Восстанавливающие и защитные материалы для обработки поверхности дорог

Автор: С.Ю. Шеховцова, Е.В. Королев
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 4 (83), 2021 года.
Бесплатный доступ
Предотвратить или консервировать преждевременное разрушение асфальтобетонных покрытий автомобильных дорог можно посредством обработки поверхности защитно-восстанавливающими материалами. Однако применение существующих решений по данному вопросу зачастую приводит к ухудшению сцепления колеса транспортного средства с обработанным покрытием и снижению устойчивости к истирающим воздействиям, что влияет на безопасность движения. Данное научное исследование направлено на разработку эффективного состава защитно-восстанавливающего материала. Оценка влияния степени модифицирования от содержания нефтеполимерных смол в битумном вяжущем осуществлялась с помощью разработанного критерия качества, учитывающего вклад содержания модификатора. Подобран растворитель, который обеспечивает эффективное диспергирование и стабильность полученной суспензии. Изучено влияние наномодификатора в составе восстанавливающего материала на свойства асфальтобетона, заключающееся в повышении трещиностойкости на 49 %, водостойкости на 11, сцепления при сдвиге – на 6,1 %.
Асфальтобетон, пропитка, защита, омоложение, наномодифицирование.
Короткий адрес: https://sciup.org/142230517
IDR: 142230517 | УДК: 625.75 | DOI: 10.53980/24131997_2021_4_62
Restorative and protective materials for road surface treatment
It is possible to prevent or preserve the premature destruction of asphalt-concrete road surfaces by treating the surface with protective and restorative materials. However, the use of existing solutions on this issue often leads to a decrease in the grip of the vehicle wheel with the treated coating, a decrease in resistance to abrasion, which reduces traffic safety. This scientific research is aimed at developing an effective composition of a protective and restorative material. The influence of the degree of modification on the content of petroleum polymer resins in the bitumen binder was evaluated using the developed quality criterion that takes into account the contribution of the content of the modifier. A solvent has been selected that provides effective dispersion and stability of the resulting suspension. The influence of a nanomodifier in the composition of a reducing material on the properties of asphalt concrete, consisting in an increase in crack resistance by 49%, water resistance by 11%, shear adhesion by 6.1%, was studied.
Текст научной статьи Восстанавливающие и защитные материалы для обработки поверхности дорог
Состояние покрытия автомобильной дороги во многом определяет социально-экономическое развитие развитых стран. Увеличение числа транспортных средств и нагрузки на дорожное полотно приводит к преждевременному разрушению сплошности асфальтобетонного покрытия, что способствует увеличению объема ремонтно-восстановительных работ [1].
Эффективным методом предотвращения разрушительных процессов в покрытии является его обработка различными защитными и восстанавливающими составами (ЗВМ) [2 - 4].
Основная цель использования таких составов – формирование прочного защитного слоя, глубоко проникающего в объем дорожного композита, обеспечивающего кольматацию порового пространства и устойчивого к воздействию жидких сред (воды, растворов различных химических агентов) [5].
Первые упоминания об исследовании защитных или восстанавливающих составов относятся к 1970-м гг. [6]. Проводилась оценка глубины проникновения таких составов в асфальтобетон по показателям пенетрации и вязкости битумного вяжущего, извлеченного из покрытия [7]. Исследователями из Китая [8] изучалась пропиточная способность восстанавливающих материалов (реюниваторы) на различной основе. Установлено, что все рассматриваемые реюниваторы увеличивают пластичность «состаренного» вяжущего в верхнем слое асфальтобетонного покрытия на глубине 1 см, а эмульсия на основе смолы и реюниватор из восстановленного асфальтового вяжущего способны проникать на глубину до 2 см.
Группой ученых [9] установлено, что фактором, влияющим на уменьшение пустотности асфальтобетона после обработки реюниватором, является скорость его подачи на поверхность покрытия. Однако для обоснования зависимости описанного эффекта требуется дополнительные исследования из-за наличия взаимосвязи с функциональностью обрабатываемого покрытия.
Обобщая существующие исследования, можно сделать вывод, что одними из недостатков существующих защитно-восстанавливающих материалов, применяемых для поверхностной обработки асфальтобетонных покрытий, является снижение коэффициента сцепления колеса транспортного средства с покрытием автомобильной дороги, недостаточная устойчивость к истирающим воздействиям, вследствие низкого адгезионного сцепления, их низкая текучесть (высокая вязкость) при эксплуатационных температурах окружающей среды, что снижает их скорость проникновения в структуру асфальтобетона [5 - 9]. В связи с этим в настоящее время актуально применение жидких композиций на основе битума, в которых используются органические растворители с дополнительными модификаторами. Отечественные научно-исследовательские работы направлены не на изучение влияния компонентного состава и технологических процессов приготовления ЗВМ на свойства асфальтобетона, а на подбор рационального соотношения компонентов в составе [10, 11]. Поэтому формирование знаний и опыта позволит ликвидировать существующие проблемы в данной области.
Материалы и методы исследования
Для разработки наномодифицированного состава ЗВМ использовался экспериментальный метод, для оптимизации состава - аналитический метод.
Для приготовления ЗВМ применяли нефтяной дорожный битум марки БНД 90/130 производства ПАО «Лукойл».
В качестве модифицирующего компонента рассматривались нефтеполимерные смолы (НПС): пиропласт 2К – продукт пиролиза фракции С 9 при 125–200 °С с термической полимеризацией; инден-кумарон – продукт термической и/или каталитической полимеризации фракции С 9 при 120 - 210 °С продуктов пиролиза, производства группы компаний «Еврохим».
В качестве органических растворителей использовали: растворитель 1 – продукт дистилляции нефти, смесь жидких ароматических и алифатических углеводородов (не более 50 % из каждой группы), производства ЗАО «НХК АРИКОН»; растворитель 2 – продукт прямой ректификации среднедистиллятной фракции нефти, с температурой кипения в диапазоне 150– 250 ° С, производства ЗАО «НХК АРИКОН».
Для наномодифицирования ЗВМ применяли углеродные нановолокна (УНВ): углеродная нанофибра (УНФ) Pyrograf III Carbon Nanofiber – одномерные нитевидные наномасштаб-ные частицы графита, не имеющие ярко выраженной цилиндрической ориентации графеновых слоев, а также внутренней полости, производства OOO (Inc.) Pyrograf Products, США.
Введение углеродной нанофибры в композицию ЗВМ производили посредством предварительного распределения в растворителе с помощью ультразвукового диспергатора Sonics Vibra-Cell.
Внешний вид образцов дисперсных сред «растворитель – углеродная нанофибра» до и после воздействия ультразвукового диспергирования (УЗД) представлен на рисунке 1.
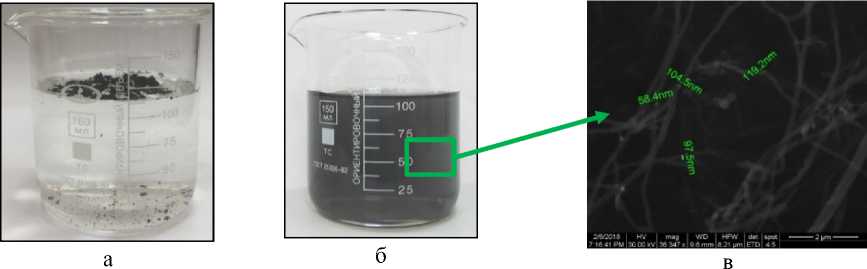
Рисунок 1 – Внешний вид образцов:
а - до и б - после воздействия ультразвукового диспергирования;
в - микрофотография углеродного наномодификатора после УЗД
Дисперсность углеродной нанофибры определяли на приборе Zetatrac методом лазерной дифракции.
Выбор указанного наноразмерного модификатора обосновывается следующим:
-
1) наноразмерные углеродные системы имеют высокое сродство с органическими растворителями и нефтяным битумом (об этом свидетельствуют многочисленные положительные результаты, полученные отечественными и зарубежными исследователями);
-
2) углеродная нанофибра имеет более низкую стоимость по сравнению с одно- и многослойными нанотрубками соответственно в среднем в 25 и 8 раз.
Приготовление защитно-восстанавливающих материалов в лабораторных условиях осуществлялось при последовательном многостадийном перемешивании: первый этап – модифицирование битумного вяжущего нефтеполимерной смолой (пиропласт 2К или инден-кума-рон); второй – модифицирование органического растворителя углеродной нанофиброй (получение прекурсора); третий этап – совмещение прекурсора и модифицированного битумного вяжущего – наномодифицированный ЗВМ.
Результаты и обсуждение
Для выбора эффективной из рассматриваемых НПС производилась оценка их влияния на физико-механические свойства битумных вяжущих (табл. 1).
Таблица 1 Влияние содержания НПС на физико-механические свойства битума
|
Наименование показателя |
Метод, ГОСТ |
Содержание НПС, %, сверх 100 % от массы битума |
|||||
|
0 |
3 |
6 |
9 |
12 |
15 |
||
|
инден-кумарон |
|||||||
|
Глубина проникания иглы, при 25 ° С |
11501 |
73 |
74 |
79 |
68 |
47 |
41 |
|
Глубина проникания иглы, 0 ° С |
11501 |
29,5 |
30 |
32 |
23 |
19 |
18 |
|
Температура размягчения по методу КиШ, ° С |
11505 |
47 |
47 |
48 |
50 |
51 |
52 |
|
Адгезия, балл |
12801 |
2 |
3 |
4 |
4 |
4 |
4 |
Продолжение таблицы 1
|
Наименование показателя |
Метод, ГОСТ |
Содержание НПС, %, сверх 100 % от массы битума |
|||||
|
0 |
3 |
6 |
9 |
12 |
15 |
||
|
пиропласт-2К |
|||||||
|
Глубина проникания иглы, при 25 ° С |
11501 |
73 |
72 |
61 |
53 |
50 |
49 |
|
Глубина проникания иглы, при 0 ° С |
11501 |
29,5 |
29 |
26 |
21 |
21 |
18 |
|
Температура размягчения по методу КиШ, ° С |
11505 |
47 |
47 |
48 |
49 |
49 |
50 |
|
Адгезия, балл |
12801 |
2 |
2 |
3 |
3 |
4 |
4 |
Оценку влияния содержания нефтеполимерных смол на модифицирование битумного вяжущего производили по следующим частным критериям:
-
- критерий I C j , характеризующий влияние содержания нефтеполимерных смол на глубину проникания иглы при 0 и 25 оС, температуру размягчения и адгезионное сцепление:
I cj =
j ( НПС ) jБ ( Бит )
1 j ( Бит )
■ — - 100% , сi
где Ij(НПС) - численное значение показателя свойства битума с НПС; Ij(Бит) - численное зна- чение показателя свойства нефтяного битума; сi – содержание НПС, % по массе.
Представленные частные критерии использовались также для вычисления средних значений частных критериев в исследуемом температурном диапазоне и приведенных критериев качества, а именно:
I
n
Z I Cn 2,
F
;
n
n
I
C j
n
,
где n – количество частных критериев.
Результаты расчета, частных и приведенного критериев качества представлены в таблицах 2 и 3.
Таблица 2
Частные критерии, характеризующие вклад единицы массы содержания нефтеполимерных смол в модифицирование битумного вяжущего
|
Частные критерии качества |
Содержание НПС, % |
||||
|
3 |
6 |
9 |
12 |
15 |
|
|
инден-кумарон |
|||||
|
I C п 25 |
0,46 |
1,37 |
-0,76 |
-2,97 |
-2,92 |
|
I Cn о |
0,56 |
1,41 |
-2,45 |
-2,97 |
-2,60 |
|
I разм |
0,00 |
0,35 |
0,71 |
0,71 |
0,71 |
|
I C Адгезия |
16,67 |
16,67 |
11,11 |
8,33 |
6,67 |
Продолжение таблицы 2
|
Частные критерии качества |
Содержание НПС, % |
||||
|
3 |
6 |
9 |
12 |
15 |
|
|
пиропласт 2К |
|||||
|
IC i П 25 |
-0,46 |
-2,74 |
-3,04 |
-2,63 |
-2,19 |
|
IC i П 0 |
-0,56 |
-1,98 |
-3,20 |
-2,40 |
-2,60 |
|
I i разм |
0,00 |
0,35 |
0,47 |
0,35 |
0,43 |
|
I C Адгезия |
0,00 |
8,33 |
5,56 |
8,33 |
6,67 |
Таблица 3
Средние значения приведенных критериев качества
|
Критерий качества |
Содержание НПС, % |
||||
|
3 |
6 |
9 |
12 |
15 |
|
|
инден-кумарон |
|||||
|
FC i |
4,1 |
5,0 |
2,1 |
1 |
0,70 |
|
пиропласт 2К |
|||||
|
F C i |
0,5 |
1,50 |
0,5 |
1,2 |
0,70 |
Анализ полученных результатов (см. табл. 3) показывает, что наибольший модифицирующий эффект, оцениваемый величиной критерия F C , при введении в битумное вяжущее рассмотренных нефтеполимерных смол наблюдается при их содержании 6 %. Указанное содержание НПС использовано для проведения дальнейших исследований и разработок.
На втором этапе разработки состава наномодифицированного защитно-восстанавливаю-щего материала осуществлялась оптимизация базового (контрольного) состава. На данном этапе необходимо подобрать растворитель, совместимый с органическим вяжущим, а также позволяющий обеспечить максимальное диспергирование углеродной нанофибры и стабильность ее суспензии.
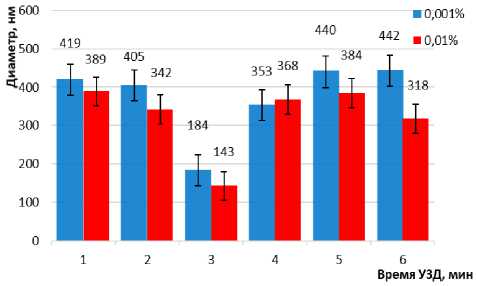
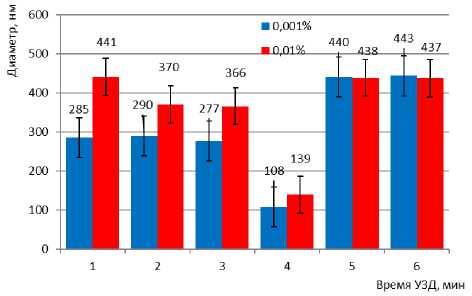
Диспергирование углеродной нанофибры производили в двух растворителях. При этом получали суспензии с двумя концентрациями углеродной нанофибры С 1 = 0,001 % и С 2 = 0,01 %. Оценку качества диспергирования производили по величине приведенного диаметра дисперсной фазы (углеродной нанофибры) в суспензии (рис. 2).
б
Рисунок 2 – Влияние времени ультразвука на средний приведенный диаметр углеродной нанофибры в суспензии: а - растворитель 1; б - растворитель 2
Полученные результаты (см. рис. 2) показывают, что зависимость среднего приведенного диаметра углеродной нанофибры в суспензии от продолжительности диспергирования имеет экстремальный характер. Наименьшее значение среднего приведенного диаметра углеродной нанофибры в суспензии для растворителя 1 наблюдается после 3 мин диспергирования, а для растворителя - после 2-4 мин диспергирования и для суспензии с растворителем 1 составляет 143-184 нм, а с растворителем 2 – 108-139 нм (в зависимости от концентрации углеродной нанофибры). Однако суспензии на основе растворителя 2 не являются стабильными, и через 7 сут хранения наблюдается выпадение осадка. Поэтому далее для приготовления суспензии использовался растворитель 1.
Для ЗВМ при прочих равных условиях важными показателями качества являются однородность материала, которая должна сохраняться в течение заданного периода времени, время высыхания и адгезионное сцепление. Установление оптимального соотношения компонентов ЗВМ и оценка их совместимости были проведены для трех составов (табл. 4, 5).
Таблица 4
Процентное соотношение компонентного состава ЗВМ
|
Наименование компонентов |
№ состава, содержание компонентов, % |
||
|
1 |
2 |
3 |
|
|
Модифицированное вяжущее: - БНД 90/130 - 100 % - НПС инден-кумарон - 6 % |
45 |
55 |
65 |
|
Растворитель 1 |
55 |
45 |
35 |
Таблица 5
Технологические и эксплуатационные свойства ЗВМ
|
Наименование показателей качества |
Требования ОДМ 218.3.073-2016 |
Фактические результаты, составы |
||
|
1 |
2 |
3 |
||
|
Время высыхания, мин |
не более 180 |
55 |
60 |
95 |
|
Однородность, через 7 сут |
одно |
родно, комки и сгустки отсутствуют |
||
|
Адгезия, балл |
не менее 4 |
3 |
4 |
4 |
Результаты, представленные в таблице 5, показывают, что состав № 1 не соответствует требованиям ОДМ 218.3.073-2016 по адгезионному сцеплению. По этому показателю можно использовать только составы № 2 и 3. При этом по показателю «время высыхания» все исследуемые составы соответствуют требованиям: максимальное значение имеет состав № 3 (95 мин), а минимальное значение – состав № 1 (55 мин). По однородности также все составы соответствуют требованию нормативно-технического документа. В связи с этим выбор состава ЗВМ может осуществляться по обобщенному критерию вида:
3 m
ag un , I t
где I t – показатель «время высыхания» (60 – нормировочный коэффициент); I ag – показатель «Адгезия» (при выполнении требования нормативно-технического документа по адгезии I ag = 1; при невыполнении требования – I ag = 0); I un – показатель «однородность» (при отсутствии сгустков и комков I un = 1; при наличии сгустков и комков – I un = 0).
Значения обобщенного критерия F m для состава № 1 F m = 0, для состава № 2 – F m = 1, а для состава № 3 – F m = 0,86.
Таким образом, по указанным показателям качества оптимальным является состав № 2, содержащий модифицированное битумное вяжущее – 55 %, растворитель 1 – 45 %.
Положительное влияние наноразмерных модификаторов на свойства битумных материалов широко известно [19, 20]. Введение наномодификатора в ЗВМ позволит дополнительно структурировать мальтеновую составляющую модифицированного битумного вяжущего, что будет способствовать увеличению ее когезионной и адгезионной прочности.
На третьем этапе разработки наномодифицированного состава защитно-восстанавлива-ющего материала осуществлялся подбор оптимального содержания наномодификатора – углеродной нанофибры (табл. 6).
Таблица 6
Процентное соотношение компонентного состава и свойства наномодифицированного ЗВМ
|
Наименование |
№ состава |
|||
|
контрольный |
1 |
2 |
3 |
|
|
Содержание компонентов, % |
||||
|
Модифицированное вяжущее: - БНД 90/130 – 100 % - НПС инден-кумарон – 6 % |
55 |
|||
|
Растворитель 1 |
45 |
|||
|
Углеродная нанофибра |
– |
0,001 |
0,01 |
0,1 |
|
Наименование показателей качества |
Фактические результаты |
|||
|
Время высыхания, мин |
60 |
50 |
43 |
42 |
|
Однородность, через 7 сут |
однородно, комки и сгустки отсутствуют |
|||
|
Однородность, через 21 сут |
осадок |
однородно |
||
|
Адгезия, балл |
4 |
5 |
5 |
5 |
Результаты, представленные в таблице 6, показывают, что введение углеродной нанофибры в исследуемом диапазоне позволяет улучшить адгезионное сцепление на 25 % и сокра- тить продолжительность высыхания на 16-30 %.
Для исследования влияния разрабатываемых защитно-восстанавливающих материалов на показатели качества асфальтобетона была подобрана и испытана смесь щебеночно-мастичного асфальтобетона (ЩМА), соответствующая по зерновому составу типу ЩМА-15. Проектирование состава асфальтобетонной смеси проводили в соответствии с требованиями ГОСТ 31015-2002. Для сравнительного анализа результатов разработки ЗВМ производилось сравнение с существующими промышленными аналогами отечественного (Брит-ЗВС) и зарубежного (Суртреат) производства, расход которых соответствовал рекомендуемым от производителя – 1,0 и 0,35 дм3/м2 соответственно. Расход разрабатываемого ЗВМ составил 0,35 дм3/м2.
Выбор оптимального состава ЗВМ осуществлялся по величине обобщенного критерия качества, рассчитываемого по формуле (5):
Fк = Kфм = kR 20 ⋅ kRp ⋅ ktg ⋅ kC ⋅ kW
где kR20 – коэффициент, учитывающий относительное изменение предела прочности при сжатии; kRp – коэффициент, учитывающий относительное изменение трещиностойкости при сжатии; ktg – коэффициент, учитывающий относительное изменение коэффициента внутреннего трения; kC – коэффициент, учитывающий относительное изменение сцепления при сдвиге; kW – коэффициент, учитывающий относительное изменение водостойкости при длительном во- донасыщении.
Оптимальному составу соответствует максимальное значение обобщенного критерия качества. Результаты экспериментальных исследований свойств асфальтобетонных образцов, обработанных ЗВМ с различным содержанием нанофибры, и образцов, обработанных аналогами, представлены в таблице 7.
Таблица 7
Влияние ЗВМ на свойства асфальтобетона
Значения обобщенного критерия качества
|
Наименования показателей |
Значение показателя |
|||||
|
контр. образцы |
образцы, обработанные ЗВМ |
|||||
|
суртреат (США) |
БРИТ-ЗВС (РФ) |
1 |
2 |
3 |
||
|
Предел прочности при сжатии, МПа, при температуре 20 °С |
3,9 |
4,3 |
4,2 |
4,4 |
4,4 |
4,4 |
|
Трещиностойкость, МПа, при температуре 0 °С |
3,1 |
3,9 |
4,4 |
4,2 |
4,5 |
4,7 |
|
Коэффициент внутреннего трения |
0,94 |
0,94 |
0,94 |
0,94 |
0,94 |
0,94 |
|
Сцепление при сдвиге, при температуре 50 °С, МПа |
4,24 |
3,12 |
3,11 |
4,20 |
4,30 |
4,50 |
|
Водостойкость при длительном водонасы-щении |
0,89 |
0,95 |
0,93 |
0,98 |
0,98 |
0,99 |
Результаты расчета обобщенного критерия качества представлены в таблице 8.
Таблица 8
|
Наименования показателей |
Значение показателя |
|||||
|
контр. образцы |
обработанные образцы ЗВМ |
|||||
|
суртреат (США) |
БРИТ-ЗВС (РФ) |
1 |
2 |
3 |
||
|
Предел прочности при сжатии, при температуре 20 °С, МПа |
1,00 |
1,10 |
1,08 |
1,13 |
1,13 |
1,13 |
|
Трещиностойкость, при температуре 0 °С, МПа |
1,00 |
1,23 |
1,39 |
1,33 |
1,43 |
1,49 |
|
Коэффициент внутреннего трения |
1,00 |
1,00 |
1,00 |
1,00 |
1,00 |
1,00 |
|
Сцепление при сдвиге, при температуре 50 °С, МПа |
1,00 |
0,74 |
0,73 |
0,99 |
1,01 |
1,06 |
|
Водостойкость при длительном водонасы-щении |
1,00 |
1,07 |
1,04 |
1,10 |
1,10 |
1,11 |
|
Обобщенный критерий качества |
1,00 |
1,01 |
1,00 |
1,10 |
1,12 |
1,15 |
Из данных таблицы 8 следует, что введение углеродной нанофибры в количестве 0,001…0,1 % от массы ЗВМ обеспечивает повышение эффективности действия пропиточного состава на свойства асфальтобетона. Наномодифицированный защитно-восстанавливающий материал состава № 3 характеризуется максимальным значением обобщенного критерия качества. При этом его применение позволяет повысить показатели эксплуатационных свойств: предела прочности – на 12,8 %; трещиностойкости – на 49 %; сцепления при сдвиге – на 6,1 % и водостойкости – на 11 %.
Также установлено, что существующие промышленные аналоги ЗВМ российского и зарубежного производства по совокупности показателей не оказали существенного влияния на свойства асфальтобетона, что делает исследования, направленные на разработку эффективных составов ЗВМ, актуальными и перспективными.
Заключение
-
1. Предложен критерий расчета степени модифицирования нефтеполимерными смолами битумного вяжущего с учетом вклада модификатора. Установлено, что оптимальное содержание нефтеполимерной смолы составляет 6 %.
-
2. Установлен растворитель, обеспечивающий диспергирование углеродной нанофибры до размеров диаметра 143 - 184 нм и стабильности суспензии до 7 сут.
-
3. Показана возможность применения одного из побочных продуктов в нефтехимической промышленности – нефтеполимерной смолы – в качестве модификатора в защитно-вос-станавливающих материалах. Это будет способствовать решению проблемы утилизации отходов химического и нефтехимического производства. Однако необходимо отметить, что составы ЗВМ, содержащие указанный модификатор – нефтеполимерную смолу, характеризовались низкой адгезионной способностью. Введение углеродной нанофибры в количестве 0,001…0,1 % от массы защитно-восстанавливающего материала позволяет дополнительно структурировать мальтеновую составляющую модифицированного битумного вяжущего, что способствует усилению модифицирующего эффекта по повышению показателей эксплуатационных свойств асфальтобетона: предела прочности – на 12,8 %; трещиностойкости – на 49 %; сцепления при сдвиге – на 6,1 % и водостойкости – на 11 %.
Список литературы Восстанавливающие и защитные материалы для обработки поверхности дорог
- Zavyalov M.A., Kirillov A.M. Evaluation methods of asphalt pavement service life // Magazine of Civil Engineering. 2017. – Vol. 2 (70). – P. 4256.
- Bhasin A., Izadi A., Bedgaker S. Three-dimensional distribution of the mastic in asphalt composites // Constr. Build. Mater. 2011. – Vol. 25. – P. 4079–4087.
- Coleri E., Harvey J.T., Yang K. et al. A micromechanical approach to investigate asphalt concrete rutting mechanisms // Constr. Build. Mater. 2012. – Vol. 30. – P. 3649.
- Lin J., Hon J., Huang C. et al. Effectiveness of Rejuvenator Seal Materials on Performance of Asphalt Pavement // Construction and Building Materials. 2014. – Vol. 55. – P. 6368.
- Шеховцова С.Ю., Королев Е.В. Обзор современного опыта использования реюниваторов для реверсинга асфальтобетонных покрытий // Региональная архитектура. Строительство. 2018. – № 3 (36). – С. 516.
- Brown E.R., Johnson R.R. Evaluation of rejuvenators for bituminous pavements. AFCEC-TR-76-3. Air Force Civil Engineering Centre // Tyndall Air Force Base. Florida, 1976.
- Estakhri C.K., Agarwal H. Effectiveness of fog seals and rejuvenators for bituminous pavement urfaces. Report TX-91/1156-1F. Texas Transportation Institute. Texas A&M University. Texas, 1991.
- Chiu C., Lee M. Effectiveness of Seal Rejuvenators for Bituminous Pavement Surfaces // Journal of Testing and Evaluation. 2006. – Vol. 34 (5). – P. 390394.
- Lin J., Gue P., Wan L. et al. Laboratory Investigation of Rejuvenator Seal Materials on Performances of Asphalt Mixtures // Construction and Building Materials. 2012. – Vol. 37. – P. 4145.
- Малодушев А.А., Петров А.В. Эмульсионные технологии для ремонта и содержания автомобильных дорог // Дорожная техника. 2008. – С. 4448.
- Меркулов В.В., Ибатов М.К., Измаилова Г.Г. и др. Применение модифицированной коксохимической смолы для обработки асфальтобетонных дорожных покрытий // Современные наукоемкие технологии. 2016. –№ 10 (2). – С. 267270.
