Влияние вида абразива и величины контактного давления на процесс доводки керамики

Автор: Ханов Алмаз Муллаянович, Муратов Карим Равилевич, Гашев Евгений Анатольевич
Рубрика: Технология
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Кратко представлены методы обработки керамических материалов. Для обработки технической керамики представлен процесс шлифования и доводки, описаны стадии обработки. На первой стадии сошлифовывается до 80 % подлежащего удалению материала, причем обработка ведется на повышенных скоростях крупнозернистым инструментом. На второй стадии шлифования объем сошлифованного материала уменьшается, вторая стадия обработки ведется абразивным инструментом с более мелким зерном. Третья стадия - доводка производится алмазными абразивными микропорошками, пастами нужной зернистости. Зачастую после стадии доводки осуществляют операцию полирования доведенной поверхности, при этом достигается класс точности 1-3 и низкая шероховатость. Проведены исследования процесса абразивной доводки образцов деталей изготовленных из материала на основе оксидной керамики марки ВШ-75. В ходе работы установлено, что работоспособность микропорошка алмаза в 15-30 раз больше по сравнению с работоспособностью микропорошков электрокорунда и карбида кремния зеленого. С увеличением зернистости возрастает величина суммарного съема и шероховатость обработанной поверхности. Для получения шероховатости по параметру Rz = 0,8 мкм, рекомендуется использовать микропорошок алмаза синтетического АСМ20. Также исследовано влияние контактного давления детали на притир в диапазоне от 25 до 150 кПа. С увеличением контактного давления от 25 до 50 кПа заметно возрастает величина суммарного съема, существенно уменьшается удельный расход алмазов и снижается шероховатость обработанной поверхности. Дальнейшее увеличение контактного давления до 150 кПа оказывает менее заметное влияние на параметры, а на поверхности инструмента появляются надиры и риски, что серьезно ухудшает внешний вид инструмента. Оптимальное контактное давление при доводке керамики на чугунном притире СЧ-28 следует считать 50-100 кПа.
Техническая керамика, абразивная доводка, шероховатость поверхности, суммарный съем материала
Короткий адрес: https://sciup.org/147151680
IDR: 147151680 | УДК: 621.923
Influence the abrasive type and the magnitude of the contact pressure on lapping of ceramics
This article summarizes the methods of processing of ceramic materials. For processing technical ceramics shows the process of grinding and lapping are described stage machining. In a first step, ground off up to 80 % of the material to be removed, the processing is performed at high speeds coarse tool. At the second grinding step of grinding volume of the material decreases, the second stage of processing is conducted by abrasion with finer grains. The third stage - made diamond lapping, abrasive micropowders, pastas desired granularity. Often, after the lapping stage polishing operation, while achieving accuracy class 1-3 and low roughness. Investigated lapping detail made of a material on the basis of oxide ceramics brand VSH-75. The work found that the performance of the diamond micro-powder in 15-30 times more compared with the performance of micron powders based Al2O3 and SiC. With increasing granularity of the grit increases removal material and roughness surface. To get the parameter of roughness Rz = 0.8 mm, it is recommended to use synthetic diamond micropowder ASM20. Also investigated the influence of the contact pressure in lapping in the range of 25 to 150 kPa. By increasing contact pressure of 25 to 50 kPa increases the magnitude of the total removal, significantly decreases the specific consumption of diamond and reduced roughness processed surface. Further increases in the contact pressure to 150 kPa, has a less marked effect on the parameters, and the tool surface defects appear and the scratches that seriously affects the appearance of the tool. Optimal contact pressure in lapping ceramic on cast iron lapping SCH-28 should be considered 50…100 kPa.
Текст научной статьи Влияние вида абразива и величины контактного давления на процесс доводки керамики
Керамика – это поликристаллические материалы и изделия из них, состоящие из соединений неметаллов III–VI групп периодической системы с металлами и получаемые путем формования и обжига соответствующего исходного сырья. Исходным сырьем могут служить как вещества природного происхождения (силикаты, глины, кварц и др.), так и получаемые искусственно (чистые оксиды, карбиды, нитриды и др.) [1]. В машиностроении из технической керамики изготавливают конструкционные высокотемпературные и огнеупорные детали (корпуса, тигли, зубчатые колеса, лопатки турбин); в инструментальной промышленности – пластинки для резцов; в химической промышленности – фильеры, детали аппаратов, работающих в агрессивных средах [2].
Механическая обработка керамики – это трудоемкий и сложный процесс, цель которого – получения изделий с необходимой степенью точности и качества обработанных поверхностей. Механическая обработка керамики может производиться различными способами:
-
1) абразивная обработка;
-
2) электроэрозионная и электрохимическая обработка;
-
3) ультразвуковая обработка;
-
4) гидродинамическая обработка;
-
5) лазерная обработка.
Наиболее распространенным видом механической обработки керамики является процесс шлифования и доводки. Для шлифования и доводки керамики в зависимости от еe свойств используют различные абразивные материалы, такие как естественный и искусственный корунды, карбид кремния, карбид бора. Применение алмазного шлифования целесообразно для обработки германия, кремния, стекла, кварца, керамики и твердых сплавов. Особенность алмазного обработки состоит в малом износе и высокой стойкости инструмента. По данным японских исследователей, стоимость обработки керамики в десятки раз превышает стоимость обработки конструкционных сталей [3–5].
1. Расчетная схема
Механическая обработка керамики зависит от свойств керамики, таких как твердость, хрупкость, прочность, пористость, состояние поверхности, термостойкость, а также от свойств абра-
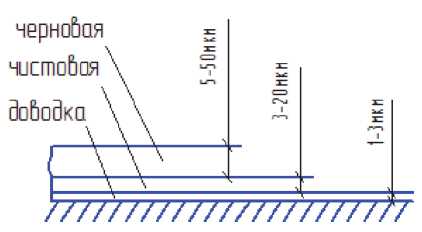
Рис. 1. Стадии механической обработки керамики
зивного материала и инструмента. Она также зависит от скорости съема керамики, прижимающего усилия, охлаждения шлифуемого изделия и других условий обработки. Механическую абразивную обработку керамики, как правило, выполняют в три стадии: черновая, чистовая и доводочная (рис. 1).
Представленные на рис. 1 стадии отличаются количеством сошлифованной керамики и шероховатостью обработанной поверхности (см. таблицу) [6].
Стадии финишной обработки керамики
|
Стадия |
Припуск, мкм |
Допускаемые отклонения размеров, мкм |
Шероховатость поверхности по Rz, мкм |
|
Черновая |
300 |
± (5–50) |
6,3–1,6 |
|
Чистовая |
50–100 |
± (3–20) |
1,6–0,8 |
|
Доводка |
3–10 |
± (1–3) |
0,8–0,032 |
На первой стадии, как правило, сошлифовывается до 80 % подлежащего удалению материала, причем обработка ведется на повышенных скоростях крупнозернистым инструментом, в результате чего на поверхности остаются глубокие риски и сколы. Припуск в размере детали может составлять 0,3–0,5 мм, бывает одно- и двухсторонним и зависит от размеров детали. На второй стадии шлифования объем сошлифованного материала уменьшается, шероховатость поверхности также уменьшается, так как вторая стадия обработки ведется абразивным инструментом с более мелким зерном. Третья стадия – доводка до номинального размера – обычно производится алмазными, абразивными микропорошками, пастами требуемой зернистости. Зачастую после стадии доводки осуществляют операцию полирования доведенной поверхности, при этом достигается класс точности 1–3 и низкая шероховатость.
На различных стадиях шлифования характер разрушения поверхности керамики различен. Так, при черновом алмазном шлифовании преобладает хрупкое разрушение. Наблюдаются два вида такого разрушения: первый – это раскалывание в результате прижимающего усилия абразивного инструмента, второе – это отрыв (выкрашивание) отдельных кристаллов (зерен) от связующей фазы под действием тангенциальных сил, возникающих при относительном передвижении керамики и абразива.
Под действием этих сил происходит частичное истирание алмаза и возможен скол или затупление его углов или граней. После черновой обработки на поверхности остаются дефекты (царапины, сколы), число которых зависит от размера, формы и свойств алмазного зерна. На стадии чистого шлифования применяют абразивный инструмент меньшей зернистости, в результате чего уменьшается хрупкое разрушение и начинают преобладать истирающее действие и пластичная деформация. Поверхность керамики выравнивается. Стадию доводки выполняют обычно алмазными или абразивными микропорошками и пастами тонкой зернистости в основном с истирающим действием. Поверхность керамики доводят до класса точности 1–4.
Таким образом, механическая обработка керамических изделий путем шлифования – сложный процесс, зависящий от свойств керамики, свойств шлифовального инструмента, параметров шлифования и других факторов. В настоящей работе исследован процесс доводки образцов из керамики марки ВШ-75 (HRC 90-93). По твердости тепло- и износостойкости данный материал превосходит твердые сплавы. К недостаткам керамики марки ВШ-75 относят низкую прочность и большую хрупкость. Инструменты, оснащенные пластинками, изготовленными из керамики марки ВШ-75, не теряют своей твердости при нагревании в процессе работы до 1200 °С, поэтому их применяют в условиях безударной нагрузки при чистовой и получистовой обработке стальных и чугунных деталей, цветных металлов и их сплавов, при работе на высоких скоростях с небольшими глубинами резания и подачами.
2. Экспериментальные исследования
Проведены комплексные исследования процесса а б разивной доводки об р азцов деталей изготовленных из материала на основе оксидной керамики марки ВШ-75 (HRC 90-95) на плоскодоводочном оборудовании с «растровой» траекторией дв и жения инструмента [7]. Требования к поверхности образцов деталей: шероховатость Rz не более 0,9 мкм.
Известно, что свойства применяемого при доводке абразивного микропорошка оказывают существенной влияние на результаты обработки. Особенно это должно проявляться при доводке такого высокотвердого материала, как керамика. Проведенное нами сравнительное исследование работоспособности микропорошков электрокорунда б е лого (ЭБМ40), карби д а кремния з еленого (КЗМ40) и алмаза синтетического (АСМ40) при доводке на чугунном притире (марк а СЧ-28) подтверждает это. Работоспособность микропорошка алмаза синтетического АСМ40 по величине суммарного съема ( Н , мкм) за 4 мин обработки в 15–30 раз больше по срав н ению с работоспособностью микропорошков ЭБМ40 и КЗМ40 за это же время (рис. 2, а). Объя с няется это тем, что твердость обрабатываемого материала мало уступает т вердости микропорошков электрокорунда белого ЭБМ40 и карбида кремния зеленого КЗМ40, но значительно меньше твердост и алмаза синтетического АСМ40. Шероховатость обработанно й поверхности практически не зависит от вида абразивного материала и изменяется в пределах одного класса (рис. 2, б).
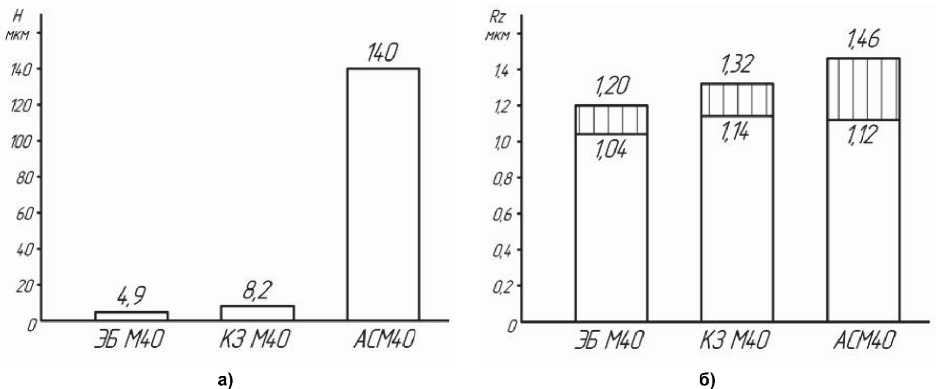
Рис. 2. Сравнительные исследования абразивного материала при доводке оксидной керамики марки ВШ-75, время обработки Т = 4 мин: а – суммарный съем материала ( Н , мкм); б – шероховатость обработанной поверхности по параметру Rz , мкм
Учитывая чрезвычайно высокую работоспособно с ть микропорошка ал м аза синтетического по величине съема, предпочтительно его использовать при доводке таких в ы сокотвердых материалов, как оксидная керамика.
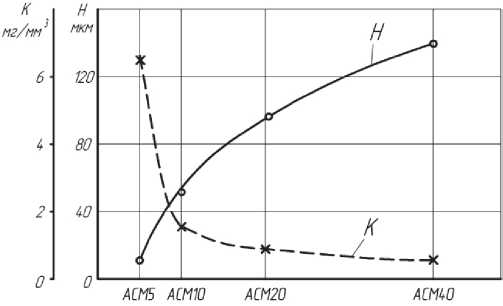
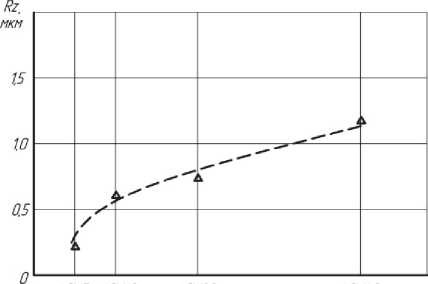
С изменением зернистости алмазного микропорошка при прочих равных условиях изменяются размеры и количество алмазных зерен, участвующих в работе. Поэтому изменение зернистости микропорошка сказывается на условиях микрорезания и влияет на производительность доводки, удельный расход алмазов (K, мг/мм3) и шероховатость обработанной поверхности. Результаты исследования доводки оксидной керамики ВШ-75 микропорошками алмаза различной зернистости показали, что величина суммарного съема (Н, мкм) возрастает при увеличении зернистости микропорошка от АСМ5 до АСМ40 (рис. 3, а). Объясняется это тем, что по мере увеличения размеров алмазных зерен уменьшается их общее количество, увеличивается нагрузка на каждое зерно, оно глубже проникает в обрабатываемый материал и срезает микростружки больших размеров. С увеличением зернистости условный удельный расход алмазов (K, мг/мм3) снижается, причем особенно интенсивно при изменении зернистости от АСМ5 до АСМ10 (рис. 3, а). С увеличением зернистости алмазного микропорошка от АСМ5 до АСМ40 шероховатость доведенной поверхности возрастает от Rz = 0,27…1,14 мкм (рис. 3, б).
а) б)
Рис. 3. Сравнительные исследования влияния зернистости алмазного микропорошка при доводке керамики: а – удельный расхода алмазов ( К , мг/мм3) и суммарный съема ( Н , мкм); б – шероховатости обработанной поверхности по параметру Rz , мкм
Учитывая, что при доводке микропорошком марки АСМ20 обеспечивается достаточно высокая производительность, невысокий удельный расход алмазов и требуемая шерохов а тость поверхности Rz = 0,7…0,8 мкм, дальнейшие исследования были проведены с использованием этого микропорошка.
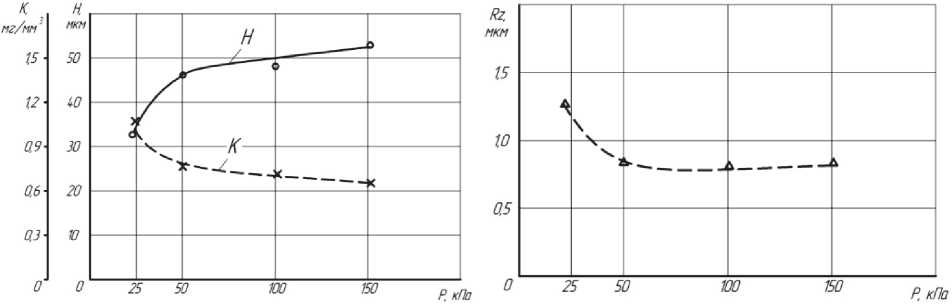
Контактное давление деталей на притир передается через алмазны е зерна, находящиеся между ними и определяет величину нагрузки на каждое работающее зер н о, а также влияет на условия микрорезания. Влияние контактного давления при доводке керамики алма з ным микропорошком АСМ20 на чугунном притире СЧ-28 исследовано в интервале от 25 д о 150 кПа. Экспериментально установлено, что величина сум м арного съема (Н) возрастает при увеличении контактного давления от 25 до 50 кПа и мало изменяется при дальнейшем его у в еличении до 150 кПа (рис. 4, а).
а) б)
Рис. 4. Сравнительные исследования влияния контактного давления при доводке керамики алмазным микропорошком АСМ20: а – суммарный съема ( Н ), и удельный расход алмазов ( K ); б – шероховатость обработанной поверхности ( Rz )
Последнее обстоятельство можно объяснить интенсивным измельчением алмазных зерен микропорошка под воздействием большой нагрузки. Удельный расход алмазов ( K ) уменьшается по мере увеличения контактного давления, наибольшая интенсивность уменьшения расхода алмазов наблюдается при контактном давлении в интервале от 25 до 50 кПа (рис. 4, а).
Шероховатость обработанной поверхности Rz уменьшается от 1,28 до 0,70 мкм при увеличении контактного давления от 25 до 50 кПа и практически не изменяется при дальнейшем его увеличении до 150 кПа (рис. 4, б). Последнее обстоятельство подтверждает предположение об интенсивном разрушении – измельчении алмазных зерен при увеличении давления. Следует отметить, что при доводке с контактным давлением равным 150 кПа на поверхности инструмента (чугунный притир СЧ-28) появляются надиры, и риски что серьезно ухудшает внешний вид инструмента. Таким образом, оптимальное контактное давление при доводке керамики на чугунном притире СЧ-28 следует считать 50…100 кПа.
3. Выводы
1. Зернистость микропорошков синтетического алмаза оказывает существенное влияние на производительность обработки и шероховатость обработанной поверхности. С увеличением зернистости возрастает величина суммарного съема и шероховатость обработанной поверхности. Для получения шероховатости по параметру Rz = 0,8 мкм, рекомендуется использовать микропорошок алмаза синтетического АСМ20.
2. Контактное давление детали на притир оказывает влияние на результаты доводки. С увеличением контактного давления от 25 до 50 кПа заметно возрастает величина суммарного съема, существенно уменьшается удельный расход алмазов и снижается шероховатость обработанной поверхности. Дальнейшее увеличение контактного давления до 150 кПа оказывает менее заметное влияние на эти параметры. Оптимальное контактное давление при доводке керамики на чугунном притире СЧ-28 следует считать 50…100 кПа.
4. Обсуждение и применение
На основе полученных результатов в дальнейшем будут проведены исследования параметров режима работы станка с «растровой» траекторией движения инструмента (амплитуда и частота колебаний притира) на качественные и количественные показатели обработки керамики.
Работа выполнена при финансовой поддержке ПНИПУ, грант в номинации «Поддержка молодых докторантов».
Список литературы Влияние вида абразива и величины контактного давления на процесс доводки керамики
- Матренин, С.В. Техническая керамика: учеб. пособие/С.В. Матренин, А.И. Слосман. -Томск: ТПУ, 2004. -75 с.
- Кремень, З.И. Скоростная алмазная обработка деталей из технической керамики/З.И. Кремень. -Л.: Машиностроение, 1984. -131 с.
- Керамика для машиностроения/А.П. Гаршин, В.М. Гропянов, Г.П. Зайцев, С.С. Семенов. -М.: Изд-во «Научтехлитиздат», 2003. -384 с.
- Kang, J. Examination of the material removal mechanisms during the lapping process of advanced ceramic rolling elements/J. Kang, M. Hadfield//Original Research Article. -2005. -Vol. 258. -P. 2-12.
- Jeong-Du, K. A study on the optimization of the cylindrical lapping process for engineering fine-ceramics (Al2O3) by the statistical design method/K. Jeong-Du, Ch. Min-Seog//Journal of Materials Processing Technology. -1995. -Vol. 52. -P. 368-385.
- Балкевич, В.Л. Техническая керамика: учеб. пособие для втузов. -2-е изд., перераб. и доп./В.Л. Балкевич. -М.: Стройиздат, 1984. -256 с.
- Nanoroughness produced by systems with raster kinematics on surfaces of constant curvature/A.M. Khanov, R.A. Muratov, K.R. Muratov, E.A. Gashev//Russian Engineering Research. -2010. -Т. 30, no 5. -P. 528-529.
