Выбор схемы процесса изготовления полупатрубка торового бака

Автор: Е.Г. Демьяненко, Ю.С. Охапкин
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
На основе анализа конструкции сбрасываемого бака и предъявляемых к нему эксплуатационных требований был предложен один из способов изготовления его составных частей. Объектом исследования является процесс вытяжки усовершенствованной конструкции полупатрубка, являющегося сегментом торового бака. При выборе технологии основное внимание уделялось зонам с максимальным риском нестабильной деформации — изгиба, сопряжения и растяжения, где наиболее вероятно образование утонений, складок и остаточных деформаций. Анализ этих критических участков позволил оценить устойчивость процесса и выбрать оптимальную схему деформирования.
Вытяжка, сегмент бака, Ls-Dyna, моделирование, толщина, утонение, гофрообразование
Короткий адрес: https://sciup.org/148333241
IDR: 148333241 | УДК: 621.98.04 | DOI: 10.37313/1990-5378-2026-28-1-63-69
Selection of the Process Diagram for Manufacturing the Half-Pipe of a Torus Tank
Based on an analysis of the design of the drop tank and its operational requirements, a method for manufacturing its component parts was proposed. The research focused on the process of drawing a toroidal tank segment into a semi-sleeve with an improved design. When selecting the technology, the risk of unstable deformation was taken into account, so special attention was paid to bending, mating, and stretching zones, where localized thinning, wrinkling, and residual deformation are most likely to occur.
Текст научной статьи Выбор схемы процесса изготовления полупатрубка торового бака
Применение сбрасываемого бака позволяет эффективно возможности ракет-носителей повышенной и высокой грузоподъёмности, обеспечивая выведение полезных нагрузок на энергоёмкие целевые орбиты, включая геостационарную, высокоэллиптическую и межпланетные траектории. Использование сбрасываемого бака позволяет нарастить объем топлива, сохраняя при этом габаритные и массовые параметры основного (разгонного) неизменными, тем самым расширяя возможности продолжительности полетов. Таким образом, модернизация конструкции сбрасываемого бака, направленная на повышение его энергоресурса, включает применение тонкостенных оболочечных элементов. Формирование данных элементов выполняется с помощью сварного соединения полупатрубков с промежуточными цилиндрическими фланцами. Выбор именно этой технологии обусловлен требованием обеспечения монолитности конструкции, высокой усталостной прочности и способности выдерживать циклические термомеханические нагрузки в условиях эксплуатации [1,2,3,4].
Требования к элементам сбрасываемого бака напрямую вытекают из жестких условий его эксплуатации. Их конструкция призвана обеспечить оптимальное соотношение «жесткость-масса», что служит основой для достижения расчетной прочности. Геометрический контур должен соответствовать заданным параметрам с высокой точностью, несмотря на значительные габариты изделия. Особые требования предъявляются к равномерности толщины стенки - допустима лишь минимальная разнотолщинность, особенно в критических зонах переходов и радиусов сопряжения. После процессов формообразования полностью исключаются гофрообразование и остаточные упругие деформации, которые могли бы повлиять на эксплуатационную надёжность.
Изготовление сбрасываемого бака представляет собой высокотехнологичный и ресурсоёмкий процесс, требующий сложной формообразующей технологической оснастки. Это определяет необходимость применения методов численного моделирования, направленных на предварительную оценку конструкции торового бака, снижение количества натурных испытаний и сокращение затрат на изготовление опытных образцов. Таким образом, совершенствование конструкции изделия (рисунок 1) за счёт увеличения его объёма - габаритных размеров, позволяет расширять возможности в рамках современных и перспективных космических пусков.
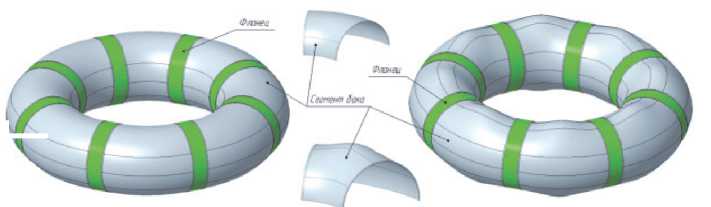
Рис. 1 – Сбрасываемый бак со старой и новой конструкцией полупатрубка лию. Реализация существующей технологии процесса вытяжки для измененной геометрии сегментов, а именно одним пуансоном в матрицу, показала ее неэффективность и неприменимость для изготовления детали усовершенствованной конструкции. Это обусловливает необходимость пересмотра технологического подхода и проведения комплексного анализа альтернативных решений изготовления полупатрубка без дефектов.
При проектировании схемы деформирования принципиальное значение имеет анализ риска потери устойчивости материала на промежуточных этапах технологического процесса — от первичного формования заготовки до получения детали с окончательной геометрией. Особое внимание уделяется зонам, наиболее подверженным дефектообразованию: изгибу, сопряжению и растяжению, где высока вероятность появления локальных утонений, гофров и остаточной деформации [5].
Разработка технологического процесса и проектирование экспериментальной оснастки требуют комплексного подхода, включающего оптимизацию габаритных параметров на основе анализа конструктивных особенностей и использование методов численного моделирования для прогнозирования деформационного поведения заготовки. Применение компьютерного инженерного анализа на этапе проектирования позволяет снизить технологические риски и минимизировать количество дорогостоящих натурных экспериментов.
В качестве объекта настоящего исследования рассматривается технология вытяжки сегмента баковой конструкции — полупатрубка усовершенствованной конструкции (рисунок 2), который характеризуется сложной пространственной геометрией и повышенными требованиями к точности изготовления. Данный компонент играет ключевую роль в обеспечении герметичности и прочностных характеристик сбрасываемого топливного бака, что определяет необходимость совершенствования методов его формообразования. Были разработаны две схемы деформирования, каждая из которых реализована за два перехода (рисунок 3 и 4). Для изготовления полупатрубка используется алюминиевый сплав АМг6М толщиной равной S заг =4,0 мм [6]. Геометрия главных рабочих частей (прижимов, матриц и пуансонов) габаритные параметры заготовки были спроектированы в CAD-системе «КОМПАС-3D» Ver.21.3.
Рис. 2 – Геометрия полупатрубка сбрасываемого бака
I перех о д
II п е реход
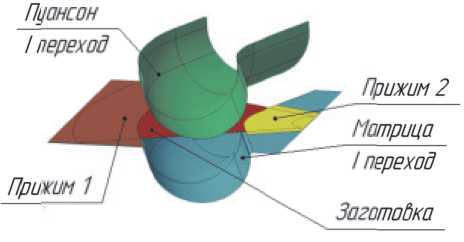
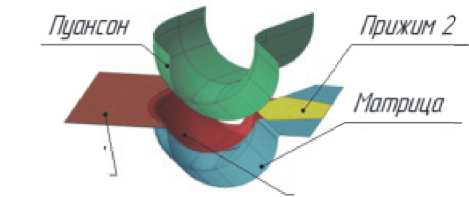
Рис. 3 – Компьютерная модель первой схемы деформирования
На рисунке 3 представлена первая схема деформирования, реализуемая в инструментальном штампе в два перехода. Её особенностью является использование на каждом этапе различных по форме пуансонов и матриц. Для первого перехода применяется матрица с плоским дном. Технологический процесс осуществляется по следующей схеме: заготовка позиционируется на поверхности матрицы и прижимается двумя прижимами. На первом переходе вытяжки пуансон I перехода со- вершает поступательное движение вниз, осуществляя предварительную вытяжку заготовки в полость матрицы. На втором переходе производится замена оснастки — устанавливаются пуансон II перехода и матрица II перехода с модифицированной геометрией, содержащей профилированную выемку. Данная конфигурация оснастки позволяет реализовать операцию выпучивания заданного участка заготовки для формирования геометрии полупатрубка.
I перех о д
Прижим 1
И переход Зоготодка
I переход
II п е реход
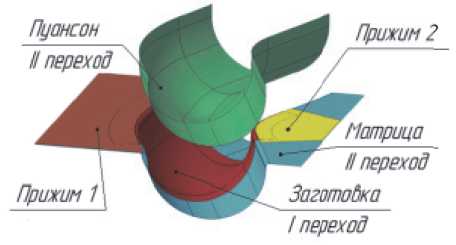
Рис. 4 – Компьютерная модель второй схемы деформирования
На рисунке 4 показан альтернативная технологическая схема, предполагающая формообразование в штампе за два перехода вытяжки. Особенностью является использование одного пуансона совместно с двумя матрицами, имеющими различную конфигурацию рабочих поверхностей. На первом переходе совместно с другими деталями штампа используется матрица небольшой глубины. Процесс формовки начинается с размещения заготовки на рабочей поверхности матрицы и ее последующей фиксации с помощью двух прижимов. На первом переходе пуансон совершает поступательное движение вниз, осуществляя первый переход вытяжки материала в полость матрицы. Затем производится замена технологической оснастки - устанавливается матрица II перехода. При этом выполняется окончательная вытяжка заготовки в полость замененной матрицы, в результате чего формируется готовый полупатрубок с заданными геометрическими характеристиками. Особенностью данного технологического процесса является двухстадийное деформирование с заменой оснастки между операциями при сохранении постоянного пуансона, что обеспечивает поэтапное формование детали и позволяет достичь требуемой точности геометрических параметров конечного полупатрубка.
МОДЕЛИРОВАНИЕ СХЕМ ДЕФОРМИРОВАНИЯПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИИ ФОРМООБРАЗОВАНИЯ
Производственный эксперимент традиционно является самым трудоёмким, затратным и продолжительным этапом научно-технических исследований при разработке технологий обработки металлов давлением. Однако с развитием вычислительных методов и программных средств всё большую популярность приобретает компьютерное моделирование процессов формообразования, основанное на методе конечных элементов (Finite Element Method, FEM).
Особое место среди программных решений на российском и международном рынках занимает LS-DYNA, обладающая широким спектром возможностей в области моделирования различных процессов обработки металлов давлением. Программа позволяет успешно имитировать, как простые операции — например, гибку или осадку, — так и сложные случаи, включая глубокую вытяжку, штамповку многослойных материалов, формообразование взрывом и др. Данные моделирования важны,
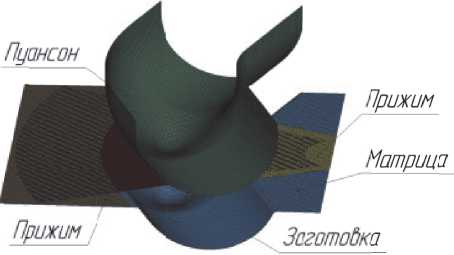
Рис. 5 – Импортированная геометрия в Ls-Dyna
как для оптимизации технологии, так и для оценки надёжности и ресурса оснастки [7,8,9].
Разработанную геометрию экспортировали, сохраняя в формате *.step. На рисунке 5 представлена импортированная геометрия в препроцессор для Ls-Dyna с созданием сетки.
Препроцессор автоматически разбивает STEP модель на solid, shell и planar face тела. Матрице, прижимам и пуансону – присвоены shell элементы (совокупность поверхностей), solid тела отсутствуют. Заготовка — это отдельная поверхность planar face. Позиционирование объектов по оси OZ не требуется, так как изначально импортированная геометрия была спозиционирована в «КОМПАС-3D» Ver.21.3. Для моделирования процесса формообразования всем компонентам оснастки и заготовке была назначена расчетная сетка методом конечных элементов. Командой «Mesh» для заготовки сгенерирована четырехугольная сетка со средним размером элемента 6 мм, для инструментальной оснастки (матрицы, прижимов, пуансона) - 8 мм.
Материальные модели и граничные условия были заданы следующим образом:
-
. матрицы: модель абсолютно твердого тела (MAT-RIGID) с полным ограничением всех степеней свободы
-
. Пуансоны и прижимы: модель MAT-RIGID с разрешенным перемещением только вдоль оси OZ
-
. Заготовка: анизотропная упругопластическая модель (MAT_TRANSVERSELY_ANISOTROPIC_ ELASTIC_PLASTIC) без ограничения степеней свободы
Такое разделение материальных моделей и граничных условий позволяет адекватно воспроизвести процесс деформирования заготовки с учетом пластической анизотропии материала при одновременном сокращении вычислительных затрат за счет упрощенного описания поведения инструментальной оснастки. Между пуансоном, матрицей, прижимом и заготовкой заданы граничные условия с помощью карты FORMING_SURFACE_TO_ SURFACE, коэффициент трения между элементами матрицы и детали, элементами пуансона и детали, а также между прижимом и матрицей равен 0,15. Свойства материала заготовки задавались с использованием экспериментальной кривой упрочнения сплава АМг6М. Для описания свойств материала заготовки толщиной S=4,00 мм из алюминиевого сплава АМг6М были введены следующие параметры: плотность алюминиевого сплава – 2710кг/мм2, модуль упругости – 69 ГПа; коэффициент Пуассона – 0,28; коэффициент, учитывающий анизотропию трансверсально-изотропного заготовки – 0,43.
Модель включает пуансон, матрицу и два прижима. Плоская заготовка размещается на поверхности матрицы и фиксируется прижимами в зоне фланца для предотвращения смещения и образования гофр. При поступательном движении пуансона вниз происходит формообразование заготовки с её вытяжкой в полость матрицы через радиусную зону.
Для анализа процесса деформирования выполнено численное моделирование, основные результаты которого показаны на рисунках 6-10.
-
о, МПа Of МПа
I переход II пе р еход
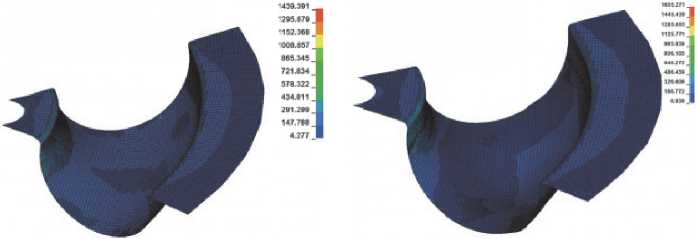
Рис. 6 – Распределение интенсивности напряжений на первом и втором переходе вытяжки первой схемы деформирования
Согласно результатам моделирования, максимальная интенсивность напряжений наблюдается в радиусной зоне перехода между поверхностью полупатрубка и фланцевой частью. На первом переходе значение составляет 292 МПа, на втором - 312 МПа. Незначительное увеличение напряжений на втором переходе объясняется локальным утонением материала в донной части выпуклого участка полупатрубка. Отсутствие разрушения детали обеспечивается тем, что пиковые значения напряжений (312 МПа) не превышают временное сопротивление разрыву материала АМг6М, которое составляет 380 МПа [10,11]. Полученное распределение напряжений подтверждает корректность разработанной технологии формообразования и возможность её практической реализации.
а, МПа

I переход
а, МПа

II п е реход
Рис. 7 – Распределение интенсивности напряжений на первом и втором переходе вытяжки второй схемы деформирования
Согласно результатам моделирования по второй схеме деформирования, максимальные значения интенсивности напряжений наблюдаются в радиусной зоне перехода малого радиуса между полупатрубком и его фланцевой частью. На первом переходе этот показатель составляет 256 МПа, тогда как на втором переходе напряжение возрастает до 360 МПа. Значительная разница в значениях интенсивности напряжений, достигающая 104 МПа, свидетельствует о существенном увеличении силовой нагрузки на завершающей стадии процесса, что объясняется выполнением окончательной вытяжки готовой детали. Несмотря на возросший уровень механических напряжений, процесс деформирования протекает без разрушения материала, что подтверждает корректность разработанной технологической схемы и ее соответствие требованиям к изготовлению полупатрубков усовершенствованной конструкции, как и при моделировании первой схемы деформирования. Но следует отметить, что интенсивность напряжений для второй схемы деформирования на втором переходе близки к предельным значениям.

I переход
II пе р еход
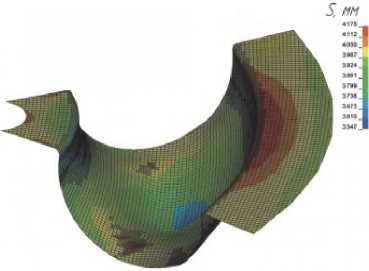
Рис. 8 – Распределение толщин по детали на первом и втором переходе вытяжки первой схемы деформирования
Результаты моделирования по первой схеме деформирования показывают, что минимальная толщина стенки 3,547 мм наблюдается в зоне выпуклого участка полупатрубка. Полученное значение соответствует конструктивным требованиям, установленным в технической документации, где допустимый предел утонения материала составляет 3 мм. Распределение толщин по поперечному сечению детали демонстрирует равномерный характер деформации без критических локальных утонений, что подтверждает технологическую целесообразность применения данной схемы формообразования. Отсутствие участков с толщиной ниже допустимого предела свидетельствует о корректности выбранных параметров деформирования и возможности практической реализации рассматриваемого технологического процесса.
Анализ результатов моделирования по второй схеме деформирования выявил следующие особенности распределения толщин материала. В зоне малого радиуса перехода от тела полупатрубка к фланцевой части зафиксировано минимальное значение толщины 3,431 мм. Несмотря на значительную степень деформации в данной области, признаки разрушения материала отсутствуют. Дополнительная зона существенного утонения наблюдается в центральной части выпуклого участка

I перех о д
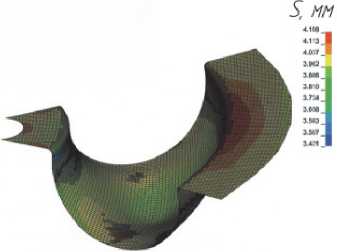
II п е реход
Рис. 9 – Распределение толщин по детали на первом и втором переходе вытяжки второй схемы деформирования
полупатрубка, где толщина составляет 3,658 мм. Полученные значения свидетельствуют о неравномерном характере распределения деформации при второй схеме формообразования, при этом критических утонений, превышающих допустимые пределы, не зафиксировано. Отсутствие разрушения в наиболее нагруженной зоне малого радиуса подтверждает технологическую реализуемость предлагаемой схемы деформирования. Усилие процесса вытяжки для первой и второй схемы деформирования представлены в таблице 1 по переходам.

1 схема
Рис. 10 – Сравнение предрасположенности к гофрообразованию перовой и второй схемы деформирования

2 с хема
Таблица 1. Значение усилия процессов для двух схем деформирования
|
№ перехода |
Усилие, МН |
|
Первая схема деформирования |
|
|
1 |
2,61 |
|
2 |
2,38 |
|
Вторая схема деформирования |
|
|
1 |
2,75 |
|
2 |
2,98 |
У деталей, полученных по двум различным схемам, отсутствуют дефекты. Но гофры наблюдались во второй схеме деформирования на участке большого радиуса перехода фланцевой части патрубка, который не является зоной, входящей в контур готовой детали. Есть опасения, что в некоторых случаях распространение дефекта может расшириться.
На основании результатов моделирования первая схема деформирования признана более предпочтительной. Минимальное утонение по первой схеме составляет 3,547 мм против 3,431 мм по второй, при этом максимальные напряжения 312 МПа против 360 МПа соответственно. Первая схема демонстрирует более равномерное распределение деформации без резких перепадов напряжений между переходами, что обеспечивает стабильность технологического процесса и соответствие конструкторским требованиям при сохранении целостности материала. Во второй схеме деформирования наблюдаются интенсивности напряжений с меньшими значениями при утонении в процессе вытяжки, которое являются допустимыми по своей величине. Для реализации процесса по первой схеме деформирования требуется меньшее усилие, что отразится на трудоемкости технологического процесса.
