Влияние ультрадисперсных добавок на микроструктуру и свойства вольфрамокобальтовых сплавов рабочих элементов буровой техники

Автор: Лебедев М.П., Винокуров Г.Г., Кычкин А.К., Васильева М.И., Махарова С.Н., Сивцева А.В., Федоров М.В., Довгаль О.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
Проведены исследования микроструктуры и механических свойств опытных образцов буровых пластин из вольфрамокобальтовых сплавов с ультрадисперсными добавками. Установлено, что для большинства разработанных составов плотность твердосплавного материала не ниже уровня плотности контрольного образца без ультрадисперсных добавок. Наблюдается практическое сохранение микроструктуры вольфрамокобальтовых сплавов при повышении содержания ультрадисперсных добавок карбида кремния. Выявлено, что наиболее перспективным является разработанный твердосплавный материал с ультрадисперсным карбидом кремния содержанием до 0,1%, который одновременно имеет высокую микротвердость и однородную микроструктуру.
Вольфрамокобальтовый сплав, ультрадисперсная добавка, микроструктура, буровая техника
Короткий адрес: https://sciup.org/148198957
IDR: 148198957 | УДК: 629.762
Influence of ultradisperse additives on the microstructure and properties of tungsten-cobalt alloys from drilling technics working elements
Are carried out researches of microstructure and mechanical properties of test samples of drilling plates from tungsten-cobalt alloys with ultradisperse additives. It is established, that for the majority of the developed structures density of hard-alloy material not below the level of density of control sample without ultradis-perse additives. Practical saving of tungsten-cobalt alloys microstructure is observed at increase of the mainte-nance of ultradisperse additives from silicon carbide. It is revealed, that the most perspective of developed al-loys is hard-alloy material with ultradisperse silicon carbide with maintenance up to 0,1 % which simultane-ously has high microhardness and homogeneous microstructure.
Текст научной статьи Влияние ультрадисперсных добавок на микроструктуру и свойства вольфрамокобальтовых сплавов рабочих элементов буровой техники
выкрашивание режущей кромки, приводящее к интенсивному износу рабочего элемента.
Одним из перспективных способов повышения износостойкости порошковых материалов инструментального назначения является использование в качестве модификаторов ультра-дисперсных порошков из тугоплавких металлов, карбидов, оксидов, нитридов и др. Результатом такого модифицирования является получение мелкозернистой микроструктуры, которая обеспечивает высокое сопротивление разрушению при трении материалов инструментального назначения.
Целью данной работы является исследование физико-механических свойств и микроструктуры опытных образцов из вольфрамокобальтовых сплавов рабочего элемента буровой техники с ультрадисперсными модифицирующими добавками для разработки научных основ способов повышения их износостойкости.
Материалы и методика экспериментальных исследований. Объектом исследования являются опытные вольфрамокобальтовые твердые сплавы, модифицированные ультрадис-персными добавками; изучено изменение их микроструктуры и свойств в зависимости от содержания модификаторов. В качестве модификаторов твердосплавного материала буровых пластин были использованы ультрадисперсные порошки шпинели магния MgAl 2 O 4 и карбида кремния SiC. Состав опытных образцов из модифицированных порошков приведен в табл. 1.
Таблица 1. Разработанные составы твердосплавных порошковых материалов с ультрадис-персными модифицирующими добавками
|
№ состава |
Порошок ВК 8, % масс. |
Модификатор УДП, %, масс. |
|
Шпинель магния MgAl2O4 |
||
|
1 |
99,9 |
0,1 |
|
2 |
99,7 |
0,3 |
|
3 |
99,5 |
0,5 |
|
4 |
99,2 |
0,8 |
|
5 |
99,0 |
1,0 |
|
Карбид кремния SiС |
||
|
6 |
99,9 |
0,1 |
|
7 |
99,8 |
0,2 |
|
0 |
100 |
0 |
Механические испытания для определения физико-механических свойств опытных буровых пластин проведены в центральной заводской лаборатории ЗАО «ДВ-технология» (г. Комсомольск-на-Амуре). Определение предела прочности при поперечном изгибе проведено по ГОСТ 20019 на разрывной машине МР-500. Измерение твердости по Роквеллу (ГОСТ 20017) осуществлено на приборе Роквелла модели 2140ТР с алмазным коническим наконечником. Плотности образцов установлены с использованием весов Т21-S (точность измерения 0,001); в качестве рабочей жидкости применялась дистиллированная вода. Определение пористости опытных образцов осуществлялось с помощью измерительного микроскопа УИМ-21 и установки для полировки образцов модели 3Е881.
Аналитические исследования элементного состава, микроструктуры, микротвердости опытных образцов проведены по следующей методике:
-
• химический состав определен по данным спектрального анализа на спектрометрах «Spectroport-F» и «WAS Foundry-Master»;
-
• металлографические исследования проведены на оптических микроскопах «Neophot-32» и «Axio Observer D1m»;
-
• микротвердость фаз измерена с помощью прибора «ПМТ-3» по требованиям ГОСТ 9450-76 с нагрузкой на индентор 2 Н;
-
• пространственная структура поверхности опытных образцов исследовалась на стереоскопическом микроскопе «Stemi 2000С».
Обработка экспериментальных результатов проведена в программной среде MathCad и в электронных таблицах Excel.
Обсуждение результатов. Механическими испытаниями опытных образцов установлено, при повышении плотности и твердости опытных компактов наблюдается снижение их предела прочности при поперечном изгибе. В таблице 2 приведены установленные физикомеханические характеристики разработанных твердосплавных материалов рабочего элемента буровой техники. У опытных образцов наблюдается снижение предела прочности при поперечном изгибе, однако в допустимых пределах физико-механические характеристик промышленных твердосплавных материалов. Также наблюдается повышение плотности компакта отдельных составов (составы №1, №2, №6), увеличение твердости (составы №1, №5).
Таблица 2. Физико-механические характеристики опытных буровых пластин
|
Состав |
Предел прочности при поперечном изгибе σ , кгс/мм2 |
Плотность, г/см3 |
Твердость HRA |
|
№0 |
182 |
14,377 |
89 |
|
№1 |
158 |
14,570 |
89,5 |
|
№2 |
131 |
14,509 |
89 |
|
№3 |
123 |
14,377 |
89 |
|
№4 |
120 |
14,207 |
88,5 |
|
№5 |
112 |
14,121 |
90,5 |
|
№6 |
119 |
14,473 |
88,5 |
|
№7 |
119 |
14,377 |
87 |
Как видно из таблицы 2, для шпинели магния с ростом количества ультрадисперсных добавок наблюдается монотонное снижение предела прочности, содержание карбида кремния практически не влияет на уровень прочности при изгибе. Уровень плотности твердосплавного компакта монотонно снижается, хотя для большинства разработанных составов не ниже уровня плотности контрольного образца (≈14,4 г/см3, табл. 2).
Зависимость твердости по Роквеллу опытных образцов буровых пластин от содержания ультрадисперсных модификаторов показывает, что для шпинели магния с ростом количества ультрадисперсных добавок наблюдается немонотонное изменение твердости по Роквеллу; с ростом содержания карбида кремния происходит снижение твердости по Роквеллу. Однако, твердость твердосплавного материала четырех разработанных составов не ниже чем, твердость исходного материала.
Химический анализ образцов показывает, что в образцах из модифицированных вольфрамокобальтовых сплавов основными элементами материала остаются вольфрам и кобальт. Во всех составах среднее содержание углерода С колеблется от ≈ 0,18% (состав №6) до ≈ 0,86% (состав №0); контрольный состав №0 не содержит ультрадисперсных добавок. Наличие в составах содержания никеля (от 0,21% до 1,75%) указывает на более высокий температурный запас вязкости и меньшую склонность к хрупкому разрушению. Среднее содержание хрома Сr является более равномерным по разработанным составам №1-№7 – от 0,027% до 0,06%, а в контрольном составе №0 наблюдается сравнительно большее количество: около 0,16%. Концентрация содержания кремния Si в контрольном составе №0 составляет приблизительно 0,52%. С изменением содержания ультрадисперсных добавок шпинели магния содержание кремния колеблется от 0,69% до 0,82%; при модифицировании ультрадисперсными добавками карбида кремния - от 0,75% до 1,0%. Содержание основного карбидообразующего элемента вольфрама W в контрольном составе без ультрадисперсных добавок составляет ≈86,1%. В случае с ультра-дисперсными добавками шпинели магния наблюдается изменение содержания W от 85,7% до 92,5%; с ультрадисперсными добавками карбида кремния W – от 87,5% до 93,9%. С увеличением содержания основного карбидообразующего элемента W содержание Cr снижается незначительно; поэтому химический состав разработанных модифицированных твердосплавных материалов способствует увеличению количества карбидов вольфрама – одних из основных упрочняющих фаз.
Микротвердость материала опытных образцов существенно меняется в зависимости от формирующегося состава и микроструктуры (табл. 3). Как видно из таблицы, наибольшую среднюю микротвердость имеют образцы №0, №6 и №7 с карбидом кремния, что связано, видимо, с наибольшим количеством карбидообразующих элементов в составе.
Таблица 3. Характеристики микротвердости модифицированного твердосплавного материала опытных образцов рабочего элемента буровой техники
|
Образец |
№0 |
№1 |
№2 |
№3 |
№4 |
№5 |
№6 |
№7 |
|
средняя микротвердость, МПа |
12089 |
8257 |
10565 |
8927 |
9848 |
10283 |
12336 |
11670 |
|
стандартное отклонение, МПа |
720,93 |
466,93 |
686,04 |
435,91 |
579,39 |
480,43 |
639,30 |
777,85 |
|
максимальная микротвердость, МПа |
13364 |
9006 |
11613 |
9568 |
10517 |
10864 |
13364 |
12891 |
|
минимальная микротвердость, МПа |
10864 |
7586 |
9568 |
8250 |
8743 |
9568 |
11229 |
10185 |
Максимальная микротвердость наблюдается в составах №0 и №6 ≈13364 МПа, однако большее стандартное отклонение выявлено у контрольного образца №0, у которого наименьшее значение микротвердости ≈ 10864 МПа, а среднее значение микротвердости ≈ 12089 МПа. Таким образом, у твердосплавного материала без модификаторов наблюдается существенный разброс значений микротвердости, что свидетельствует о существовании неоднородностей микроструктуры. Разработанный состав №6 характеризуется меньшим разбросом микротвердости – меньшим значением стандартного отклонения (табл. 3).
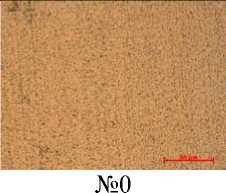
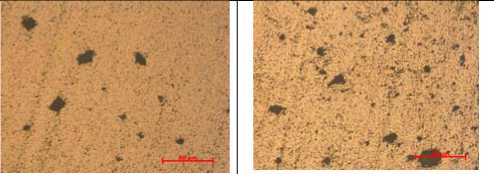
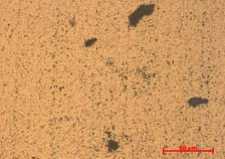
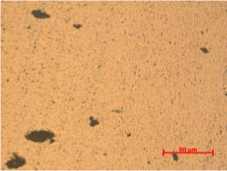
Микроструктура модифицированных сплавов является двухфазной: состоит из светлых угловатых и шпалообразных кристаллов WC и протравленных темных участков твердого раствора WC в кобальте (рис. 1). Характерные размеры шпалообразных зерен WC составляют ≈1-3 мкм, что указывает на мелкозернистую структуру [1]. Чем мельче частички (зерна) WC и равномернее они распределены в микроструктуре, тем лучше режущие свойства и выше прочность порошкового вольфрамового твердого сплава данной марки. Толщина кобальтовых прослоек и характер распределения кобальтовой фазы оценивались на нетравленом шлифе или после его травления в перекиси водорода.

№1
№2
№3

№5
№6
№7
Рис. 1. Микроструктура модифицированного сверхтвердого сплава опытных образцов (увеличение х200).
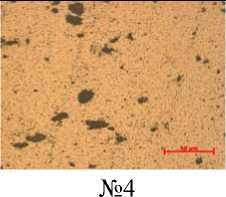
Установлено, что микроструктура составов №0, №6 и №7 является однородной, а в составах №1-№5 с увеличением процентного содержания ультрадисперсных добавок наблюдается неравномерное распределение протравленных участков размером 5-10 мкм. Также в составах №4 и №5 выявлено более глубокое травление, чем в составах №1-№3. Следовательно, с увеличением процентного содержания ультра-дисперсных добавок шпинели магния вольфрамокобальтовые сплавы становятся менее стойкими к кислотам.
Таким образом, исследования показали, что введение ультрадисперсных добавок влияет на микроструктуру твердосплавных материалов опытных образцов буровых пластин следующим образом: при введении 0,1% добавок шпинели магния в микроструктуре появляются отдельные неметаллические включения (рис. 1, №1), микротвердость снижается до 7586-9006 МПа в сравнении с микротвердостью основного твердосплавного материала без модификаторов (10864-13364 МПа). Увеличение содержания ультрадисперсных добавок шпинели магния с 0,1% до 0,3% приводит к некоторому повышению микротвердости (9568-11613 МПа). Дальнейшее увеличение ультрадисперсных добавок ведет к росту содержания неметаллических включений в покрытии, расположенных по границам частиц, формирующих материал при спекании (рис. 1, №3, №4, №5). Эти включения представляют собой конгломерат частиц ульт-радисперсных добавок, сохраняющийся при спекании. При этом микротвердость твердосплавного материала опытных образцов буровых пластин снижается (8250-9568 МПа). Как видно из рис. 1, №4 и №5 дальнейшее увеличение содержания ультрадисперсных добавок шпинели магния приводит к появлению более дисперсной микроструктуры твердосплавного материала, в которой, однако, отдельные частицы не сохраняя индивидуальность по форме и объему, спекаются в монолитный материал. Это приводит к повышению микротвердости твердосплавного материала (9568-10864 МПа). Таким образом, введение ультрадисперсных добавок шпинели магния приводит к колебаниям микротвердости, следовательно, к возможности управления микроструктурой твердосплавного материала опытных образцов буровых пластин в интервале 0,1-0,8%.
Как установлено исследованиями, наиболее перспективным является использование ультрадисперсных добавок карбида кремния, разработанные составы имеют высокий уровень микротвердости (до 13364 МПа), наблюдается практическое сохранение микроструктуры при повышении содержания ультрадисперсных добавок карбида кремния (рис. 1, №6 и №7). Поскольку при повышении содержания ультрадис-персных добавок карбида кремния до 0,2% происходит некоторое снижение микротвердости до 10185-12891 МПа, наиболее перспективным является модифицирование карбидом кремния до концентраций 1%.
Выводы:
-
1. Механическими испытаниями установлено, что для опытных буровых пластин наблюдается некоторое снижение предела прочности при поперечном изгибе, однако практически в допустимых пределах данной характеристики промышленных твердосплавных материалов. Для шпинели магния с ростом количества ульт-радисперсных добавок наблюдается монотонное снижение предела прочности, содержание карбида кремния практически не влияет на уровень прочности при изгибе. Выявлено повышение плотности компакта отдельных составов (составы №1, №2, №6), увеличение твердости (составы №1, №5). При этом для обоих видов ультра-дисперсных добавок с ростом их количества наблюдается монотонное снижение плотности твердосплавного компакта, хотя для большинства разработанных составов не ниже уровня плотности контрольного образца (≈14,4 г/см3). Для составов со шпинелью магния с ростом количества ультрадисперсных добавок наблюдается немонотонное изменение твердости по Роквеллу; с ростом содержания карбида кремния происходит снижение твердости по Роквеллу. Твердость по Роквеллу твердосплавного материала четырех из семи разработанных составов не ниже чем, твердость исходного материала.
-
2. Аналитическими исследованиями опытных образцов буровых пластин установлено, что химический состав разработанных модифицированных твердосплавных материалов способствует
увеличению количества карбидов вольфрама – одних из основных упрочняющих фаз. Выявлено, что по микроструктуре наиболее перспективным является разработанный твердосплавный материал состава №6 с ультрадис-персным карбидом кремния содержания 0,1%, поскольку наблюдается значение средней микротвердости 12336 МПа, превышающее среднюю микротвердость контрольного твердосплавного материала без добавок (12089 МПа) и микроструктура имеет небольшое количество участков с меньшей микротвердостью. При этом наблюдается практическое сохранение микроструктуры при повышении содержания ультра-дисперсных добавок карбида кремния. Однако, поскольку при повышении содержания ультра-дисперсных добавок карбида кремния до 0,2% происходит некоторое снижение микротвердости до 10185-12891 МПа, наиболее перспективным является модифицирование карбидом кремния до концентраций 0,1%.
-
3. Для обеспечения износостойкости твердосплавного материала буровых пластин, работающих в условиях комплексных ударноабразивных нагрузок, необходимым условием
является оптимальное сочетание противоположных свойств – твердости и пластичности. Установлено, что введение ультрадисперсных добавок шпинели магния приводит к колебаниям микротвердости, следовательно, к возможности управления микроструктурой твердосплавного материала опытных образцов буровых пластин в интервале содержания 0,1-0,8%.
Список литературы Влияние ультрадисперсных добавок на микроструктуру и свойства вольфрамокобальтовых сплавов рабочих элементов буровой техники
- Чапорова, И.Н. Структура спеченных твердых сплавов/И.Н. Чапорова, К.С. Чернявский. -М.: Металлургия, 1975. -247 с.
- Третьяков, В.И. Основы металловедения и технологии производства спеченных твердых сплавов. -М.: Металлургия, 1976. -528 с.
- Савицкий, Е.М. Металловедение вольфрама/Е.М. Савицкий, К.Б. Поварова, П.В. Макаров. -М.: Металлургия, 1978. -223 с.
- Зеликман, А.Н. Вольфрам/А.Н. Зеликман, Л.С. Никитина. -М.: Металлургия, 1978. -272 с.
- ГОСТ 4411-79. Изделия твердосплавные для горного инструмента.
