стружку, шлифовальный круг и обрабатываемый материал (рис. 3б). Основные потоки связаны со стружкой и шлифовальным кругом. Тепловой поток в материал незначителен, так как теплозащитное покрытие имеет малый коэффициент теплопроводности (λ=0,12 Вт/(м·К)). Это является особенностью обработки теплозащитного покрытия, при этом большая доля тепла в шлифовальный круг способствует повышению температуры зерен и связки в зоне их закрепления. Так как используют шлифовальные круги на бакелитовой связке, которая работает при относительно низких температурах, то повышение теплоотвода в круг будет приводить к ускоренному износу круга и снижению производительности обработки. Повышение предела прочности материала практически не изменяет распределение тепловых потоков (рис. 3д). 30% тепла уходит в шлифовальный круг, 68% тепла уносится со стружкой и только 2%, возникающего при обработке теплозащитного покрытия, распространяется в обрабатываемый материал.
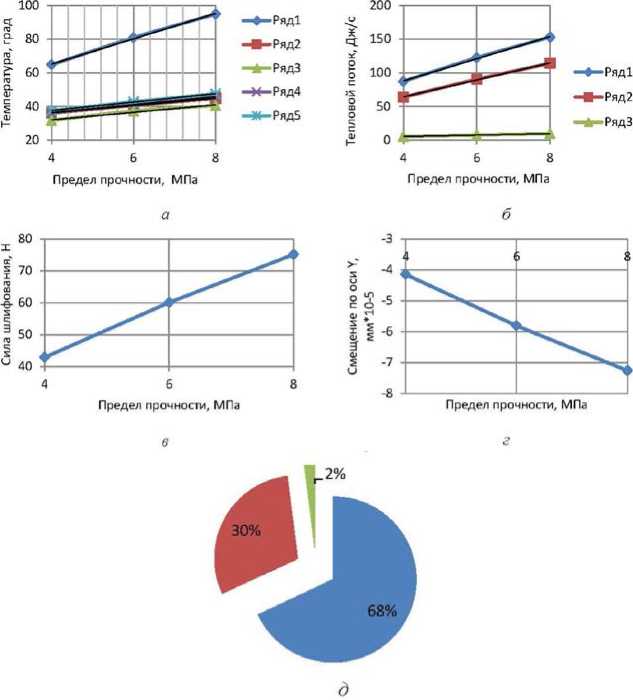
Рис. 3. Влияние предела прочности обрабатываемого материала на средние температуры при шлифовании ( а ), тепловой поток ( б ), силы резания ( в ), смещение шлифовального круга по оси Y ( г ) и распределение тепловых потоков в зоне обработки ( д )
Влияние скорости шлифования на параметры обработки теплозащитного покрытия представлены зависимостями, приведенными на рис. 4. Скорость шлифования оказывает сильное и сложное влияние на теплодинамические параметры процесса обработки. Увеличение скорости шлифования вызывает возрастание средних температур при обработке теплозащитного покрытия (рис. 4а), однако кривые имеют тенденции насыщения. Следует ожидать, что при дальнейшем увеличении скорости свыше 20
м/с средние температуры достигнут максимума и далее расти не будут. Это связано с тем, что с увеличением скорости шлифования растет величина выделяющейся энергии при разрушении материала, но при этом увеличивается поток тепла, отводимый со стружкой (рис. 3, ряд 1). За счет этого тепловой поток в шлифовальный круг значительно снижается (рис. 3, ряд 2), что улучшает условия работы зерен. Также снижается тепловой поток в заготовку. При изменении скорости резания с 4,6 до 20 м/с доля тепла, отво- димого со стружкой, возрастает с 56% до 68%, а доля тепла, утекающего в шлифовальный круг, снижается с 41% до 30% (рис. 3д). Сила резания с увеличением скорости шлифования снижается
(рис. 4в). Это ведет, в свою очередь, к уменьшению смещения шлифовальной головки по оси Y (рис. 4,г).
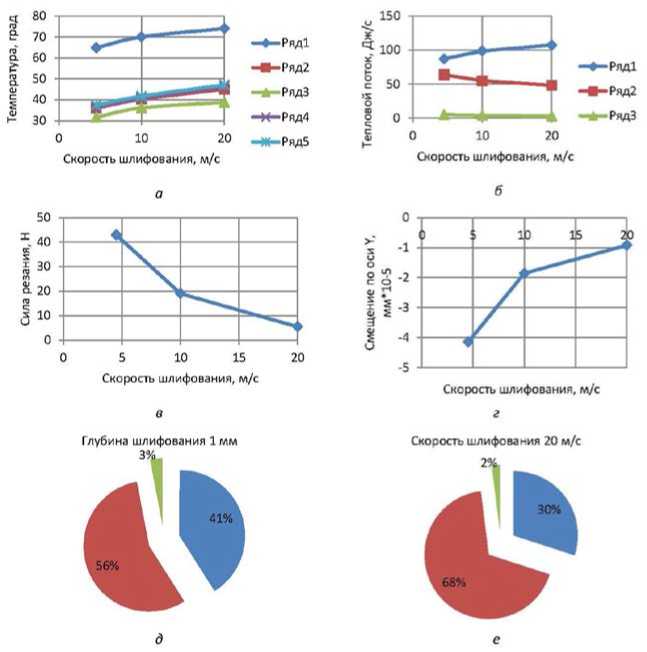
Рис. 4. Влияние скорости шлифования на параметры обработки теплозащитного покрытия
На рис. 5 представлены результаты исследования влияния на параметры обработки скорости заготовки. Наибольшее влияние скорость заготовки оказывает на температуру зерен шлифовального круга (рис. 5а, ряд 3), температуры других характерных точек модели лишь незначительно возрастают. Сила резания и смещение шлифовальной головки увеличивается при возрастании скорости заготовки (рис. 5в, г). Это связано с увеличением тепловых потоков в технологической системе (рис. 5б). Тепловые потоки в стружку (ряд 1), в связку шлифовального круга (ряд 2) и заготовку (ряд 3) возрастают. При этом распределение тепла с увеличением скорости заготовки не меняется (рис. 5д).
Влияние размера зерен шлифовального круга на параметры процесса шлифования отражено на рис. 6. С увеличением размеров зерен температура шлифования возрастает (рис. 6а), что можно объяснить увеличением радиуса округления у вершин зерен и, следовательно, снижением их режущей способности. Тепловой поток, отводимый со стружкой, с увеличением размера зерна возрастает (рис. 6б, ряд 1), а тепловой поток, направленный в связку шлифовального круга, падает (рис. 6б, ряд 2), поскольку увеличение размера зерен повышает сопротивление тепловому потоку в связку круга. При изменении величины зерна с 0,063 до 0,63 мм доля тепла, отводимого со стружкой, возрастает с 56% до 61%, а доля тепла, утекающего в шлифовальный круг, снижается с 41% до 30% (рис. 6д). С увеличением размеров зерен абразивных кругов уменьшается количество зерен, принимающих участие в обработке поверхности, что вызывает незначительное уменьшение составляющих силы резания (рис. 6в) и, соответственно, уменьшение смещения шлифовального круга (рис. 6г).
На рис. 7 представлены результаты расчетов параметров обработки в зависимости от глубины шлифования. С увеличением подачи на глубину возрастает продолжительность воздействия источника теплоты на обрабатываемую поверхность, что вызывает повышение температуры в зоне обработки (рис. 7а). С увеличением глубины шлифования возрастает толщина среза, что сопровождается увеличением силы резания (рис. 7в) и смещения шлифовального круга (рис. 7д). С увеличением глубины шлифования возрастает мощность, расходуемая на резание, вследствие чего увеличивается тепловыделение (рис. 7б). При изменении глубины шлифования с 1 до 2 мм доля тепла, отводимого со стружкой, возрастает с 56 до 58%, а доля тепла, утекающего в шлифовальный круг, снижается с 41 до 39% (рис. 7д).
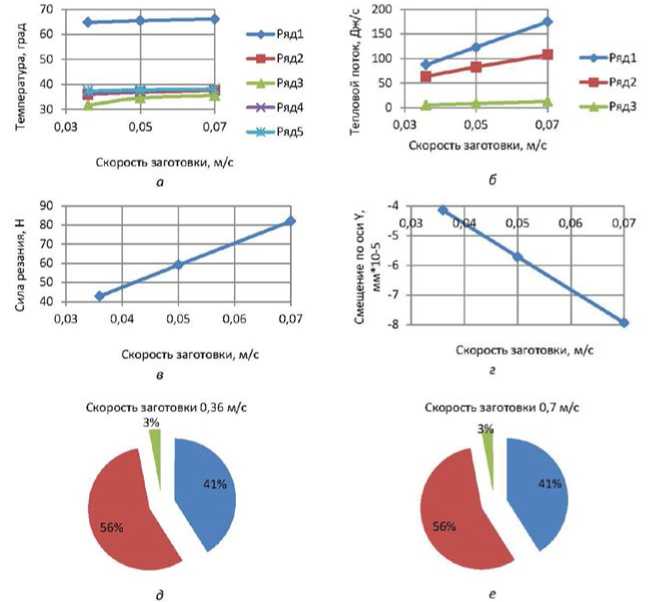
Рис. 5. Влияние скорости заготовки на параметры обработки при шлифовании
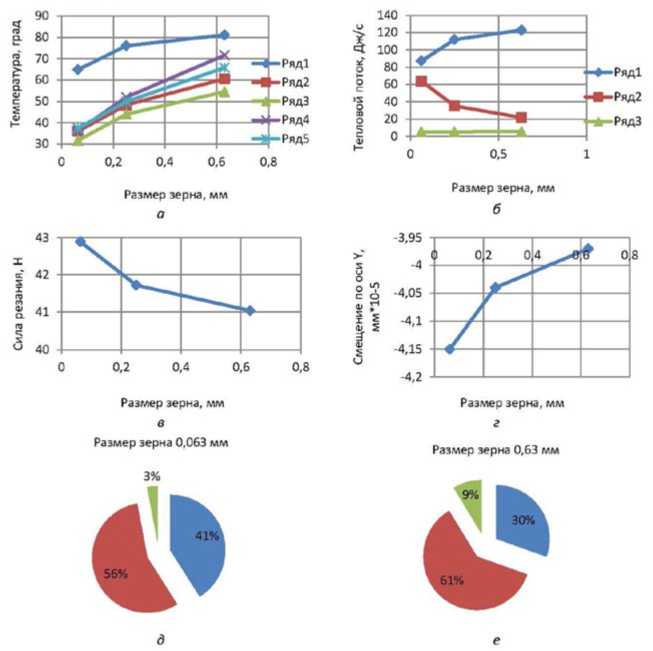
Рис. 6. Влияние размера зерна на параметры процесса шлифования
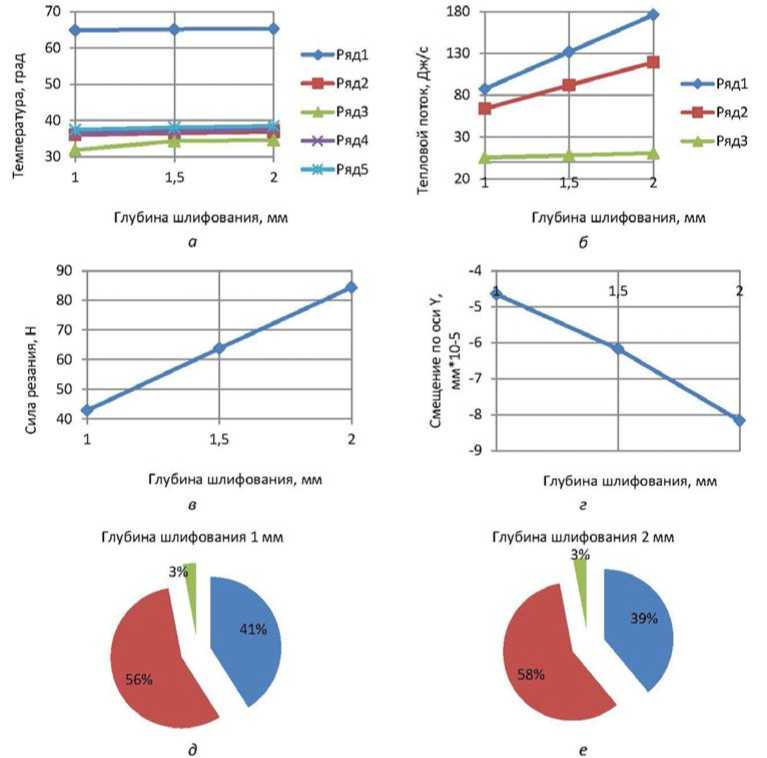
Рис. 7. Влияние глубины шлифования на параметры процесса обработки
Выводы: в результате экспериментального исследования качества обработанной поверхности при различных режимах обработки установлено, что при скорости резания 4,5 м/с, продольной подаче режущего инструмента 13 об/мин и усилии прижима абразивного инструмента к обрабатываемой поверхности 90-120 Н дефектов на покрытии не наблюдалось. Полученные экспериментальные результаты свидетельствуют о том, что предложенная модель расчета может быть использована для управления технологическими режимами процесса шлифования с целью повышения качества резиновых теплозащитных покрытий.
Список литературы Влияние технологических параметров абразивной обработки резиновых покрытий на теплосиловые характеристики в зоне контактного взаимодействия
- Никитин, С.П. Моделирование динамики процесса механической обработки с учетом взаимодействия упругой и тепловой систем станка//СТИН. 2008. №6. С. 8-13.
- Музафаров, P.C. Особенности процесса резания низкомолекулярных полимерных материалов/Р.С. Музафаров, И.Н. Ефимов//Межвузовский сборник научных трудов «Физические процессы при резании металлов». -Ижевск -Волгоград, 1997. С. 31-36.
- Петровский, В.С. Точность обработки при шлифовании обрезиненных валов//Межвузовский сборник научных трудов «Алмазная и абразивная обработка деталей машин и инструмента». -Пенза, 1983. Вып. №12. С. 41-44.
- Резников, А.Н. Теплофизика процессов механической обработки материалов. -М.: Машиностроение, 1981 279 с.
- Якимов, А.В. Теплофизика механической обработки. Учеб. пособие/А.В. Якимов, П.Т. Слободяник, А.В. Усов. -К.-Одесса: Лыбидь, 1991. 240 с.
- Зарубин, В.С. Математическое моделирование в технике: Учеб. для вузов/В.С. Зарубин, А.П. Крищенко. -М.: Изд-во МГТУ им. Н.Э. Баумана, 2001. 496 с.
