Замена в перспективных летательных аппаратах прессованных профилей гнутолистовыми повышенной жесткости - важная задача конструкторских бюро и производства

Автор: Колганов И.М., Перфильев О.В., Марковцев В.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.12, 2010 года.
Бесплатный доступ
В статье авторы наметили и приводят основные научно-обоснованные пути повышения конкурентоспособности отечественных самолетов за счет расширения применения гнутолистовых профилей. Разработаны технология и оборудование для их изготовления волочением в роликовом формующем инструменте с созданием аксиального сжатия.
Гнутолистовые профили, волочение, роликовый формующий инструмент, аксиальное сжатие
Короткий адрес: https://sciup.org/148199404
IDR: 148199404 | УДК: 621.981.1:629.73.002.2
Replacement in perspective flying devices of pressed structures curved of the raised rigidity - the important problem of design offices and manufactures
In clause authors have planned and result the basic scientifically proved ways of increase of competitiveness of domestic planes due to expansion of application curved lea structures. The technology and the equipment are developed for their manufacturing by drawing in the roller forming tool with creation of axial compression.
Текст научной статьи Замена в перспективных летательных аппаратах прессованных профилей гнутолистовыми повышенной жесткости - важная задача конструкторских бюро и производства
двигателей (ГТД) и др. Такие профили по своей несущей способности приближаются к прессованным, но выгоднее по массе, однородности механических свойств и качеству поверхности, имеют высокую технологичность, так как изготовление возможно на любом предприятии при любой форме их поперечного сечения. Это показали расчеты по технико-экономическому обоснованию внедрения профилей из алюмини-ево-бериллиевых и алюминиево-литиевых сплавов на БКС “Буран”.
Гнутолистовые профили из алюминиевых сплавов внедрены на турбовинтовых самолетах Ил-114 и др. В институте проводилась работа по созданию принципиально новых машин: летающего автомобиля, где было обосновано применение во всех панелях и каркасе гнутолистовых профилей и гофра с утолщением по зонам сгиба до 25-30%.
Эффективным способом изготовления профилей и гофров повышенной жесткости и точности размеров из низкопластичных металлов является их формообразование волочением [3]. По сравнению с известными процессами СИ волочение профилей в роликовых устройствах позволяет увеличить допустимые нормы степени деформации и снизить число переходов, уменьшить опасность закручивания заготовки из-за разных по высоте роликов линейных скоростей; изготавливать из низкопластичных материалов в холодном состоянии профили фасонного сечения; улучшить качество поверхности; значительно снизить трение; обойтись без калибровки с обеспечением высокой точности размеров [4].
Высокую эффективность можно получить, если формообразование профилей вести, создавая в очаге деформации тангенциальное, радиальное и аксиальное сжатие, величину и направление которых следует регулировать в зависимости от сложности геометрии поперечного сечения с использованием методов термомеханической обработки (ТМО) [2, 6]. Для этих целей целесообразно использовать, например, изготовленную на КнААПО в г. Комсомольск-на-Амуре волочильно-прокатную установку модели ВПУ-120/7,5, произведя ее модернизацию и схемы процесса, представленные на рис. 1.
В развитие ВПУ-120/7,5 и методов СИ, процесса волочения и его сочетания с прокаткой впоследствии разработаны новые модели волочильно-прокатного оборудования (рис. 2), авто- матизированные линии [7] (рис. 3), где предусматривается формообразование одновременно в два ручья, включенные в федеральный план перспективных разработок.
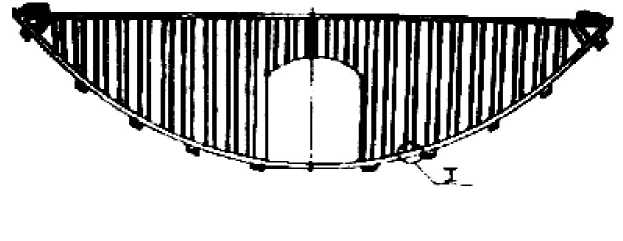
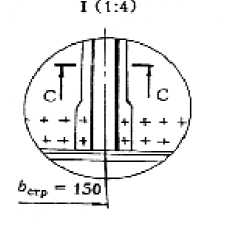
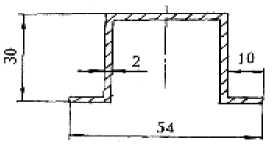
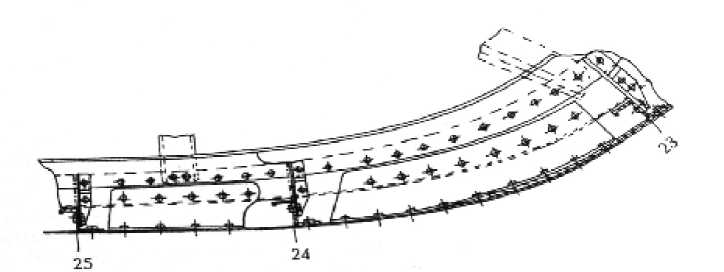
Перспективно работает по внедрению гнутолистовых профилей в строительные объекты и в авиакосмическую технику Ульяновский НИАТ, благодаря их научно-исследовательской деятельности в 1987- 2009 гг. гнутые профили используются в каркасах ЛА Ан-70, Ан-140, Ан-148, Бе-200, Ил-103, Ил-114, Ил-112, Ту-334. Значительные усилия принимались НИАТ совместно с кафедрой “Самолетостроение” ИАТУ (института авиационных технологий и управления) УлГТУ по внедрению гнутолистовых профилей в конструкцию изделий ЗАО “Авиастар-СП” (рис. 4), планеров Ан-124 и Ту-204 в разных модификациях [2].
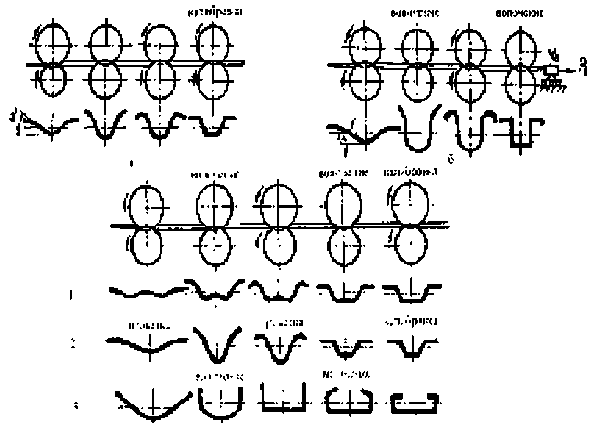
Рис. 1. Схема формирования сечения гнутолистовых профилей на волочильно-прокатной установке типа ВПУ-120/75 по методу стесненного изгиба: а, б – наиболее целесообразные варианты
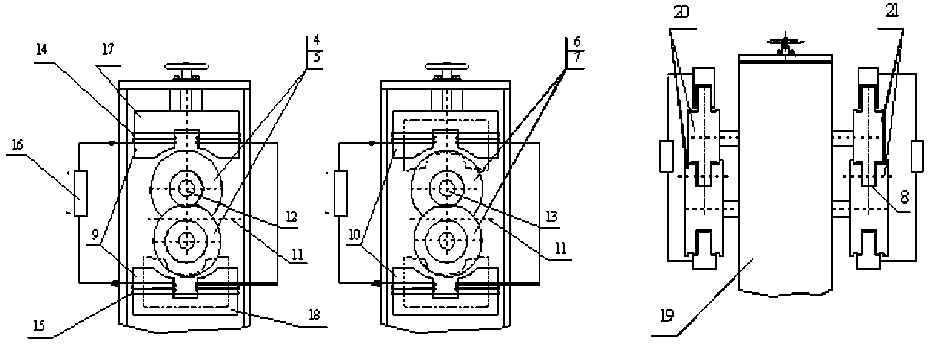
Рис. 2. Модель волочильно-прокатного оборудования способа регулировки зазора калибра на толщину профилируемой заготовки:
4, 5; 6, 7 - роликовые пары; 11 – ось профилирования; 12, 13 – рабочие валы; 14, 15 – электромагнитные катушки; 16 – источник постоянного тока; 17,18 - магнитопроводы; 19 - корпус; 20, 21 – роликовая пара
а)
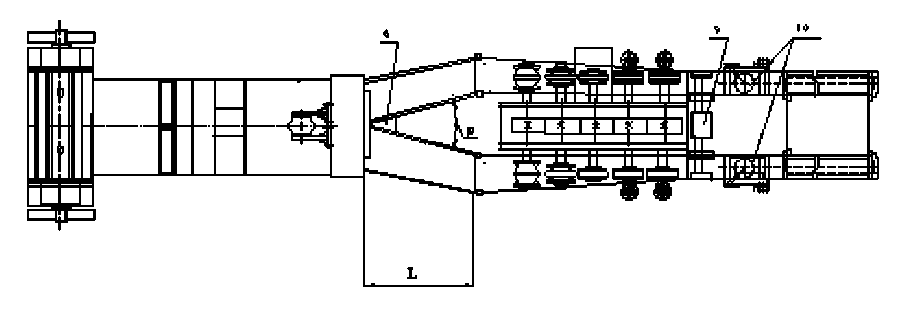
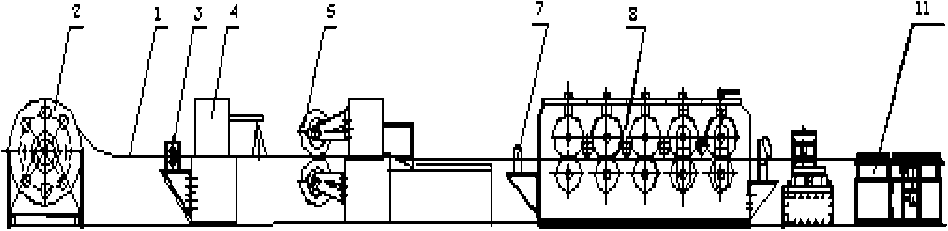
Рис. 3. Автоматизированная линия:
1-заготовка; 2-рулонница подающая; 3-смазывающе-подающее устройство; 4-источник ультразвуковых колебаний; 5 - роликовый режущий нож; 6 - направляющий клин; 7 - устройство регулируемое; 8 - профилегибочный агрегат; 9 - отсчитывающее устройство; 10 - отрубные штампы (а - вид сверху, б - вид спереди)
По заданию предприятий отработана технология изготовления профиля с десятью зонами сгиба (рис. 5) за 8 переходов из заготовок толщиной 1,2-1,5 мм. Для транспортного самолета местных авиалиний Ил-112 УлНИАТ разработаны, изготовлены и поставлены три типоразмера профиля из материала В95 пчАТ-2 и 1163АТ-1 (табл. 1) толщиной 0,8, 1,0 и 1,2 мм.
Четыре типоразмера профилей толщиной 1,0, 1,2, 1,5 мм поставлены в силовые конструкции самолета Ан-148, более десяти профилей для несиловых внутрифюзеляжных конструкций. Все профили имеют отбортовки по обеим полкам, ширина которых 8,0 - 20 мм.
Конструкторские подразделения предприятий при изготовлении гнутолистовых профилей учитывают соотношение длины (высоты) и толщины профиля, поскольку соотношение длины и высоты не может быть больше 16-20, иначе их критические напряжения при сжатии значительно снижаются, что доказано экспериментальными исследованиями.
Однако сегодняшнее состояние финансирования перспективных технологий и оборудования не позволяет внедрять новейшие достиже- ния науки в производство и в конструкцию перспективных летательных аппаратов.
После опытного полета и ознакомления с конструкцией самолета пятого поколения “Су-пер-Джет-Сухой-100“, государством принято решение значительно изменить позицию по внедрению в конструкцию самолетов передовых методов и технологии, в частности по замене прессованных профилей на гнутолистовые, как в продольном, так и в поперечном наборе каркаса фюзеляжа.
Для большинства типоразмеров профилей технологией предусматривается создание аксиального сжатия, отработаны параметры интенсификации процесса. Ведутся работы по изготовлению бездефектных листовых профилей из металлокомпозиционных материалов, оборудования с автоматизированной настройкой на толщину профилируемой заготовки [8].
Повысить ресурс и конкурентоспособность отечественной авиатехники возможно только за счет повсеместного расширения использования тонколистовых конструкций, обеспечивающих снижение массы, повышения механических свойств и ресурса [2, 3].
С-С (1:1)
а
б
Рис. 4. Использование гнутолистовых профилей из Al-Li сплавов: а – в низинке шпангоута самолета Ан-124; б – в типовой панели фюзеляжа Ту-204
а
б
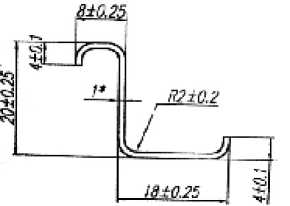
Рис. 5. Гнутолистовые профили:
а – используемый ПКП “САМ”; б – используемый в конструкции Ил-112
Следует отметить, что отечественные разработки успешно используются иностранными КБ и фирмами. Внедрение тонколистовых гнутых профилей в конструкцию самолетов создает предпосылки к снижению общей массы широкофюзеляжных самолетов всех модификаций как отечественных, так и зарубежных.
Список литературы Замена в перспективных летательных аппаратах прессованных профилей гнутолистовыми повышенной жесткости - важная задача конструкторских бюро и производства
- Колганов И.М., Башилов А.С., Богданов Б.В. Изготовление панелей с гнутыми профилями из перспективных алюминиевых сплавов//Авиационная промышленность. 1994. № 9-10. С. 3-5.
- Колганов И.М., Пакшин П.Ю., Башилов А.С. Повышение конкурентоспособности отечественной авиатехники путем внедрения алюминиево-литиевых сплавов и рационального выбора ТМО//Авиационная промышленность. 2001. № 1. С. 11-14.
- Колганов И.М. Разработка и внедрение прогрессивных технологий изготовления волочением-прокаткой профилей и гофров повышенной жесткости из листовых авиационных материалов: Дисс... докт. техн. наук. Самара. 2007. 267 с.
- Колганов И.М. Исследование процесса волочения тонкостенных профилей из листа в условиях стесненного изгиба//Кузнечно-штамповочное производство. 1985. №26. С.29-31.
- Колганов И.М., Куприн П.Н., Пакшин П.Ю. Исследование процесса стесненного изгиба при профилировании тонколистовых заготовок//Изв. вузов. Авиационная техника. 2005. №3. С.55-58.
- Колганов И.М., Пакшин П.Ю. Влияние ТМО на силовые факторы процесса профилирования листовых заготовок во вращающемся роликовом инструменте//Авиационная промышленность. 2006, № 1. С. 11-15.
- Патент РФ №2269392. Способ изготовления тонкостенных профилей из труднодеформируемых листовых заготовок и автоматизированная линия для его реализации/И.М. Колганов, А.Ю.Небольсин, М.С.Максимов. Опубл. БИ. 2006. №4.
- Патент РФ № 2292250. Способ регулировки зазора калибра на толщину профилируемой заготовки и устройство для его реализации/И.М. Колганов, О.В. Перфильев, А.Г. Абаськин, Д.В. Яковлев. Опубл. БИ. 2007. №3.
