Замена испаряющего агента на колонне К-1 установки первичной переработки нефти

Автор: Попов С.В., Плешакова Н.А., Куц Д.И.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (99) т.86, 2024 года.
Бесплатный доступ
В схему установок первичной переработки нефти могут быть включены аппарат (сепаратор) предварительного разделения углеводородов, отводящий часть лёгких углеводородов и частично фракцию лёгкого бензина, или колонна для частичного отбензинивания нефти К-1. Предварительное фракционирование в этих аппаратах имеет существенное значение для ресурсосбережения предприятия, так как такие схемы обеспечивают снижение расхода тепла на подогрев сырой нефти перед фракционированием в основной атмосферной колонне. На эффективность работы колонны К-1 оказывает влияние не только качество нефти, технологические режимы и конструкционные параметры аппарата, но и используемые испаряющие агенты. В работе показана возможность использовать в колонне К-1 вместо водяного пара её дистиллят с организацией рекуперации теплоты потоками колонны и проводится сравнение достигаемых показателей работы аппарата при использовании этих испаряющих агентов. Исследования проводили с использованием моделирующей системы UniSim Design. Сравнительную оценку применения различных испаряющих агентов проводили с учётом качества и выхода фракций с верха колонны К-1. Результаты вычислительного эксперимента показали, что чувствительность показателей работы колонны К-1 (фракционного состава дистиллята) на варьирование температуры подаваемого в колонну рециркулирующего дистиллята до 160 °С низкая, то есть не наблюдается заметное изменение фракционного состава дистиллята, а при температурах выше 160 °С состав практически не изменяется. Целесообразное количество рециркулируемого в колонну дистиллята как испаряющего агента составляет ~1%масс. от расхода сырья. Рассчитанные температурные кривые по высоте колонны имеют близкий характерный вид, хотя температуры верха и низа аппарата (69,8 и 226,1 °С) отличаются от соответствующих температур колонны с использованием водяного пара (54,6 и 187,1°С). При использовании в качестве испаряющего агента дистиллята колонны достигается чёткое частичное отбензинивание нефти, отсутствует «увлажнение» выходных потоков и наблюдается увеличение в потоке дистиллята содержания фракций нк-180 °С. Последнее важно для технологических схем, в которых используется узел вторичной перегонки бензина на фракции нк-80; 60-90 и 80-180 °С. Для подогрева дистиллята перед его подачей в низ колонны К-1 возможна рекуперация тепла потоками основной атмосферной колонны.
Переработка нефти, отбензинивание нефти, испаряющий агент, бензиновая фракция, моделирование, unisim design
Короткий адрес: https://sciup.org/140305676
IDR: 140305676 | УДК: 665.63:66.011 | DOI: 10.20914/2310-1202-2024-1-249-257
Replacement of the evaporating agent on the K-1 column of the primary oil refining unit
An apparatus (separator) for the preliminary separation of hydrocarbons, which removes part of light hydrocarbons and partially a fraction of light gasoline, or a column for partial oil refining K-1, can be included in the scheme of primary oil refining units. Preliminary fractionation in these devices is essential for the resource saving of the enterprise, since such schemes ensure a reduction in heat consumption for heating crude oil before fractionation in the main atmospheric column. The efficiency of the K-1 column is influenced not only by the quality of oil, technological modes and structural parameters of the apparatus, but also by the evaporating agents used. The paper shows the possibility of using its distillate in the K-1 column instead of water vapor with the organization of heat recovery by column flows and compares the achieved performance of the apparatus using these evaporating agents. The research was carried out using the UniSim Design modeling system. A comparative assessment of the use of various evaporating agents was carried out taking into account the quality and yield of fractions from the top of the K-1 column. The results of the computational experiment showed that the sensitivity of the K-1 column (fractional distillate composition) to varying the temperature of the recirculating distillate supplied to the column to 160 °C is low, that is, there is no noticeable change in the fractional composition of the distillate, and at temperatures above 160 °C the composition practically does not change. The appropriate amount of distillate recycled into the column as an evaporating agent is ~ 1% by weight. from the consumption of raw materials. The calculated temperature curves for the height of the column have a similar characteristic appearance, although the temperatures of the top and bottom of the apparatus (69.8 °C and 226.1 °C) differ from the corresponding column temperatures using water vapor (54.6 °C and 187.1 °C). When using the distillate of the column as an evaporating agent, a clear partial oil refining is achieved, there is no "humidification" of the output streams and an increase in the content of nk-180 °C fractions in the distillate stream is observed. The latter is important for technological schemes that use a gasoline secondary distillation unit for fractions nk-80°C, 60-90 °C and 80-180 °C. To heat the distillate before it is fed to the bottom of the K-1 column, heat recovery by the flows of the main atmospheric column is possible.
Текст научной статьи Замена испаряющего агента на колонне К-1 установки первичной переработки нефти
Установки первичной переработки нефти составляют основу всех нефтеперерабатывающих заводов, от работы которых зависит качество и выходы получаемых компонентов топлив, а также сырья для вторичных и других процессов переработки нефти. Схема фракционирования нефти состоит из различных массообменных и теплообменных аппаратов, при этом основное фракционирование происходит в атмосферной колонне [1, 2]. В схему установок могут быть включены аппарат (сепаратор) предварительного разделения углеводородов, отводящий часть лёгких углеводородов и частично фракцию лёгкого бензина, или колонна для частичного отбензинивания нефти. Предварительное фракционирование в этих аппаратах имеет существенное значение для ресурсосбережения предприятия, так как такие схемы обеспечивают снижение расхода тепла на подогрев сырой нефти перед фракционированием в основной атмосферной колонне [3, 4]. Оптимизация работы аппаратов предварительного фракционирования с целью минимизации энергозатрат рассматривается в работах [5–7].
Энерго- и термодинамическая эффективность использования колонны частичного отбензинивания показана в исследовании [8]. Отмечается, что установка с двумя колоннами (предварительной и основной) имеет более низкие эксплуатационные и капитальные затраты.
Комплексный технико-экономический анализ наиболее часто используемых технологических схем фракционирования нефти представлен в работе [9], позволивший авторам снизить нагрузку на печи и уменьшить затраты на электроэнергию.
С целью увеличения прибыли предприятия оптимальные условия работы установки перегонки сырой нефти оцениваются в исследовании [10] с использованием алгоритма многоцелевой оптимизации с целевыми функциями прибыль, выбросы СО 2 , затраты на энергию и общий объём дистиллята.
На эффективность работы колонны частичного отбензинивания нефти К-1 оказывают влияния не только качество нефти, технологические режимы и конструкционные параметры аппарата, но и используемые испаряющие агенты. В настоящее время наиболее используемым испаряющим агентом является водяной пар. Его преимущество заключается в понижении парциального давления компонентов сырья, следовательно, кипение происходит при более низких температурах [11, 12].
К числу недостатков использования пара относятся увеличение затрат энергии (тепла и холода) на перегонку и конденсацию, повышение
В эвапораторе (колонна К-1) установки первичной переработки нефти выполняется её частичное отбензинивание. Выделение бензиновой фракции в этой колонне возможно с использованием различных испаряющих агентов – водяного пара, фракций основной атмосферной колонны [15].
При использовании водяного пара в качестве испаряющего агента для разделения углеводородов в промышленных условиях возникают практические вопросы. В частности, четкость разделения фракций зависит от его характеристик и расхода, функционально зависящего от компонентного состава нефти, увеличиваются энергозатраты на перегонку и другие [16, 17].
В работах [18, 19] показана возможность замены водяного пара на фракцию углеводородов С 1 ÷С 4 , получаемую после разделения газожидкостного потока верха колонны К-1, а также показана возможность использования флегмы основной колонны. При использовании последней на действующей установке имеются определённые сложности, связанные с транспортировкой фракции от основной атмосферной колонны до эвапоратора и другие.
Несмотря на то, что пар частично снижает температуру кипения сырой смеси и дополнительно испаряет смесь сырой нефти, проявляется тенденция к существенному ограничению применения водяного пара и к переводу установок на технологию «сухой» перегонки или в качестве испаряющего агента использовать легкие нефтяные фракции.
Цель работы – оценка возможности использовать в колонне К-1 вместо водяного пара её дистиллят с организацией рекуперации теплоты потоками колонны и сравнение достигаемых показателей работы аппарата при использовании этих испаряющих агентов.
Методы
Объектом исследования является колонна К-1 (эвапоратор) установки первичной переработки нефти. Исследования выполнены с использованием моделирующей программы UniSim Design [20].
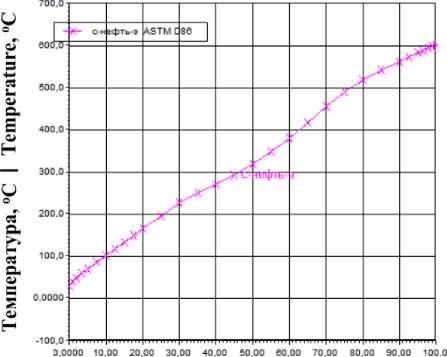
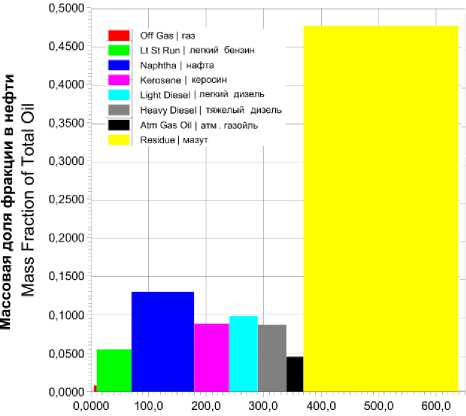
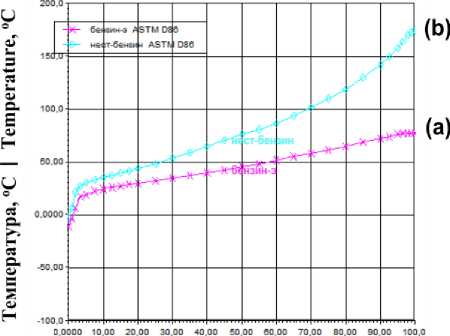
Для проведения исследований была взята нефть, разгонка которой и количественный фракционный состав показаны на рисунке 1 и рисунке 2. Потенциальное содержание бензиновой фракции составляет ~18% масс. или порядка 31500 кг/ч при расходе сырой нефти 175000 кг/ч (199 м3/ч).
При моделировании работы колонны К-1 будем использовать нагрузки и технологические режимы промышленной установки с последующим сравнением достигаемых показателей работы аппарата с рассматриваемыми для нагрева и испарения сырья агентами.
Колонна К-1 содержит 22 тарелки с трапецевидными клапанами: № 1÷12 однопоточные, № 13÷17 двухпоточные, № 18÷22 двухпоточные. На рисунке 3 показана модель «типовой» промышленной колонны К-1.
Отгон, %масс. | distilling, % by weight
Рисунок 1. ASTM D86 разгонка сырой нефти: плотность 880,3 кг/м 3 ; молярная масса 205 кг/кмоль
Входные технологические потоки сырья с-нефть-э и г-с-э поступают на тарелки 13 и 18 соответственно. Принята эффективность контактных устройств кпд = 0,8. В парциальном конденсаторе паровая фаза верха колонны К-1 разделяется на топливный газ (поток газ-э ) и фракцию нестабильного бензина (поток бен-зин-э ), часть которой идёт в виде флегмы на орошение колонны, а оставшаяся балансовая часть насосом подаётся на стабилизацию бензиновой фракции. Кубовый продукт (поток отб-нефть-э ) поступает на основную атмосферную колонну.
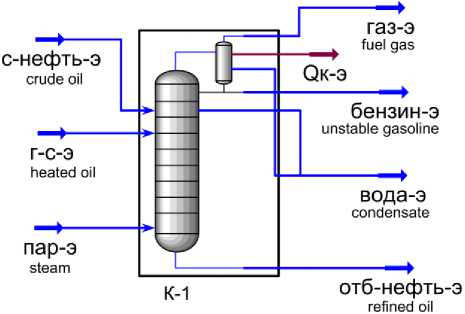
Рисунок 3. Схема колонны К-1
Figure 3. Diagram of the K-1 column
Figure 1. ASTM D86 crude oil distillation: density 880.3 kg/m 3 ; molar mass 205 kg/kmol
Температура кипения, °C
Boiling Point, °C
Рисунок 2. Количественный фракционный состав сырой нефти
Figure 2. Quantitative fractional composition of crude oil
При проведении расчётов в качестве фиксированных управляющих параметров принимали величину отбора нестабильного бензина в количестве 13480 кг/ч и отбор газовой фракции 300 кг/ч. Эти величины были взяты в качестве активных спецификаций для обеспечения сходимости итерационных расчётов, проводимых моделирующей средой.
Рассчитанные технологические режимы колонны К-1 и компонентный состав лёгкой бензиновой и газовой фракций приведены в таблице 1 – таблице 2 (синим цветом выделены задаваемые технологические параметры, чёрным – рассчитанные значения).
Из таблицы 1 и таблицы 2 видно, что на эвапораторе К-1 при расходе пара ~1% мас. от сырья, отборе дистиллята G = 13480 кг/ч и отборе газа ~300 кг/ч рассчитанная температура конца кипения бензиновой фракции Ткк = 80 °С, следовательно, на колонне из сырьевого потока отбирается некоторое количество лёгких углеводородов и какое-то количество лёгкой бензиновой фракции.
Таблица 1.
Технологические режимы (a, b) колонны К-1 с использованием пара
Technological modes (a, b) of the K-1 column using steam
Table 1.
|
Название потока | Stream Name |
пар-э steam |
с-нефть-э raw oil |
г-с-э heated oil |
отб-нефть-э stripped oil |
(a) |
|
Доля паровой фазы | Vapour / Phase Fraction |
1,0000 |
0,1871 |
0,4798 |
0,0000 |
|
|
Температура, °С | Temperature, °C |
343,0 |
232,0 |
316,0 |
187,1 |
|
|
Давление, кРа | Pressure, kРа |
1034 |
517,1 |
517,1 |
350,0 |
|
|
Молярный поток, кмоль/ч | Molar Flow, kmole/h |
94,37 |
836,5 |
17,07 |
660,4 |
|
|
Массовый поток, кг/ч | Mass Flow, kg/h |
1700 |
1,715 e + 005 |
3500 |
1,614 e + 005 |
|
|
Объёмный расход, м3/ч | Std Ideal Lig Vol Flow, m3/h |
1,703 |
194,9 |
3,978 |
179,2 |
|
|
Молярная энтальпия, кДж/кгмоль Molar Enthalpy, kJ/kgmole |
-2,302 e + 005 |
-3,480 e + 005 |
-2,911 e + 005 |
-4,496 e + 005 |
|
|
Молярная энтропия, кДж/кгмоль °С Molar Entropy, kJ/kgmоlе °C |
179,2 |
456,3 |
560,3 |
491,7 |
|
|
Тепловой поток, кДж/ч | Heat Flow, kJ/h |
-2,173 e + 007 |
-2,911 e + 008 |
-4,970 e + 006 |
-2,969 e + 008 |
|
Название потока | Stream Name |
газ-э gas |
бензин-э petrol |
вода-э condensate |
|
Доля паровой фазы | Vapour / Phase Fraction |
1,0000 |
0,0000 |
0,0000 |
|
Температура, °С] | Temperature, °C |
54,57 |
54,57 |
54,57 |
|
Давление, кРа | Pressure, kРа |
300 |
300 |
300 |
|
Молярный поток, кмоль/ч | Molar Flow, kmole/h |
5,433 |
196,0 |
86,04 |
|
Массовый поток, кг/ч | Mass Flow, kg/h |
300,0 |
1,348 e + 004 |
1550 |
|
Объёмный расход, м3/ч | Std Ideal Lig Vol Flow, m3/h |
0,4795 |
19,38 |
1,553 |
|
Молярная энтальпия, кДж/кгмоль Molar Enthalpy, kJ/kgmole |
-1,201 e + 005 |
-1,510 e + 005 |
-2,831 e + 005 |
|
Молярная энтропия, кДж/кгмоль °С Molar Entropy, kJ/kgmоlе °C |
114,1 |
7,195 |
61,05 |
|
Тепловой поток, кДж/ч | Heat Flow, kJ/h |
-6,524 e + 005 |
-2,960 e + 007 |
-2,436 e + 007 |
Таблица 2.
Компонентный состав нестабильного бензина (а, b) колонны К-1 с использованием водяного пара
Table 2.
The component composition of unstable gasoline (a, b) of the K-1 column using water vapor
|
Название углеводорода The Name of the hydrocarbon |
масс. доля mass fractions |
(a) |
Название углеводорода The Name of the hydrocarbon |
масс. доля mass fractions |
(b) |
|
|
Метан | Methane |
0,000091 |
ИТК(0)86* |
| NBP(0)86* |
0,076824 |
||
|
Этан | Ethane |
0,000796 |
ИТК(0)101* |
| NBP(0)101* |
0,000676 |
||
|
Пропан | Propane |
0,020680 |
ИТК(0)114* |
| NBP(0)114* |
0,000009 |
||
|
Изобутан | i-Butane |
0,018641 |
ИТК(0)127* |
| NBP(0)127* |
0,000000 |
||
|
н-Бутан | n-Butane |
0,067169 |
ИТК(0)140* |
| NBP(0)140* |
0,000000 |
||
|
Н2О | Н2О |
0,000444 |
ИТК(0)154* |
| NBP(0)154* |
0,000000 |
||
|
ИТК(0)9* | NBP(0)9* |
0,093888 |
ИТК(0)167* |
| NBP(0)167* |
0,000000 |
||
|
ИТК(0)20* | NBP(0)20* |
0,143429 |
ИТК(0)180* |
| NBP(0)180* |
0,000000 |
||
|
ИТК(0)34* | NBP(0)34* |
0,142405 |
ИТК(0)194* |
| NBP(0)194* |
0,000000 |
||
|
ИТК(0)47* | NBP(0)47* |
0,144368 |
ИТК(0)207* |
| NBP(0)207* |
0,000000 |
||
|
ИТК(0)60* | NBP(0)60* |
0,144297 |
|||||
|
ИТК(0)74* | NBP(0)74* |
0,146282 |
Итого | Total |
1,000000 |
|||
Результаты и обсуждение
Как отмечено выше, использование водяного пара в качестве испаряющего агента для разделения углеводородов в промышленных условиях имеет ряд существенных недостатков.
В работе [19] отмечена возможность замены водяного пара на углеводородные фракции основной атмосферной колонны. Однако, при использовании последних имеются определённые сложность и проблемы, связанные с транспортировкой фракций от атмосферной колонны до эвапоратора и другие.
Ниже рассматривается возможность использовать в колонне К-1 вместо водяного пара её дистиллят с организацией рекуперации теплоты потоками колонны.
На рисунке 4 приведена разработанная модель схемы обвязки колонны К-1 с насосным и теплообменным оборудованием, в которой выполнена замена водяного пара на использование её дистиллята – фракции нестабильного бензина. Схема самой колонны без обвязки показана на рисунке 5.
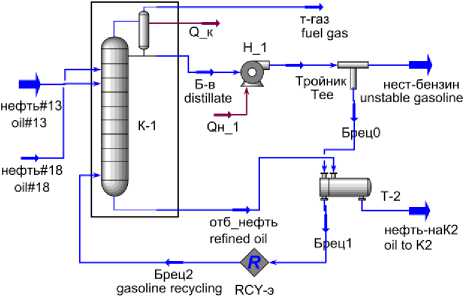
Рисунок 4. Фрагмент предлагаемой схемы обвязки колонны К-1
Figure 4. A fragment of the proposed K-1 column strapping scheme т-газ fuel gas
——t--f наХ-1 on the cooler
—<--
Рефлюкс Reflux
отб_нефть refined oil нефть# 13 oil#l3
нефть# 18 oil#18
Брец2 gasoline recycling
Рисунок 5. Схема колонны К-1 с парциальным конденсатором и рециркулирующим дистиллятом
Figure 5. Diagram of the K-1 column with a partial condenser and recirculating distillate
Ок1 к
Входные технологические потоки сырья нефть#13 и нефть#18 , поступающие на тарелки 13 и 18 соответственно, по составу и режимным параметрам аналогичны рассмотренным выше сырьевым потокам с-нефть-э и г-с-э . В парциальном конденсаторе Х-1, показанном на рисунке 5, паровая фаза (поток наХ-1 ) верха колонны К-1 разделяется на топливный газ (поток т-газ ) и фракцию нестабильного бензина, часть которой идёт в виде флегмы на орошение колонны (поток Reflux , а оставшаяся балансовая часть (поток Б-в ) насосом Н-1 подаётся на Тройник (рисунок 4). Здесь происходит разделение потока Б-из на две части: большая часть (до 90% масс.) – технологический поток нестабильного бензина нест-бензин , направляющийся на колонну стабилизации бензина, оставшееся балансовое количество (поток Брец0 ) предназначено для рециркулирования в колонну К-1.
Для подогрева поток Брец0 поступает в рекуперативный теплообменник Т-2, теплоносителем в котором является кубовый остаток колонны (поток отб_нефть ), откуда горячий поток Брец2 подаётся под 22-ю тарелку колонны. Из теплообменника Т-2 частично отбензиненная нефть (поток нефть-наК2 ) направляется на основную атмосферную колонну К-2 (на схеме не показана).
Рассчитанные технологические режимы и компонентный состав нестабильного бензина колонны К-1 приведены в таблице 3 – таблице 4.
Отметим, что чувствительность показателей работы колонны К-1 (фракционного состава дистиллята) на варьирование температуры подаваемого в колонну рециркулирующего дистиллята от 120 °С до 160 °С низкая, то есть не наблюдается заметное изменение фракционного состава дистиллята, а при температурах выше 160 °С состав практически не изменяется.
Расчёты показали, что изменение количества рециркулируемого в колонну дистиллята влияет на состав нестабильного бензина. В частности, при подаче 1% масс. от сырья получали октановое число по исследовательскому методу ОЧИ = 71,5 с содержанием парафиновых, нафтеновых и ароматических углеводородов (PNA) 60,72; 31,32 и 7,96% мол. соответственно. При подаче дистиллята в количестве 3% масс. от сырья получили ОЧИ = 69,4 с содержанием PNA 58,31; 32,0 и 9,69% мол.
Сравнительную оценку применения рассмотренных испаряющих агентов проводили с учётом качества и выхода фракций с верха колонны К-1.
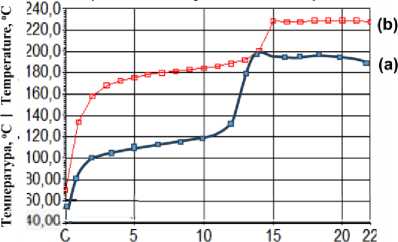
Результаты разгонки получаемой фракции нестабильного бензина при использовании в качестве испаряющего агента водяного пара и дистиллята колонны показаны на рисунке 6, температурные профили по высоте колонны приведены на рисунке 7.
Сравнение с результатами, полученными для колонны К-1 с использованием водяного пара, показывает, что при использовании в качестве испаряющего агента дистиллята колонны достигается чёткое частичное отбензинивание нефти, отсутствует «увлажнение» выходных потоков и наблюдается увеличение в потоке дистиллята содержания фракций нк-180 °С, то есть в колонне увеличивается степень отбензинивания и увеличивается отбор суммы бензиновых фракций от потенциала их содержания в нефти. Последнее важно для технологических схем, в которых используется узел вторичной перегонки бензина на фракции нк-80 °С, 60–90 °С и 80–180 °С.
Рассчитанные температурные кривые по высоте колонны имеют близкий характерный вид, хотя температуры верха и низа аппарата (69,8 °С и 226,1 °С) отличаются от соответствующих температур предыдущей схемы (54,6 °С и 187,1 °С).
Таблица 3.
Технологические режимы (a, b) колонны К-1 с использованием в качестве испаряющего агента дистиллята колонны
Table 3.
Technological modes (a, b) of the K-1 column using distillate of the column as an evaporating agent
|
Название потока | Stream Name |
Брец2 Gasoline recycling |
нефть#13 oil#13 |
нефть#18 oil#18 |
отб-нефть stripped oil |
|
Доля паровой фазы | Vapour / Phase Fraction |
0,6945 |
0,1871 |
0,4798 |
0,0000 |
|
Температура, °С | Temperature, °C |
120,0 |
232,0 |
316,0 |
226,1 |
|
Давление, кРа | Pressure, kРа |
340,0 |
517,1 |
517,1 |
350,0 |
|
Молярный поток, кмоль/ч | Molar Flow, kmole/h |
50,22 |
836,5 |
17,07 |
678,2 |
|
Массовый поток, кг/ч | Mass Flow, kg/h |
4025 |
1,715 e + 005 |
3500 |
1,611 e + 005 |
|
Объёмный расход, м3/ч | Std Ideal Lig Vol Flow, m3/h |
5,569 |
194,9 |
3,978 |
179,6 |
|
Молярная энтальпия, кДж/кгмоль Molar Enthalpy, kJ/kgmole |
-1,460 e + 005 |
-3,480 e + 005 |
-2,911 e + 005 |
-4,100 e + 005 |
|
Молярная энтропия, кДж/кгмоль °С Molar Entropy, kJ/kgmоlе °C |
101,7 |
456,3 |
560,3 |
527,5 |
|
Тепловой поток, кДж/ч | Heat Flow, kJ/h |
-7,331 e + 006 |
-2,911 e + 008 |
-4,970 e + 006 |
-2,781 e + 008 |
(a)
|
Название потока | Stream Name |
т-газ | fuel gas |
Б-в | distillate |
|
Доля паровой фазы | Vapour / Phase Fraction |
1,0000 |
0,0000 |
|
Температура, °С] | Temperature, °C |
69,81 |
69,81 |
|
Давление, кРа | Pressure, kРа |
300 |
300 |
|
Молярный поток, кмоль/ч | Molar Flow, kmole/h |
7,297 |
218,3 |
|
Массовый поток, кг/ч | Mass Flow,kg/h |
427,1 |
1,750 e + 004 |
|
Объёмный расход, м3/ч | Std Ideal Lig Vol Flow, m3/h |
0,6813 |
24,21 |
|
Молярная энтальпия, кДж/кгмоль | Molar Enthalpy, kJ/kgmole |
-1,143 e + 005 |
-1,718 e + 005 |
|
Молярная энтропия, кДж/кгмоль °С | Molar Entropy, kJ/kgmоlе °C |
115,8 |
32,16 |
|
Тепловой поток, кДж/ч | Heat Flow, kJ/h |
-8,343 e + 005 |
-3,750 e + 007 |
(b)
Таблица 4.
Компонентный состав нестабильного бензина (a, b) колонны К-1 с использованием в качестве испаряющего агента дистиллята колонны
Table 4.
The component composition of unstable gasoline (a, b) of the K-1 column using the distillate of the column as an evaporating agent
|
Название углеводорода The Name of the hydrocarbon |
масс. доля mass fractions |
(a) |
Название углеводорода The Name of the hydrocarbon |
масс. доля mass fractions |
(b) |
||
|
Метан | Methane |
0,000058 |
ИТК(0)86* |
| NBP(0)86* |
0,094333 |
|||
|
Этан | Ethane |
0,000535 |
ИТК(0)101* |
| NBP(0)101* |
0,064747 |
|||
|
Пропан | Propane |
0,014320 |
ИТК(0)114* |
| NBP(0)114* |
0,068734 |
|||
|
Изобутан | i-Butane |
0,012666 |
ИТК(0)127* |
| NBP(0)127* |
0,061143 |
|||
|
н-Бутан | n-Butane |
0,045008 |
ИТК(0)140* |
| NBP(0)140* |
0,052135 |
|||
|
Н2О | Н2О |
0,000000 |
ИТК(0)154* |
| NBP(0)154* |
0,042665 |
|||
|
ИТК(0)9* | NBP(0)9* |
0,058589 |
ИТК(0)167* |
| NBP(0)167* |
0,033628 |
|||
|
ИТК(0)20* |
| NBP(0)20* |
0,086929 |
ИТК(0)180* |
| NBP(0)180* |
0,024730 |
||
|
ИТК(0)34* |
| NBP(0)34* |
0,083239 |
ИТК(0)194* |
| NBP(0)194* |
0,010275 |
||
|
ИТК(0)47* |
| NBP(0)47* |
0,081864 |
ИТК(0)207* |
NBP(0)207* |
0,000546 |
||
|
ИТК(0)60* |
| NBP(0)60* |
0,079871 |
|||||
|
ИТК(0)74* |
| NBP(0)74* |
0,083968 |
Итого | Total |
1,000000 |
|||
Отгон, %масс. | distilling, % by weight
Рисунок 6. ASTM D86 разгонка фракции нестабильного бензина, полученной с испаряющим агентом водяным паром (а) и дистиллятом (b) (распечатка в моделирующей среде)
Figure 6. ASTM D86 dispersal fraction of unstable gasoline obtained with vaporizing agent water vapor (a) and distillate (b) (printout in a modeling environment)
Позиции тарелок or конденсатора
Tray Position from Top
Рисунок 7. Температурный профиль по высоте колонны К-1 с испаряющим агентом водяным паром (а) и дистиллятом (b) (распечатка в моделирующей среде) Figure 7. Temperature profile along the height of the K-1 column with vaporizing agent water vapor (a) and distillate (b) (printout in a modeling environment)
Результаты проектного расчёта «ожидаемых» конструкционных параметров колонны К-1 с разными испаряющими агентами показаны в таблице 5.
Таблица 5.
«Ожидаемые» конструкционные параметры колонны К-1 с использованием в качестве испаряющего агента водяного пара и дистиллята
Table 5.
The "expected" design parameters of the K-1 column using water vapor and distillate as an evaporating agent
|
Испаряющий агент | Evaporating agent |
Водяной |
пар | Water |
vapor |
Дистиллят |
| Distillate |
|
|
Секция | Section |
Секция-1 Section-1 |
Секция-2 Section-2 |
Секция-3 Section-3 |
Секция-1 Section-1 |
Секция-2 Section-2 |
Секция-3 Section-3 |
|
Тип тарелки | Internals |
Клапанные Valve |
Клапанные Valve |
Клапанные Valve |
Клапанные Valve |
Клапанные Valve |
Клапанные Valve |
|
Диаметр, м | Diameter, m |
2,438 |
1,981 |
1,829 |
1,829 |
1,981 |
1,829 |
|
Max затопление, % | Max Flooding, % |
78,29 |
60,08 |
52,84 |
65,53 |
45,07 |
31,41 |
|
Х-поверхность, м2 | X-Area, m2 |
4,670 |
3,083 |
2,627 |
2,207 |
3,083 |
2,627 |
|
Высота, м | Height, m |
7,315 |
2,400 |
2,500 |
3600 |
2,500 |
2,250 |
|
Дельта Р, кРа | Dеltа Р, kРа |
9,612 |
3,101 |
3,113 |
5,173 |
2,460 |
2,917 |
|
Поточность | Number of Flow Paths |
1 |
2 |
2 |
1 |
2 |
2 |
|
Длина потока, мм | Flow Length, mm |
1740 |
444,5 |
330,2 |
1321 |
482,6 |
215,9 |
|
Ширина потока, мм | Flow Width, mm |
2212 |
1773 |
1638 |
1481 |
1764 |
1630 |
|
Max DP/тарелка, кПа | Max DP/Tray, kРа |
0,838 |
0,640 |
0,637 |
0,439 |
0,577 |
0,587 |
|
Общая длина слива, мм Total Weir Length, mm |
1708 |
3502 |
3296 |
1032 |
3458 |
3382 |
|
Высота слива, мм | Weir Heigth, mm |
50,80 |
50,80 |
50,80 |
50,80 |
50,80 |
50,80 |
|
Активная поверхность, м2 Active Area, m2 |
3,848 |
1,576 |
1,082 |
1,957 |
1,957 |
0,7039 |
При использовании рассматриваемых испаряющих агентов рассчитываются достаточно близкие нагрузки и параметры по высоте колонны: секция 1 (тарелки 1–12) секция 2 (тарелки 13–17) и секция 3 (тарелки 18–22). Следовательно, в колонне К-1 будет достигаться устойчивая работа контактных устройств, что подтверждает возможность промышленного использования дистиллята колонны в качестве испаряющего агента.
В приведенной выше схеме (рисунок 4) подогрев дистиллята перед его подачей в низ колонны К-1 проводится в рекуперативном теплообменнике потоком кубового продукта колонны. В качестве других целесообразных вариантов возможна рекуперация тепла потоками основной атмосферной колонны.
Заключение
В колонне частичного отбензинивания нефти К-1 в качестве испаряющих агентов в промышленных условиях используют водяной пар, возможно применение газовой фазы С 1 -С 4 , фракций основной атмосферной колонны.
Проведенный вычислительный эксперимент в программной моделирующей системе UniSim Design показал, что на колонне К-1 возможно использовать в качестве испаряющего агента дистиллят самой колонны, при этом варьирование технологических режимов колонны позволяет достигать требуемый отбор дистиллята, регулировать его фракционный состав и содержание в нём фракций нк-180 °С. Вместе с тем, на установке снижается потребление пара.
Список литературы Замена испаряющего агента на колонне К-1 установки первичной переработки нефти
- Rahman S.A., Anjana R. Unisim Based Simulation and Analysis of Crude Oil Distillation // IOP Conference Series: Materials Science and Engineering. IOP Publishing, 2021. V. 1114. №. 1. P. 012094.
- Patrascioiu C., Jamali M. Crude distillation process simulation using Unisim Design simulator // International Journal of Chemical and Molecular Engineering. 2018. V. 12. №. 7. P. 340–346.
- Al-Muslim H., Dincer I., Zubair S.M. Exergy analysis of single-and two-stage crude oil distillation units // J. Energy Resour. Technol. 2003. V. 125. №. 3. P. 199–207.
- Rivero R. Application of the exergy concept in the petroleum refining and petrochemical industry // Energy conversion and Management. 2002. V. 43. №. 9-12. P. 1199-1220.
- Ledezma-Martínez M., Jobson M., Smith R. Simulation–optimization-based design of crude oil distillation systems with preflash units // Industrial & Engineering Chemistry Research. 2018. V. 57. №. 30. P. 9821–9830.
- Kamisli F., Ahmed A.A. Simulation and Optimization of A Crude Oil Distillation Unit // Turkish Journal of Science and Technology. 2019. V. 14. №. 2. P. 59–68.
- Yang K. et al. Improving energy saving of crude oil distillation units with optimal operations // Journal of cleaner production. 2020. V. 263. P. 121340.
- Kim Y.H. An Energy‐Efficient Crude Distillation Unit with a Prefractionator // Chemical Engineering & Technology. 2017. V. 40. №. 3. P. 588-597. doi: 10.1002/ceat.201600387
- Kumar S., Mhetre A. S. Comparative techno-economic evaluation of potential processing schemes for petroleum crude oil distillation // Results in Engineering. 2022. V. 14. P. 100480. doi: 10.1016/j.rineng.2022.100480
- Jumaah A.F., Amooey A.A., Nabavi S.R. Simulation Multi‐Objective Particle Swarm Optimization of a Crude Oil Distillation Unit // Chemical Engineering & Technology. 2023. V. 46. №. 2. P. 270-278. doi: 10.1002/ceat.202200386
- Чуракова С.К., Богатых К.Ф., Нестеров И.Д. Влияние способа подвода тепла на энергозатраты в процессе частичного отбензинивания нефти // Актуальные проблемы технических, естественных и гуманитарных наук: материалы Международной научно-технической конференции. Уфа: Изд-во УГНТУ, 2009. С. 106.
- Пат. № 2375408, RU, C10G 7/06. Способ перегонки нефти / Биктимиров Ф.С. № 2008120247/04; Заявл. 21.05.2008; Опубл. 10.12.2009, Бюл. № 34.
- Казанцев А.И., Кожухова Н.Ю. Пути повышения эффективности работы отбензинивающей колонны блока АВТ // Молодые ученые в решении актуальных проблем науки. 2020. С. 142–144.
- Сайдалиев Б.Я. Снижение расхода топлива без нарушения технологического стандарта первичной переработки нефти // Universum: технические науки. 2020. №. 7-3 (76). С. 22-24.
- Эдер Л.В., Филимонова И.В., Немов В.Ю., Проворный И.А. Добыча, переработка и экспорт нефти и нефтепродуктов в России // Вестник Тюменского государственного университета. Экология и природопользование. 2014. №. 4. С. 83-97.
- Зотов Н.И., Попов С.В., Хабибрахманова О.В. Повышение эффективности работы колонны частичного отбензинивания нефти // Вестник ВГУИТ. 2021. Т. 83. № 1. С. 284–289.
- Глаголева О.Ф., Капустин В.М. Повышение эффективности процессов подготовки и переработки нефти (обзор) // Нефтехимия. 2020. Т. 60. №. 6. С. 745-754. doi: 10.31857/S002824212006009X
- Морозов В.А., Отрошко Т.П., Моржухина Л.Д., Луговской А.И. и др. Современная установка вакуумной перегонки мазута //Нефтепереработка и нефтехимия. Научно-технические достижения и передовой опыт. 2016. №. 10. С. 51-58.
- Федькин В.С., Попов С.В., Хабибрахманова О.В. Выбор испаряющего агента колонны частичного отбензинивания нефти // Вестник ВГУИТ. 2021. Т. 83. № 4. С. 252–260.
- Тугашова Л.Г. Определение показателей качества нефтепродуктов // Инновационное развитие науки и образования. 2020. С. 109-119.
