Влияние температурных режимов отверждения на параметры молекулярной сетки сополимеров эпоксидной и полиэфирной смол

Автор: Вихарева И.Н., Кручинина П.А., Николаев Д.В., Шарапова И.Т.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Химия @vestnik-susu-chemistry
Рубрика: Органическая химия
Статья в выпуске: 2 т.17, 2025 года.
Бесплатный доступ
Установление закономерностей образования и структуры сетчатых полимеров, а также методов их регулируемого синтеза позволяют рационально управлять технологическими процессами получения и переработки материалов на их основе. В работе определена возможность направленной вариации параметров молекулярной сетки сополимеров эпоксидной и полиэфирной смол при использовании полиамидного отвердителя. С этой целью изучены влияние температурных режимов отверждения, технологии смешения исходных компонентов. Первоначально рассчитаны значения констант Хаггинса. Для этого исследовано набухание сополимеров в хлороформе, ксилоле, диметиформамиде и ацетоне. С учетом термодинамических критериев на основании полученных результатов проведен выбор растворителя, обеспечивающего оптимальные условия набухания синтезированного сополимера. Получены экспериментальные данные, описывающие процесс набухания образцов сополимеров. С использованием уравнения Флори рассчитаны параметры структурных сеток разработанных полимерных композиций.
Набухание, отвердитель, полиамин, полиэфир, сополимер, сшивка, эпоксиаминная смола
Короткий адрес: https://sciup.org/147248070
IDR: 147248070 | УДК: 544.032.4 | DOI: 10.14529/chem250211
The effect of temperature modes of curing on the parameters of the molecular mesh of epoxy and polyester copolymers
Establishment of formation regularities and structure of mesh polymers, as well as methods of their regulated synthesis allow rational management of technological processes in production and processing of materials based on them. The possibility of directional variation of crosslinking parameters of epoxy and polyester resins using polyamide hardener has been determined. For this purpose the influence of temperature modes of curing, mixing technology and the ratio of initial components has been studied. Initially the values of Huggins constants have been calculated, for this purpose the use of chloroform, xylene, and dimethylformamide has been investigated. On the basis of the obtained results, the selection of a solvent, providing optimal swelling criteria for the synthesized copolymer, has been carried out. Experimental data describing the swelling process of the copolymer samples have been obtained. With the use of Flory equation, the parameters of structural meshes of the developed polymer compositions have been calculated
Текст научной статьи Влияние температурных режимов отверждения на параметры молекулярной сетки сополимеров эпоксидной и полиэфирной смол
Алифатические полиэфиры являются привлекательным классом полимеров на биологической основе [1]. Однако термические и механические свойства, а также срок службы изделий на их основе, в частности, и полисебацинатов, неудовлетворительны для определенных областей применения [2]. Введение модифицирующих смол в качестве отвердителей способствует образованию сетчатых полимеров [3]. Сетчатые полимеры различной природы и плотности сшивки широко применяют в современных композиционных материалах [4–7]. Область применения получаемых сополимеров зависит от степени сшивки компонентов и параметров молекулярных сеток, которые можно регулировать в процессе отверждения и которые определяют их физикомеханические и эксплуатационные показатели [8]. Такой путь является универсальным и позволяет получать сетчатые полимеры с любыми свойствами. В настоящее время активно развиваются методы прямого исследования структурных характеристик сетчатых полимеров. В связи с этим актуальны исследования закономерностей образования полимерных сеток при взаимодействии полифункциональных соединений, а также пути их направленного синтеза с заданной структурой и свойствами [9].
Экспериментальная часть
Материалы и методы
Полиэфир 24K – продукт поликонденсации этиленгликоля и глицерина с себациновой кислотой, который был приобретён у компании Abika, Москва, Россия. Полиэфир 24K представляет собой массу, подобную парафину, серого до тёмно-серого или коричневого цвета. Исходные компоненты для производства полиэфира показаны на рис. 1.
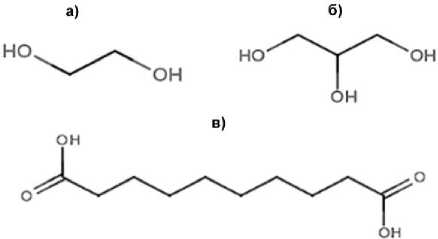
Рис. 1. Исходные компоненты для производства полиэфира 24K: а – этиленгликоль; б – глицерин; в – себациновая кислота
Основные характеристики полиэфирной смолы: плотность 50%-ного раствора полиэфира в ацетоне при 20 °C, г/см3 0,93–0,94; динамическая вязкость раствора полиэфира в ацетоне с массовой долей 50 % при 20 °C, МПа∙с 20–30; кислотное число, мг KOH на 1 г полиэфира 8–18; массовая доля гидроксильных групп, % 5,2–8,0; массовая доля воды, % не более 0,3.
Эпоксиаминовая смола (ЭА, рис. 2) – продукт реакции анилина с эпихлоргидрином, производится ООО «Курскхимпром», г. Курск, Россия. Смола представляет собой жидкость от желтокоричневого до темно-красного цвета. Свойства смолы ЭП: массовая доля эпоксидных групп, %, не менее 31,2; массовая доля летучих веществ, %, не более 1,2; массовая доля ионов хлора, %, не более 0,035; массовая доля омыленного хлора, %, не более 1,5; динамическая вязкость при 25 °C, Па∙с, не более 0,35.
Отвердитель Л-18 (рис. 3) – продукт взаимодействия полимеризованных жирных кислот растительных масел и полиэтиленполиаминов, приобретен в ООО «Курскхимпром», г. Курск, Россия. Отвердитель представляет собой однородную прозрачную вязкую жидкость от желтого до темно-коричневого цвета. Основные характеристики отвердителя: аминное число, мг НС1/г 90–
120; аминное число, мг КОН /г 139–185; массовая доля нелетучих веществ, % 100; динамическая вязкость при 20 °C, Па∙с, не более 10–50.
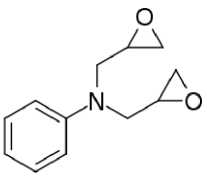
Рис. 2. Эпоксиаминная смола
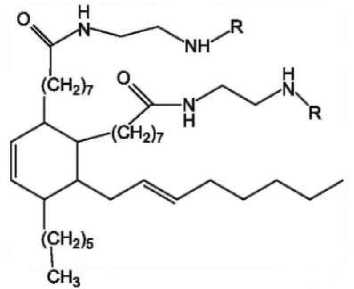
Рис. 3. Отвердитель
Метод получения образцов
Образцы сополимеров получали путем смешивания компонентов: полиэфирной и эпоксиа-минной смолы и отвердителя в определенных пропорциях. Композиции заливали в силиконовые формы и выдерживали в соответствии с выбранными условиями. Режимы отверждения пленок описаны ниже.
Методы анализа образцов
Плотность определяли путем взвешивания на весах с погрешностью измерения 0,0001 г.
Степень отверждения полимера определяли путем экстрагирования пленок в течение 24 часов в ацетоне. Масса образца составляла 1 г. Образец взвешивали с точностью до 0,001 г и помещали в растворитель. Через 24 часа образец полимерной пленки взвешивали с точностью до 0,001 г. Затем образец высушивали в вакуумной печи в течение 24 часов. Степень отверждения рассчитывали по известным формулам.
Набухание образцов проводили в соответствующем растворителе в течение 24 часов при постоянном перемешивании. Затем образцы аккуратно извлекали из растворителя, удаляли излишки растворителя безворсовым материалом и взвешивали, фиксируя результат. Далее образцы высушивали под вакуумом до постоянного веса. Степень набухания рассчитывали по известным формулам.
Результаты и обсуждение
На основании предварительных экспериментов были установлены соотношения компонентов для получения образцов полимеров: ЭА:ПЭ:Отвердитель = 3:2:4. Обозначения образцов и режимы их отверждения представлены в табл. 1.
Полученные пластины представляли собой пластичные полимеры толщиной около 3 мм.
Протекание реакции между компонентами смеси и получение полимера подтверждено ИК-спектрами.
Для расчета структурных параметров сетки полученных сополимеров необходимо знать плотность образцов. Полученные результаты приведены в табл. 2.
Таблица 1
Обозначения образцов и их режимы отверждения
|
Образец |
Режим отверждения |
|
1 |
22 °С / 56 ч |
|
2 |
22 °С / 24 ч 60 °С / 1 ч. 80 °С / 1 ч |
|
3 |
22 °С / 24 ч 80 °С / 1 ч 100 °С / 1 ч 120 °С / 1 ч |
|
4 |
60 °С / 1 ч 80 °С / 1 ч 120 °С / 1 ч |
|
5 |
22 °С / 24 ч 80 °С / 1 ч 120 °С / 3 ч |
Таблица 2
Значения плотности образцов пленки
|
Образец |
Значения плотности, г/см3 |
|
1 |
1,21 |
|
2 |
1,30 |
|
3 |
1,22 |
|
4 |
1,34 |
Степень отверждения образцов определяется количеством зольной фракции (табл. 3). На основании данного показателя были рассчитаны другие параметры молекулярной сетки полученных сополимеров: j – степень сшивки, среднее число сшитых звеньев, приходящихся на одну молекулу; Va – доля активных цепей; α – коэффициент разветвления; γ – плотность сшивки [10–11].
Таблица 3
Характеристики молекулярных сеток полимерных образцов
|
Образец |
S, % |
j, % |
Va, % |
α |
γ |
|
1 |
21,78 |
3,78 |
60,66 |
0,264 |
1,46 |
|
2 |
27,54 |
3,04 |
52,05 |
0,249 |
1,25 |
|
3 |
20,69 |
3,96 |
62,37 |
0,269 |
1,51 |
|
4 |
27,15 |
3,09 |
52,61 |
0,249 |
1,26 |
|
5 |
24,21 |
3,43 |
56,95 |
0,256 |
1,36 |
Количество золь фракции в сшитом полимере уменьшается с повышением температуры обработки. Наибольшую степень отверждения показал образец 5. Режим отверждения данного образца при максимальной температуре наиболее продолжительный из всех представленных образцов. Образец 1 без нагрева также характеризуется высоким значением сшитого полимера, что подтверждает протекание реакции между компонентами смеси в течение длительного времени выдержки, то есть происходит доотверждение. Отсутствие этапа холодного отверждения образца 4 и ускорение реакции при нагреве сразу после смешения, снизило степень прореагировавших компонентов. В случае образца 2 наблюдается самый низкий показатель гель фракции. Нагрев образцов выше 120 °С приводит к ухудшению внешнего вида пленок. Это связано на первоначальном этапе с переходом от физического взаимодействия форполимеров, например, посредством водородных связей и уменьшением расстояния между молекулами, а далее за счет взаимодействия между форполимерами и отверждением сополимера по ОН-группам с последующей дегидратацией и образованием двойных связей, длина которых меньше одинарной связи.
Важным подтверждением образования пространственной сетки в сополимере является набухание в растворителе, а коэффициент набухания показывает частоту образованной полимерной сетки [12].
Для определения структурных параметров сшивки полимера исследовали набухание образцов сополимеров. Первоначально был выбран растворитель на основании рассчитанной по формуле (1) константы Хаггинса χ, которая является мерой термодинамического сродства полимера и растворителя [13–14]. С этой целью использовали следующие растворители: хлороформ, ксилол, диметиформамид, ацетон (табл. 4). В качестве объекта исследования использовали образец сополимера 3, характеризующийся наименьшим значением золь фракции.
χ = 0,37 + 0,52V п (1) где V п – объемная доля полимера в набухшем образце.
Таблица 4
Рассчитанные константы Хаггинса
|
Образец |
χ |
|||
|
хлороформ |
ксилол |
ДМФА |
ацетон |
|
|
3 |
0,839 |
0,721 |
0,882 |
0,737 |
Наилучшим растворителям для определения структурных параметров сшивки полимера является растворитель с наименьшим значением константы Хаггинса. В данном случае – ксилол. Соответственно, далее эксперименты проводили с использованием ксилола. По полученным экс- периментальным данным рассчитаны следующие показатели: Ds – степень набухания, Мс – молекулярная масса отрезка цепи, заключенного между узлами; Nc – число цепей между узлами в единице объема; nc – число молей цепей, заключенных между узлами (табл. 5) [15–17].
Таблица 5
Рассчитанные характеристики сополимеров
|
Образец |
D s , % |
Мс, г/моль |
N c · 1023, 1/см3 |
nc, моль/см3 |
|
1 |
44,44 |
74,26 |
0,0980 |
0,016 |
|
2 |
43,09 |
67,67 |
0,1156 |
0,019 |
|
3 |
52,84 |
76,09 |
0,0965 |
0,016 |
|
4 |
67,98 |
79,69 |
0,1012 |
0,017 |
|
5 |
46,92 |
77,01 |
0,0860 |
0,014 |
Рассчитанные параметры подтверждают, что значения степени набухания согласуются с полученными значениями молекулярной массы отрезка цепи, заключенного между узлами. То есть коэффициент набухания находится в прямой зависимости от данной величины.
Заключение
В результате модификации эпоксиаминной смолы полиэфиром на основе себациновой кислоты с использованием амидного отвердителя был получен высокосшитый сополимер. Количество гель фракции и, соответственно, степень отверждения полученного продукта увеличивается с повышением температурного режима отверждения. Однако для достижения максимальной степени отверждения необходимо на первоначальном этапе образования сшитого полимера проводить холодное отверждение. Иначе, вероятно, с увеличением температуры надмолекулярная упорядоченность нарушается и взаимодействие преполимерных молекул носит флуктуационный характер, что приводит к снижению количества гель фракции. Экспериментально найденные степени набухания сополимеров подтверждают, что нагрев смеси форполимеров сразу после смешения способствует ускорению процессов сшивки и происходит образование связей по всем возможным центрам взаимодействия. Соответственно, в системе не успевают пройти релаксационные процессы, а флуктуация способствует низкой степени отверждения.
