Влияние текстуры на упругое пружинение алюминиевых сплавов

Автор: Д.Н. Клепов, С.О. Ким, Т.У. Шакаров, И.Н. Петров, Е.В. Арышенский, Я.А. Ерисов, В.А. Разживин, С.В. Коновалов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
Рассмотрено влияние кристаллографической текстуры на упругое пружинение алюминиевых сплавов при гибке. В работе представлены результаты экспериментального исследования, направленного на установление качественных и количественных связей между кристаллографической текстурой, механическими свойствами и разницей в упругом пружинении в зависимости от направления при гибке алюминиевых сплавов. Актуальность исследования обусловлена тем, что пружинение является ключевой технологической проблемой в листовой штамповке, приводящей к отклонениям конечного угла гиба от заданного и требующей дорогостоящей подгонки оснастки. Исследование проводилось на сплавах А5 и 1565 в различных состояниях (отожженное и нагартованное для А5), обеспечивающих различные текстурные композиции. Методика включала трехточечный изгиб образцов вдоль и поперек направления прокатки, измерение угла пружинения, определение механических свойств, анализ микроструктуры и рентгенографическое исследование текстуры. Установлено, что текстура является доминирующим фактором, определяющим как величину, так и анизотропию пружинения. Сплав А5 в отожженном состоянии с резкой рекристаллизационной текстурой Куба ({100}001) продемонстрировал экстремальную разницу в пружинении между направлениями гиба достигла 90,4% (1,3° вдоль прокатки против 0,125° поперек). Нагартовка сплава А5 привела к трансформации текстуры в деформационную (S, Brass, Cu), значительному росту предела текучести и увеличению абсолютного угла пружинения (до 8,75°), однако разница пружинения в зависимости от направления при этом снизилась до 18,9% благодаря усреднению механического отклика. Высокопрочный сплав 1565 с размытой текстурой (компоненты Goss, P) показал пружинение (5,3-5,7°) и слабую разницу пружинения в зависимости от направления (7,0%). Это объясняется энергоемким механизмом деформации, связанным с дисперсными упрочняющими частицами, которые способствуют рассеянию энергии и снижению доли упругой деформации, ответственной за пружинение.
Пружинение, анизотропия, кристаллографическая текстура, алюминиевые сплавы, гибка, механизм упрочнения, предел текучести
Короткий адрес: https://sciup.org/148333237
IDR: 148333237 | УДК: 621.981.12 | DOI: 10.37313/1990-5378-2026-28-1-26-33
The Effect of Texture on the Elastic Springback of Aluminum Alloys
The effect of the crystallographic texture on the elastic springback of aluminum alloys during bending is considered. The paper presents the results of an experimental study aimed at establishing qualitative and quantitative relationships between the crystallographic texture, mechanical properties and the difference in elastic springback depending on the direction when bending aluminum alloys. The relevance of the study is due to the fact that springback is a key technological problem in sheet stamping, leading to deviations of the fi nal bending angle from the set one and requiring expensive fi tting of the tooling. The study was carried out on A5 and 1565 alloys in various states (annealed and carbonized for A5), providing various textural compositions. The technique included three-point bending of the samples along and across the rolling direction, measurement of the springback angle, determination of mechanical properties, microstructure analysis and X-ray examination of the texture. It is established that texture is the dominant factor determining both the magnitude and the anisotropy of the springback. The A5 alloy in the annealed state with a sharp recrystallization Cube texture ({100}001) demonstrated an extreme difference in springback between bending directions, reaching 90.4% (1.3° along the rolling versus 0.125° across). The hardening of the A5 alloy led to a transformation of the texture into a deformable one (S, Brass, Cu), a signifi cant increase in the yield strength and an increase in the absolute angle of springback (up to 8.75 °), however, the difference in springback depending on the direction decreased to 18.9% due to the averaging of the mechanical response. High-strength alloy 1565 with a blurred texture (Goss, P components) showed a springback (5.3-5.7°) and a slight difference in springback depending on the direction (7.0%). This is due to the energy-intensive deformation mechanism associated with dispersed reinforcing particles, which contribute to energy dissipation and a decrease in the proportion of elastic deformation responsible for springback.
Текст научной статьи Влияние текстуры на упругое пружинение алюминиевых сплавов
Исследование выполнено за счет гранта Российского научного фонда №24-19-00590,
Алюминиевые сплавы сохраняют ключевые позиции в авиастроении благодаря оптимальному сочетанию характеристик в виде удельной прочности, коррозионной стойкости и функциональности [1, 2]. При изготовлении профилей, стрингеров, шпангоутов доминирующей операцией листовой штамповки является гибка, поскольку она позволяет получать детали сложной кривизны при экономичной схеме производства [3].
Пружинение представляет собой упругое восстановление геометрической формы детали после снятия нагрузки, что приводит к отклонению конечного угла гиба от расчетного [4, 5, 6]. На практике это требует сложной и дорогостоящей подгонки оснастки, многоступенчатой доводки деталей, а в серийном производстве - проведения многочисленных пробных гибов для каждой новой партии материала, что значительно увеличивает время и стоимость производства [7].
Значительное внимание, уделенное аналитическому решению задачи гибки, позволило исследователям добиться существенных результатов. В частности, были достигнуты успехи в описании распределения напряжений и деформаций в материале при гибке. Это позволило предсказать зоны потенциальных концентраций напряжений и предотвратить образование трещин и других дефектов [8, 9]. Аналитические решения позволили оптимизировать параметры процесса гибки, такие как радиус гибки, угол гибки и скорость деформации. Это привело к улучшению качества готовых изделий и снижению брака [10].
Для прогнозирования и компенсации пружинения были разработаны многочисленные аналитические и численные модели. В основе большинства упрощенных аналитических моделей лежит зависимость угла пружинения от безразмерного параметра, включающего отношение предела текучести материала к его модулю упругости (у,), а также геометрические параметры оснастки и заготовки [11-13]. Например, для V-образной гибки широко используется соотношение вида [14] (1):
tan а = 0.375 — ■ —, kS Е где а - угол пружинения; к - коэффициент, определяющий положение нейтрального слоя; l - расстояние между опорами; S – толщина заготовки; σs– предел текучести; E – модуль Юнга.
Это позволило более точно прогнозировать конечное состояние материала после гибки и минимизировать деформации возврата [15, 16]. В исследованиях, посвященных гибке анизотропного тела, особое внимание уделялось влиянию анизотропии свойств и кристаллографической текстуры на параметры изделий и протекание процесса, особенно отмечалась взаимосвязь анизотропии упругих свойств с пружинением при различных видах изгиба [12, 13].
Несмотря на свою практическую полезность, подобные модели зачастую не учитывают фундаментальные аспекты реального поведения материала, что приводит к значительным расхождениям между расчетами и экспериментальными данными. Двумя основными факторами, которыми традиционно пренебрегают, являются:
-
- анизотропия механических свойств, вызванная текстурой материала, приобретенной в процессе прокатки [17, 18]. Многочисленные исследования показывают, что такие текстурные компоненты, как Cube, Brass и S, по-разному влияют на предел текучести и коэффициент упрочнения в зависимости от направления относительно прокатки [19, 20], что неизбежно должно сказываться на анизотропии пружинения.
-
- влияние механизма упрочнения на поведение материала при разгрузке [21-23].
Таким образом, актуальной задачей является проведение систематического исследования, устанавливающего взаимосвязь макроскопического явления пружинения не только со стандартными механическими характеристиками, но и с микроструктурными параметрами, такими как текстура.
Целью настоящей работы является установление качественных связей между текстурой, механизмом упрочнения, механическими свойствами и величиной анизотропии упругого пружинения при гибке алюминиевых сплавов.
МЕТОДИКА ИССЛЕДОВАНИЯ
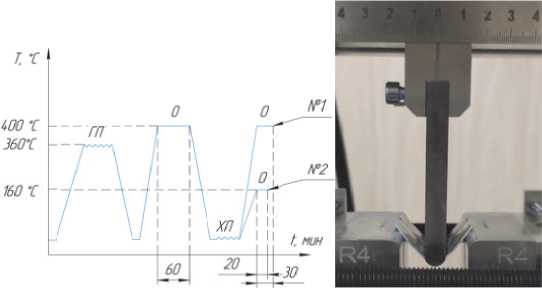
Для исследования были получены образцы из двух сплавов А5 и 1565 в двух состояниях, обеспечивающих различную комбинацию текстурных компонент. Технологические режимы производства заготовок и параметры трехточечного изгиба представлены на рисунке 1.
Режимы изготовления образцов, включающие операции горячей прокатки (ГП), отжига (О) и холодной прокатки (ХП), схематично приведены на рисунке 1а, где ГП - горячая прокатка, О - отжиг, ХП - холодная прокатка .
Далее полосы были подвергнуты трехточечному изгибу на установке ZWICK ROELL BUP 200 (рис. 1б) на угол 90° с радиусом пуансона 2 и расположением оси гиба вдоль направления прокатки (R) и поперек направления прокатки (T).
Угол пружинения измерялся с помощью электронного угломера с точностью 0,05°.
Микроструктуру заготовок исследовали на оптическом микроскопе Axiovert-40 MAT с увеличением 200х. Механические свойства материалов определяли при комнатной температуре методом одноосного растяжения в соответствии со стандартом EN-485-1 на универсальной испытательной машине Zwick / Roell Z050. Предел текучести, предел прочности и относительное удлинение рассчитывали на основании полученных данных по методикам, установленным в ГОСТ 1497-84 и ГОСТ 11150-84.
а ) б)
Рисунок 1. Постановка эксперимента:
а) режим производства заготовок;
б) схема трехточечного изгиба на установке ZWICK ROELL BUP 200
Исследование текстуры проводилось в заготовке под гибку и в изогнутом изделии на внешней поверхности изгиба. Текстура исследовалась измерением по четырем неполным фигурам полюсов {111}, {200}, {220} и {311}, полученных методом дифракции, с использованием рентгеновского дифрактометра ДРОН-7. Диапазон углов наклона составлял от 0 до 70°, а диапазон углов поворота - от 0 до 360° с шагом в 5° каждый.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
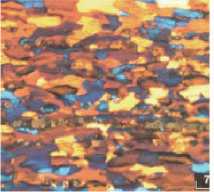
Микроструктура заготовок для гибки показана на рисунке 2. В обоих сплавах в отожженном состоянии (2а, 2в) наблюдаются преимущественно равноосные зерна, в случае высоколегированного сплава присутствует доля вытянутых по направлению прокатки зерен, которые сохранились после горячей прокатки. Следует отметить двукратное различие в размерах зерен. На рисунке (2б) видна стандартная структура после холодной прокатки.
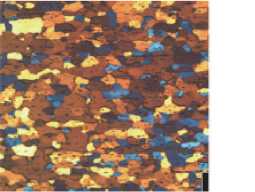

Рисунок 2. Микроструктура заготовок: а) А5-1; б) А5-2; в) 1565-1
в)
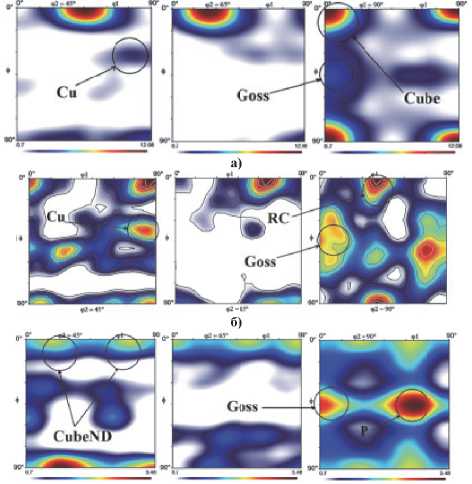
На рисунке 3 приведены результаты рентгеновского исследования отожженных образцов обоих сплавов в виде функций распределения ориентировок.
Сплав А5 в отожженном состоянии (состояние 1) имеет резкую рекристаллизационную текстуру, в которой преобладает компонента Куба ({100}<001>). Это указывает на завершенный процесс рекристаллизации, в результате которого сформировалась специфическая ориентация зерен, обуславливающая высокую анизотропию свойств. Наличие незначительной доли текстуры Госса ({110}<001>) и очень малой доли Cu ({112}<111>) не оказывает существенного влияния на общую текстурную композицию.
Сплав А5 в нагартованном состоянии (состояние 2) демонстрирует типичный набор деформационных текстур. Доминирующими компонентами являются S ({123}<634>) и Brass ({110}<112>), что характерно для плоскостной прокатки алюминия с высокой степенью обжатия. Также присутствуют компоненты Бетта-фибр ( β -fiber), представляющей собой непрерывный ориентационный поток между текстурами Cu, S и Brass, что свидетельствует о развитом неоднородном пластическом течении.
Сплав 1565 в состоянии 1 обладает смешанной текстурой, в которой наиболее выражены компоненты Brass ({110}<112>) и P ({011}<122>). Такое текстурное состояние является промежуточным между деформационным и рекристаллизационным и может быть следствием неполной рекристаллизации или специфического влияния легирующих элементов, подавляющих рост зерен с ориентацией Куба. Это приводит к более изотропному и сбалансированному распределению свойств по сравнению со сплавом А5.
с)
Рисунок 3. Результаты рентгеновского исследования заготовок в виде функций распределения ориентировок:
а) A5-1; б) А5-2; в) 1565-1
В таблице 1 приведены результаты измерения пружинения при гибке.
Первичный анализ экспериментальных данных однозначно указывает на фундаментальную зависимость величины упругого пружинения от предела текучести материала ( σ s). Наиболее наглядно эта связь прослеживается при сравнении поведения сплава А5 в отожженном (состояние 1) и нагартованном (состояние 2) состояниях.
Как показывают результаты механических испытаний (таб. 2), нагартовка приводит к значительному изменению свойств сплава А5. Предел текучести ( σ s) возрастает с 38,3 МПа до 145,7 МПа, то есть примерно в 3,8 раза, при этом пластичность материала, характеризуемая относительным удлинением ( δ ), резко падает с 32% до 3,6%.
Это изменение механических характеристик влияет на величину пружинения. При гибке вдоль направления прокатки угол упругого восстановления возрастает с 1,3° в отожженном состоянии до 8,75° в нагартованном. Таким образом, увеличение σ s в 3,8 раза приводит к росту угла пружинения в 6,7 раза.
Данное количественное расхождение (увеличение предела текучести в 3,8 раза против ро ста угла пружинения в 6,7 раза) указывает на то, что зависимость не является строго линейной. Это отклонение от прямой пропорциональности, предсказываемой некоторыми упрощенными аналитическими моделями [12-14], может быть объяснено рядом факторов. Во-первых, нагартовка приводит к уменьшению пластичности, что может вызывать смещение нейтрального слоя и изменение фактического радиуса гиба. Оба этих параметра важны в классических формулах расчета пружинения. Во-вторых, как показал анализ, текстура материала трансформировалась с рекристаллизационной компоненты (Cube) на деформационную (S, Brass, RC). Это изменение текстуры повлияло на предел текучести и модуль упругости в зоне гиба для конкретного направления.
Для количественной оценки влияния направления прокатки на упругое восстановление был рассчитан показатель относительной разницы углов пружинения при гибке поперек (T) ат и вдоль (R) aR направления прокатки (НП), Днап =по формуле (2):
△ ,^ . = ^^■100%. (2)
^ R
Отрицательные значения во всех случаях указывают на то, что пружинение при гибке поперек направления прокатки всегда меньше, чем вдоль. Однако величина этой разницы кардинально отличается для различных материалов и их состояний, что имеет прямое отношение к их текстурному составу.
Таблица 1 – Результаты измерения пружинения
|
Марка сплава |
Состояние |
Угол пружинения вдоль НП, a R |
Угол пружинения поперек НП, а т |
|
А5 |
1 |
1,3 |
0,125 |
|
А5 |
2 |
8,75 |
7,1 |
|
1565 |
1 |
5,7 |
5,3 |
Таблица 2 – Механические свойства
|
Состояние |
о ь , МПа |
o s , МПа |
5 , % |
|
|
А5 |
1 |
77,3 |
38,3 |
32 |
|
А5 |
2 |
160,3 |
145,7 |
3,6 |
|
1565 |
1 |
338,7 |
181,7 |
22,3 |
Сплав А5 в отожженном состоянии (образец А5-1) демонстрирует экстремальную анизотропию пружинения, достигающую значения -90,4%. Это означает, что пружинение при гибке поперек НП почти на порядок меньше, чем вдоль. Данный эффект является прямым следствием сильно развитой рекристаллизационной текстуры Cube {100}<001>.
После нагартовки (образец А5-2) анизотропия пружинения, хотя и остается существенной (-18.9%), уменьшается более чем в 4 раза по сравнению с отожженным состоянием. Это изменение коррелирует с трансформацией текстуры: рекристаллизационная текстура Cube замещается набором деформационных текстур Сu, S, Brass и RC).
В то время как текстуры Сu, S и Brass также обладают анизотропией свойств, их совместное присутствие и более случайное распределение ориентаций в пространстве приводит к усреднению механического отклика. В результате разница в поведении материала при гибке вдоль и поперек прокатки становится менее контрастной, что и отражается в значительном снижении относительной разницы в пружинении.
Сплав 1565 в состоянии 1 (образец 1565-1) характеризуется слабой анизотропией пружинения, всего -7.0%. Это является прямым следствием его размытой текстуры со слабопроявленными компонентами Goss и P. Отсутствие резко выраженной текстуры означает, что кристаллы в материале ориентированы практически случайным образом. В таком материале механические свойства практически идентичны в любом направлении в плоскости листа.
Как следствие, процесс гибки, накопление упругой энергии и последующее пружинение протекают статистически одинаково, независимо от ориентации гиба относительно направления прокатки. Небольшая остаточная разница в 7% может быть связана со слабыми остаточными проявлениями текстуры или погрешностью эксперимента.
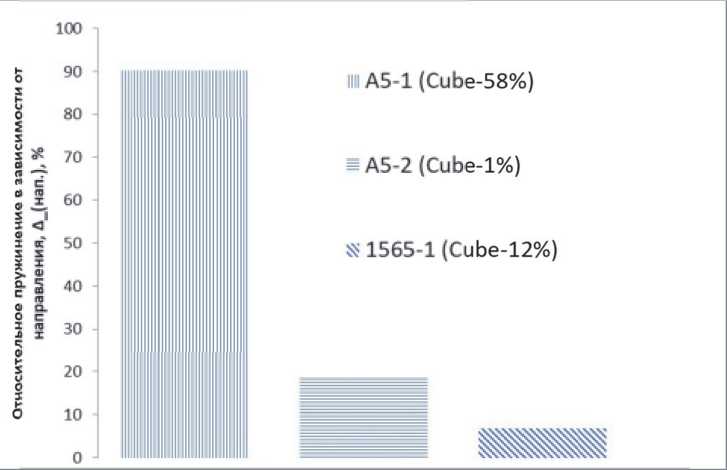
Рисунок 4. Относительное пружинение в зависимости от направления гиба
Из представленных данных можно увидеть, что высокая интенсивность текстуры куба значительно уменьшает пружинение на примере сплава А5 по сравнению с нагартованным А5 и 1565. Это связано с особенностью кристаллографической ориентации, способствующей равномерному пластическому деформированию путем активации нескольких систем скольжения, а также меньшему накоплению упругих напряжений [24].
Также стоит отметить, что текстура куба влияет на способность материала к образованию трещин, что благоприятно влияет на параметры сплава А5 при изгибе [25].
После нагартовки в сплаве А5 кристаллы принимают ориентировки, характерные для деформационной кристаллографической текстуры, определяющиеся появлением компонент текстур S, Bs. Данные ориентировки вызывают увеличение пружинения как вдоль, так и поперек направления прокатки. Это можно объяснить тем, что данные композиции текстур имеют несимметричные пределы текучести относительно равноосного направления растяжения, что делает их присутствие нежелательным для операций штамповки даже при наличии определенного процента текстуры Cube, большая доля которого способна компенсировать анизотропию для текстур деформации [26].
При этом, если рассматривать относительную разницу пружинения отдельного сплава в зависимости от направления прокатки, то стандартный сплав А5 показывает значительно большее различие вдоль и поперек направления прокатки (рисунок 5, а). Это можно объяснить тем, что несмотря на доминирование текстуры Cube, сплав содержит компоненты Goss, Cu которые мешают однородному течению материала по направлениям. Текстура Cube одинакова благоприятна как для гибки вдоль, так и поперек НП, способствует отличной изгибаемости и низкому углу пружинения, а Goss и
Cu предпочтительны только для направления поперек НП. Это связано с низким фактором Тейлора компоненты Cube для обоих направлений, в связи с чем активируются наибольшее количество систем скольжения в обоих случаях. Компоненты Goss и Cu имеют значение фактора Тейлора выше вдоль НП и ниже поперек НП, поэтому вдоль НП наблюдается увеличенное пружинение по сравнению с пружинением поперек НП. [25].
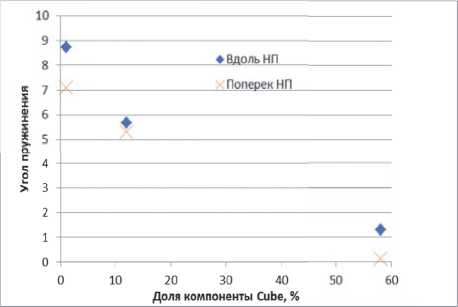
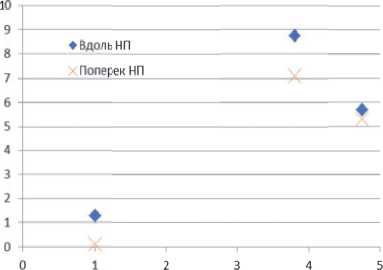
Рисунок 5. Зависимость пружинения а) доли куба; б) от предела текучести
Показатель предела текучести относительно А5 (1)
Для выявления общих закономерностей была построена обобщающая зависимость угла пружинения от статического предела текучести ( c s) для всех исследованных состояний материалов и направлений гиба (рисунок 5б). На графике экспериментальные точки разделены в соответствии с направлением гиба относительно прокатки (вдоль и поперек НП).
Данные для сплава А5 образуют четкий восходящий тренд. При переходе от состояния 1 к состоянию 2 наблюдается резкий скачок как c s, так и пружинения.
Несмотря на то, что сплав 1565 обладает самым высоким значением c s (181.7 МПа), его пружинение (5.7° и 5.3°) оказывается существенно ниже, чем у нагартованного сплава А5 ( c s = 145.7 МПа, пружинение 8.75° и 7.1°).
Сплав 1565 демонстрирует низкое пружинение, не соответствующее его высокому статическому пределу текучести, если руководствоваться упрощенными зависимостями (см. формулу 1). Это может быть обусловлено фундаментальным различием в механизмах упрочнения сплавов А5-2 и 1565-1, что приводит к разному соотношению пластической и упругой составляющих деформации в процессе гибки и, как следствие, к разной величине упругого восстановления. Классическая формула tg а « c s / E предполагает, что c s и E являются константами. Однако в реальном процессе гибки пружинение определяется не начальным c s, а напряжением течения в момент разгрузки и способностью материала рассеивать энергию деформации.
Сплав А5 в нагартованном состоянии упрочнен за счет создания высокой плотности дислокаций. При гибке плотность дислокаций продолжает нарастать, вследствие чего дислокации блокируют друг друга. Поскольку ресурс пластичности постепенно исчерпывается из-за затрудненного движения дислокаций, большая часть подведенной при гибке энергии накапливается. При снятии нагрузки эта запасенная энергия высвобождается, вызывая значительное пружинение. Таким образом, для нагартованного материала характерно высокое пружинение.
Сплав 1565, в отличие от нагартованного А5, упрочняется преимущественно за счет дисперсных упрочняющих частиц, а не высокой плотности дислокаций. Таким образом, в процессе гибки энергия деформации расходуется на перерезание или огибание частиц, а не накапливается. Вследствие этого доля энергии оказывается существенно ниже, чем в случае нагартованного материала с сопоставимым напряжением течения. В результате даже при высоком c s, величина упругого пружинения оказывается меньше.
Ниже приведена сводная таблица по результатам экспериментов (табл. 3)
Данная сводная таблица отражает ключевые взаимосвязи, установленные в ходе исследования. Во-первых, она наглядно демонстрирует прямую корреляцию между анизотропией пружинения и типом текстуры: от экстремальной анизотропии при текстуре Cube до слабой при размытой текстуре. Во-вторых, таблица иллюстрирует отсутствие прямой пропорциональности между статической прочностью и величиной пружинения, что подтверждается низким пружинением высокопрочного сплава 1565. Таким образом, данные, представленные в таблице, являются наглядным доказательством, что для прогнозирования пружинения необходимо учитывать как текстурную анизотропию, так и механизм упрочнения материала.
Таблица 3 – Сводная таблица
|
Марка сплава |
Состояние |
Доминирующая текстура |
Механические свойства |
Относительная разница пружинения в зависимости от направления |
Величина пружинения |
|
A5 |
1 (отожженное) |
Cube {100}<001 > |
Низкие |
Очень сильная (-90.4%) |
Низкая |
|
A5 |
2 (нагартованное) |
S, Brass, RC |
Средние |
Сильная (-18.9%) |
Высокая |
|
1565 |
1 (отожженное) |
Размытая (Goss, P) |
Высокие |
Слабая (-7.0%) |
Умеренная |
ЗАКЛЮЧЕНИЕ
На основании экспериментального исследования взаимосвязи между текстурой, механическими свойствами и упругим пружинением при гибке алюминиевых сплавов А5 и 1565 были сделаны следующие основные выводы:
Текстура Cube является доминирующим фактором, обуславливающим экстремальную анизотропию пружинения в отожженном сплаве А5. Разница в угле упругого восстановления при гибке вдоль и поперек направления прокатки достигает 90%, что является прямым следствием резкой кристаллографической ориентации {100}<001>, создающей принципиально разные условия для деформации и накопления упругой энергии в перпендикулярных направлениях.
Переход от рекристаллизационной текстуры Cube к деформационным текстурам (S, Brass) в процессе нагартовки сплава А5 приводит к значительному снижению анизотропии пружинения (до -18.9%), но не устраняет ее полностью. Это свидетельствует о том, что деформационные текстуры, будучи более сложным набором ориентаций, обеспечивают усреднение механического отклика, но сохраняют выраженную направленность свойств.
Сплав 1565 демонстрирует низкое пружинение и слабую анизотропию (-7.0%) благодаря эффекту размытой текстуры и энергоемкого механизма деформации. Несмотря на самый высокий предел текучести, его пружинение оказалось ниже, чем у менее прочного нагартованного сплава А5. Это объясняется способностью микроструктуры с дисперсными частицами эффективно поглощать энергию деформации за счет пластических процессов (перерезание и огибание частиц), снижая долю энергии, направленной на упругую деформацию, ответственную за пружинение.
Классические аналитические модели пружинения, основанные на отношении σ s/E, верно отражают общий тренд, но требуют существенного дополнения для количественного прогноза. Для повышения точности необходимо учитывать тензорный характер σ s и E, обусловленный анизотропией материала, напряжение течения в момент разгрузки и механизм упрочнения, определяющие баланс между упругой и пластической составляющими деформации.
