Возможности математического моделирования процесса прессования порошков при изменении коэффициентов в исходном уравнении

Автор: Требукова Надежда Семеновна, Потапенко Анатолий Николаевич, Семернин Андрей Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
В статье представлены результаты численных расчётов для плоскопараллельных моделей процесса прессования образцов из порошка с учётом изменения коэффициентов в исходном уравнении. Реальные значения коэффициентов математической модели предлагается определять и корректировать в процессе производства на основе опытных данных.
Математическое моделирование, прессование порошков, численные расчёты
Короткий адрес: https://sciup.org/148201387
IDR: 148201387 | УДК: 69:691.4
Possibilities of mathematical modeling the process of powders pressing at change coefficients in the initial equation
Results of numerical calculations for plane-parallel models for pressing process of samples from powder taking into account the change of coefficients in the initial equation are presented in article. Real values of mathematical model coefficients are offered to be defined and corrected in the course of production on the basis of experimental data.
Текст научной статьи Возможности математического моделирования процесса прессования порошков при изменении коэффициентов в исходном уравнении
При производстве изделий из порошкообразных материалов, в том числе и пустотелых, осуществляется прессование полуфабрикатов [1]. В настоящее время не существует прямых методов экспериментальной оценки качества получаемого при прессовании полуфабриката, причём в первую очередь невозможно выполнить экспресс-анализ на основе экспериментальных исследований распределения плотности ρ в горизонтальном и вертикальном сечениях прессуемого образца, так как это распределение зависит от многих факторов, в том числе и от способа прессования. Если бы имелась возможность определения этих данных, то они бы позволили судить о прочности полученных полуфабрикатов ещё до начала процесса термообработки, а также давали бы возможность проектировать пресс-формы с возможностью управления этими параметрами.
Рассмотрим процесс прессования порошкообразной смеси в пресс-форме в одномерной постановке, как в [2]. При этом учитывается направление приложения силы прессования вдоль оси x . Предполагается, что в остальных сечениях, перпендикулярных этой оси, распределение плотности остается постоянным. Порошкообразная смесь в пресс-форме представляет собой вязкоупругую среду, описываемую уравнением:
_, , „ ду б 2 у
P (x, t) = E — + n —— дx дxдt, (1)
где P ( x,t ) – давление в сечении x в момент времени t ; ψ – сжатие смеси в сечении x в момент времени t ; E – модуль упругости смеси; η – коэффициент динамической вязкости смеси.
Из уравнения движения единичного слоя смеси ∂ x с учетом уравнения вязкоупругой среды следует выражение вида [2]:
„ д2 ш 5 3 w f L( „6^ д v д 2 ш
E—т + П—Г- + —I E— + П—- I = P—t дx2 дx 2дt R ( дx дtдx ) дt2
где f – коэффициент трения смеси о стенки пресс-формы; ζ – коэффициент бокового распора порошкообразной смеси; R – гидравлический радиус пресс-формы; ρ – плотность данной смеси.
После преобразования с использованием следующих обозначений Э 2 = E /p; v = n/p и
2 a = fZ/R , уравнение (2) примет вид:
2 д 2 v д V о д^ д 2 у д 2 v п
Э2 —^- + v—^-7 + 2а(Э2 —+ v —-)-- ^- = 0
д x 2 д tдx 2 д x дtдx дt 2 , (3)
где v – коэффициент кинематической вязкости.
Необходимо отметить, что уравнение (3) является линеаризованным и не учитывает конвективный член в исходном уравнении движения. Одна из упрощенных моделей исследования нестационарных процессов в вязкоупругой среде с учетом внешнего источника воздействия может быть основана на использовании неоднородного уравнения, т.е. источник может быть описан в правой части уравнения (3). В нашем случае удобнее описывать исследуемые процессы с помощью однородного дифференциального уравнения (3), но при установлении нестационарного условия на одной из границ в случае одностороннего прессовании порошкообразной смеси.
Для учета внешнего воздействия на порошкообразную смесь при перемещении штампа h 1( t ) под воздействием усилия прессования и вызывающего сжатие ψ1( t ) смеси, изменяющегося во времени по S-образной характеристике, нестационарное условие на границе можно представить в виде уравнения [2]:
V 1 ( t ) = v 0 ( 1 - ( 1 + t / T 0 ) exp ( - tf T 0 )) , (4)
где т0 - постоянная времени, характеризующая процесс изменения ^ во времени; у0 — максимальное сжатие смеси.
Плотность смеси р при прессовании вдоль координаты x для любого момента времени ti можно определить через относительное сжатие d^/Zdx согласно зависимости p = po(1—а^/5x)
где р0 - начальная плотность засыпки пресс-формы.
При нулевых начальных условиях граничные условия при одностороннем прессовании следующие:
на x । H 0 : ^( t )=0; (6)
на x 2 =0: у( t )= V i ( t ), (7)
где H 0 - граничная высота; ^i( t ) - функция, учитывающая характер изменения сжатия смеси на границе перемещения штампа.
При двухстороннем прессовании порошков граничные условия следующие:
на x i = H 3: у( t )= V i ( t ), (8) на x 2 =0: v( t )= V i ( t ), (9)
Кроме того, при одинаковых усилиях прессования в силу симметрии задачи граничные условия (8) и (9) можно свести к условиям (6) и (7), но при x 1 = H ) /2.
Решение краевой задачи в виде уравнения (3) с учетом начальных нулевых и граничных условий (6) и (7) или (8) и (9) можно получить одним из численных методов. В данной работе используется метод конечных разностей, так как он является более универсальным и позволяет решать краевые задачи, описываемые уравнениями в частных производных для неодномерных процессов. Согласно методу конечных разностей разбиваем граничную высоту H 0 на отрезки x i = ih , время взаимодействия t на к малых шагов т. Здесь h и т - соответственно шаг по координате x и времени t ; i и k - целые числа. Дискретизация по времени является трехслойной. Краевая задача относительно у при начальных нулевых и граничных условиях (6) и (7) с учетом зависимости (3) в дискретной области Q h т в операторной форме имеет вид:
9 L xx V ik + v LtL xx Ж ik + 2 а ( Э L x V ik + v LL x V ik ) = Ln V ik
L h t V ( h T ) - J
V ik = 0 ( x i , t k ) e x i. , ;
V ik = V 0 ( 1 -( 1 + t / T o ) exP( - t / T o ) ) ( x, t k ) G x 2
( x i , t k ) eQ h T.
;
Здесь L xX= d2 d x 2, L t =d/d t , L x =d/d x , L tt = d2Zd t 2, x i = H 3, x 2 =0.
Соответственно записывается в операторной форме система, аналогичная системе уравнений (10), но с учетом зависимостей (8) и (9). В данной работе, учитывая монотонно нарастающий характер процесса изменения ^(t) на границе x2, численные расчеты выполнялись с использованием явной разностной схемы и схемы Дюфорта-Франкела («ромб»). Искомое значение функции у в узле i для момента времени к+i определялось следующим образом:
v k + 1 = [ ( 2 v k -V k 1 V т ' +9 2 (v k + i - 2 V k + v k - i У h 2 -v (v k + i - 2 v k + v k - i У h 2 • v k /т+
+ 2 a(9 2 (V k + i - V k У h - v (V k + i - V k У h • V k /т ) 1/
/[V T 2 -v(V k + i - 2 V k +V k - i y( h 2 t)- 2 av(V k + i -V k У( h t) ].
Расчетная формула для P(x,t) = EdV + n^ dx dxdt в узле i для схемы «ромб» отличается от уравнения (11) тем, что она основана на замене в симметрично-разностной схеме удвоенного значения функции ^i в момент времени tk суммой значений функций ^i в этом же узле, но на разных временных слоях tk-i и tk+i. Численные расчеты выполнялись с учетом некоторого обобщенного условия устойчивости типа Куранта для явных схем в виде т< h(N • VEРо)
(i2)
где N - постоянный коэффициент, который определялся при вычислениях.
С помощью вычислительного эксперимента оценим возможности математической модели исследования процесса прессования порошков с учетом геометрических соотношений пресс-формы и применяемых вкладышей, а также при изменении в исходном уравнении (3) коэффициента 2α с учетом того, что он пропорционален произведению коэффициентов трения смеси о стенки пресс-формы и бокового распора смеси и обратно пропорционален гидравлическому радиусу пресс-формы. На рис. 1 и 2 представлены результаты численных расчетов для плоско-параллельных моделей процесса прессования образцов из порошка, полученные при t^^ на основе решения уравнения (3) с учетом начальных и граничных условий и дополнительной координаты y. Приложение силы прессования осуществляется вдоль вертикальной оси x сверху вниз. Для получения более точных решений этих уравнений при меньшем числе итераций можно применить разработанный алгоритм, использующий изменения направлений обхода. В результате достигается существенное уменьшение искажений, вносимых расчетной схемой, и при этом уменьшается количество итераций. В расчетах плотность исследуемых образцов определялась вдоль координаты x с учетом формулы (5).
Для образца 1, соответствующего плоскопараллельной модели с вкладышем по центру пресс-формы: Н= 0,220 м; ширина L= 0,210 м (вдоль координаты у ). Остальные исходные параметры вычислительного эксперимента неизменны, кроме 2a=fZ/R (2a i = 5,76 м-1, 2а2 = 2,88 м-1, 2а3 = 1,44м-1), причем коэффициент 2а2 определен с учетом исходных параметров.
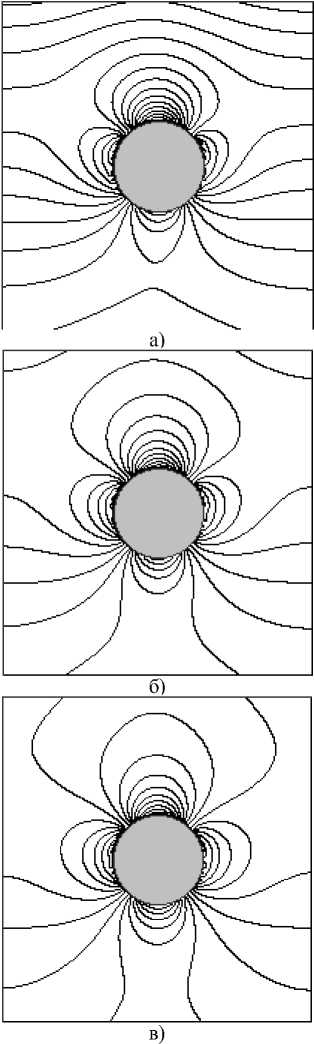
Рис. 1. Распределение изолиний приращения плотности в исследуемых образцах: а) 2а1 5,76 м-1, б) 2а2 = 2,88 м-1, в) 2а з = 1,44 м-1
Результаты численного моделирования исследуемого процесса при изменении в исходном уравнении коэффициента 2а i показаны на рис. 1.
Кроме того, показано распределение изолиний приращения плотности в исследуемых образцах с заданным шагом А р . С учетом закона подобия и размерности, изменение величины p i приведено к безразмерному виду: p i = р i / р m , где р m - максимальная плотность образца после прессования; р i - плотность образца в i-ой его точке. На рис. 1а представлены поля распределения изолиний приращения плотности с заданным шагом А р = 0,02 для 2а1 = 5,76 м-1; затем на рис. 1б и рис. 1в соответственно для 2а2 = 2,88 м-1 и 2а3 = 1,44 м-1.
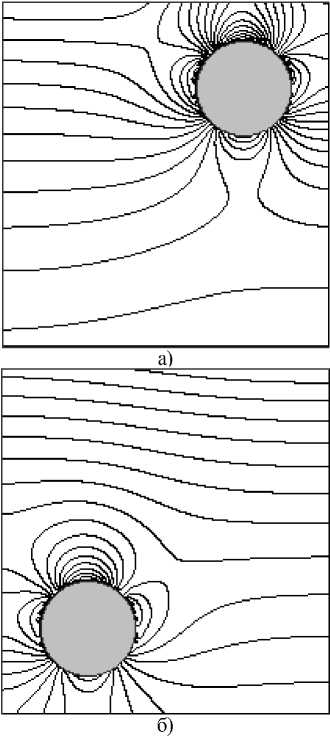
Рис. 2. Распределение изолиний приращения плотности в исследуемых образцах: а) асимметричное смещение вкладыша относительно центра вверх; б) асимметричное смещение вкладыша относительно центра вниз
Анализ результатов численных расчётов, представленных на рис. 1, показывает, что в образцах с вкладышами по центру пресс-формы с изменением коэффициента 2αi с учетом того, что он пропорционален произведению коэффициентов трения смеси о стенки пресс-формы и бокового распора смеси и обратно пропорционален гидравлическому радиусу пресс-формы, происходит изменение плотности по высоте. При этом с увеличением коэффициент 2аi увеличивается изменение плотности по высоте, однако в горизонтальной плоскости оно становится более равномерным для данных параметров. Для образца 2 (плоскопараллельная модель с асимметрично смещенным вкладышем относительно центра): H=0,220 м; ширина L=0,210 м (вдоль координаты y). Остальные исходные параметры при численных расчётах неизменны. На рис. 2 представлены поля распределения изолиний приращения плотности с заданным шагом Δρ*=0,02 для образцов с асимметричным смещением вкладышей относительно центра вверх и вниз.
Анализ результатов, представленных на рис. 2а, показывает, что для образца, имеющего цилиндрический вкладыш в верхней части, наблюдается максимальное неравномерное распределение плотности в образце вблизи граничных поверхностей. При дальнейшем обжиге данного образца это может привести к его разрушению или к появлению в нем трещин вблизи граничных поверхностей. В отличие от образца на рис. 2а в другом образце на рис. 2б наблюдается относительно равномерное распределение плотности [3]
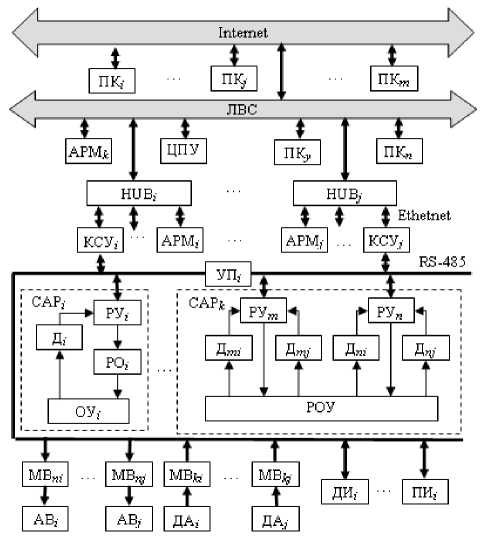
Рис. 3. Блок-схема АСУТП производства изделий из порошкообразных материалов
Реальные значения коэффициентов математической модели предлагается определять и корректировать в процессе производства на основе опытных данных. Для получения такой информации необходимо использовать современные подходы автоматизированного мониторинга исследуемых процессов на базе автоматизированных систем нижнего уровня, входящих в состав многоуровневой автоматизированной системы управления технологическим процессом (АСУТП) производства изделий из порошкообразных материалов [4]. Структура АСУТП (рис. 3) среднего и верхнего уровней содержит контроллеры среднего уровня КСУ i , … КСУ j , связанные с контроллерами регулирующих устройств РУ i , …, РУ n нижнего уровня на основе интерфейса RS-485, устройства для «разветвления» сигналов в сегменте сети HUB i , …,
HUB j . С учётом территориально-распределённого оборудования при производстве керамических изделий в АСУТП используется интеграция различных сетей, например, на базе RS-485 и технологий Ethernet локальной вычислительной сети (ЛВС). В структуре системы имеются автоматизированные рабочие места (АРМ) специалистов предприятия АРМ k и операторов управления распределёнными объектами АРМ i ,…, АРМ j (туннельным сушилом, туннельной печью, гидравлическим прессом и др.), центральный пульт управления ЦПУ на базе сервера с АРМ диспетчера, персональные компьютеры ПК y ,…, ПК n в сети ЛВС и персональные компьютеры ПК i ,…, ПК m в сети Internet с учётом возможного удалённого доступа к информации АСУТП и др.
Структура АСУТП нижнего уровня содержит следующие элементы, входящие в состав локальных систем автоматического регулирования САР i ,…, САР k (см. рис. 3): датчики технологических параметров Д i , …, Д nj , объекты управления ОУ i (например, для процесса производства шамотного огнеупорного кирпича – это туннельное сушило, туннельная печь, гидравлический пресс двойного действия (РОУ) и др.), регулирующие устройства РУ i , …, РУ n на базе контроллеров, регулирующие органы РО i . В автоматизированной системе предусмотрено управление типа старт/стоп агрегатами или оборудованием АВ i ,…, АВ j системы через модули ввода/вывода аналоговых и/или дискретных сигналов МВ ni , …, МВ nj , а также применение автоматизированной системы мониторинга на базе аналоговых датчиков технологических параметров ДА i ,…,ДА j через модули ввода/вывода аналоговых сигналов МВ ki , …, МВ kj , «интеллектуальных» датчиков ДИ i и «интеллектуальных» измерительных приборов ПИ j и др. В структуре АСУТП на нижнем уровне используется промышленная сеть на основе RS-485, в которой установлены усилители-повторители сигнала УП i .
На нижнем уровне АСУТП для исследования особенностей процесса прессования изделий из порошкообразных смесей в структуру САР k включаются дополнительные датчики для экспериментальных исследований в виде быстродействующих оптических линейных энкодеров ДИ k и датчиков давления ДИ m типа «Метран-150». Датчики давления ДИ m входят соответственно в контуры регулирования РУ m верхнего прессующего механизма и контуры регулирования РУ n нижнего прессующего механизма гидравлического пресса. Эти датчики установлены в гидравлических системах низкого и высокого давления соответственно для перемещения верхнего и нижнего штампов. Линейные энко-деры ДИ k установлены с учетом перемещения верхней траверсы со штампом и прессующей траверсы с нижним штампом относительно неподвижных колонн гидравлического пресса. Первичная информация с линейных энкодеров ДИ k и датчиков давления ДИ m , являющихся датчиками «интеллектуального» типа, поступает в систему автоматизированного мониторинга АСУТП.
Экспериментальные исследования в натурных условиях на базе автоматизированных систем нижнего уровня АСУТП на основе «интеллектуальных» датчиков технологических параметров, осуществляющих непрерывно или с минимальным интервалом усреднения измерение параметров процесса, а затем с помощью контроллеров КСУ, осуществляющих в заданном цикле интервала усреднения круглосуточный сбор измерительных данных с этих датчиков, накопление, обработку и передачу их в систему автоматизации, будет получена информация, необходимая для углублённого исследования формуемых с помощью гидравлических прессов керамических изделий из порошкообразных смесей, а также для определения и коррекции коэффициентов в уравнении (2). Рассматриваемый способ определения плотности изделия при прессовании порошков легко распространяется на двухмерный или трехмерный случай для определения плотности образца по различным сечениям с целью оптимизации формы пустотелых изделий, имеющих пустотность порядка 22-25%, а также для оптимизации места расположения вкладышей.
Список литературы Возможности математического моделирования процесса прессования порошков при изменении коэффициентов в исходном уравнении
- Хюльзенберг, Д. Механизация процессов формования керамических изделий/Д. Хюльзенберг, Х-Г. Крюгер, Т. Рётиг, Г. Ферриер. -М.: Стройизд., 1984. 263 с.
- Potapenko, A.N. Modeling and Optimization Possibilities for the Process of Compaction of Objects with Cavities/A.N. Potapenko, A.G. Titov, E.A. Potapenko//In a book: Materials and Processing Trends for PM, Components in Transportation. -Munich, Germany: EPMA, 2000. V.1. P. 102-110.
- Potapenko, A.N. The Possibilities of Modeling the Process for Compaction of Objects with Cavities/A.N. Potapenko, V.V. Strokova, E.A. Potapenko, M.I. Dylkov//In a book: Proceedings. Euro PM2005. Congress and Exhibition -Czech Republic, Prague: EPMA, 2005. V.3. P. 401-407.
- Потапенко, А.Н. Особенности подхода при определении распределения плотности в прессуемых образцах из порошкообразных смесей/А.Н. Потапенко, Н.С. Требукова, А.Н. Семернин//Известия Самарского научного центра Российской академии наук. 2012. Т12, №4 (3). С. 587-590.
