Анализ водопотребления в технологических процессах переработки зерна на спирт

Автор: Туршатов М.В., Кононенко В.В., Леденев В.П., Кривченко В.А., Соловьев А.О., Никитенко В.Д.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Пищевая биотехнология
Статья в выпуске: 3 (97) т.85, 2023 года.
Бесплатный доступ
В статье рассмотрены вопросы потребления воды при производстве этилового спирта из зернового сырья. Приведены данные о ее потребности на технологические нужды (для приготовления замеса), в качестве хладагента, для парообразования, на хозяйственно-бытовые нужды. Показано, что вода в удельном исчислении является самым объёмным сырьевым ресурсом (до 1600 м3/1000 декалитров), но при этом практически не расходуется в качестве реагента на технологические цели. Проведен анализ вариантов многократного использования воды и показана возможность сокращения ее расхода до 200 м3/1000 декалитров, за счет многократного использования охлаждающей воды, путем внедрения системы оборотного водоснабжения, постоянной циркуляции воды через градирни, где происходит ее охлаждение. Отмечается также возможность полного исключения воды в процессах охлаждения путем применения «сухих» градирен. При этом циркуляция хладагента (например, этиленгликоля) осуществляется в замкнутом цикле. Также показана актуальность использования одного потока воды для последовательного охлаждения полупродуктов: бродящее и осахаренное сусло, разваренная масса с применением эффективных теплообменных аппаратов спирального, пластинчатого типа. Приведен пример сокращения расхода воды для парообразования путем повторного использования «условно чистого» конденсата пара, образуемого в системах «глухого» нагрева полупродуктов. Проведен анализ сокращения потребления воды для приготовления замеса за счет переработки сырья в условиях высоких концентраций и повторного использования фильтрата барды. Помимо экономии тепло - энергоресурсов это снижает объемы образуемой барды и производственных стоков. Как следствие уменьшаются затраты на их переработку и очистку. Предложен перечень мероприятий, который позволит снизить водопотребление в 10 и более раз и повысит ь рентабельность производства спирта на 2-2,5%.
Водопотребление, хладагент, оборотное водоснабжение, конденсат, многократное использование, технологические траты
Короткий адрес: https://sciup.org/140303248
IDR: 140303248 | УДК: 663.52 | DOI: 10.20914/2310-1202-2023-3-84-89
Analysis of water consumption in technological processes of grain processing for alcohol
The article deals with the issues of water consumption in the production of ethyl alcohol from grain raw materials. The data on its demand for technological needs (for preparing a batch), as a refrigerant, for steam generation, for household needs are given. It is shown that water in specific terms is the most voluminous raw material resource (up to 1600 m3/1000 decaliters), but at the same time it is practically not consumed as a reagent for technological purposes. The analysis of options for the reuse of water was carried out and the possibility of reducing its consumption to 200 m3/1000 decaliters was shown, due to the repeated use of cooling water, by introducing a circulating water supply system, constant circulation of water through the cooling towers, where it is cooled. It is also noted the possibility of complete exclusion of water in the cooling processes through the use of "dry" cooling towers. In this case, the circulation of the refrigerant (for example, ethylene glycol) is carried out in a closed cycle. The relevance of using a single water flow for sequential cooling of semi-products is also shown: fermenting and saccharified wort, boiled mass using efficient heat exchangers of a spiral, plate type. An example is given of reducing water consumption for steam generation by reusing "conditionally clean" steam condensate formed in systems of "dull" heating of semi-finished products. An analysis was made of reducing the consumption of water for the preparation of the mixture due to the processing of raw materials in conditions of high concentrations and the reuse of the stillage filtrate. In addition to saving heat and energy resources, this reduces the volumes of formed stillage and industrial effluents. As a result, the costs of their processing and purification are reduced. A list of measures has been proposed that will reduce water consumption by 10 or more times and increase the profitability of alcohol production by 2-2.5%.
Текст научной статьи Анализ водопотребления в технологических процессах переработки зерна на спирт
Из всех сырьевых ресурсов, используемых для проведения технологических процессов переработки зерна на спирт, вода является основным составляющим материальных потоков. Основное ее предназначение – обеспечение условий для ведения биокаталитических процессов: растворение крахмала, его ферментативный гидролиз, дрожжегенерация, брожение. На эти цели, в пересчете на 1 000 дал спирта, требуется 70–90 м3 воды, что составляет порядка 10% от ее общего потребления.
Основное ее количество 950–1600 м3 применяется в качестве хладагента для охлаждения полупродуктов спиртового производства: разваренная масса, осахаренное и бродящее сусло, в процессах брагоректификации, при переработке барды на стадии вакуум-упаривания. Кроме того, вода используется в котельной для получения пара (до 100 т/1000 дал спирта), на мойку и дезинфекцию оборудования, хоз. бытовые нужды [1 –3] .
Во ВНИИПБТ созданы нормативные документы [4, 5] регламентирующие потребление воды на различных стадиях спиртового производства и количество образуемых жидких стоков, требующих очистки, однако, в силу развития технологий и оборудования в области ресурсосбережения, некоторые положения указанных документов и требуют актуализации. В статье приводится обобщенный анализ водопотребления с учетом современных (инновационных) исследований, обеспечивающих ее сокращение.
Качество воды для технологических, питьевых и хозяйственно-бытовых нужд, должно соответствовать требованиям СанПиН 2.1.3684–21 [6] . Потребление воды спиртзаводами осуществляется в основном из поверхностных и подземных источников. Вода из коммунальных сетей используется лишь небольшим числом заводов, в связи с удаленностью большинства спиртовых производств от крупных населенных пунктов и лишь в незначительных количествах (например для хозбытовых нужд), так как при существующих тарифах на водопотребление и водоотведение затраты спиртзаводов на воду составили бы порядка 100 рублей за 1 дал, что эквивалентно 20% себестоимости спирта [7] .
Анализ структуры водопотребления на спиртзаводах показал, что использование современных технологий и оборудования позволяет максимально сократить водопотребление с одновременным снижением количества жидких производственных стоков [8] .
Снижение потребления воды на спиртовых заводах может быть достигнуто несколькими способами. Во-первых, за счет сокращения потребления технологической воды (для приготовления замеса) путем переработки сырья при повышенных концентрациях и многократного повторного использования жидких потоков (фильтрата барды, кислого конденсата с вакуум-выпарной установки) взамен свежей воды [9 –11] . Так повышение концентрации сусла (растворимых сухих веществ) с 16–18% до 22–24% за счет снижения гидромодуля позволит сократить 20–25% воды для приготовления замеса.
Методика
В ходе работы проводили анализ существующей нормативной базы, регламентирующей производство спирта, анализировали фактическое потребление воды на действующих предприятиях отрасли в пересчете на производство 1 000 дал спирта. Обозревали современные технологии ресурсосберегающей технологии для получения комплекса рекомендаций по рациональному использованию водных ресурсов, которые потенциально могут снизить водопо-требление до 10 раз.
Результаты и обсуждение
Во ВНИИПБТ с целью повторного использования жидких сред были проведены исследования [12 -15] в которых в качестве жидкой фазы на стадии получения зернового замеса использовали 20% фильтрата барды и до 80% конденсата, образуемого при вакуум-выпаривании фильтрата барды. Полученные результаты по выходу спирта, образованию примесей в бражке, показали перспективность такого приема.
Примером замкнутого водообеспечения также может быть технология «Биостил» [16] , разработанная компанией Chematur (Швеция). Ее особенность – практически 100%-я циркуляция жидкой фазы основного продуктового потока на всех стадиях производства. Началом является получение водно-зернового замеса, затем она участвует в процессах водно-тепловой ферментативной обработки и после отгонки спирта, в виде тонкого фильтрата барды, возвращается на головную стадию производства. В данной технологии предусмотрен сокращенный срок брожения, обеспечивающий минимальное накопление побочных примесей. Остаточные несбро-женные углеводы возвращаются с фильтратом барды на повторную переработку.
Дополнительным примером повторного использования технологической воды является применение водно-спиртовой жидкости, образуемой после спиртоловушки для заполаскивания бродильных чанов взамен воды при их освобождении от зрелой бражки. Помимо экономии чистой воды это исключает разбавление бражки и сокращает затраты пара на ее перегонку.
Как уже отмечалось, основное количество воды, необходимое спиртовым заводам, используется для охлаждения и конденсации продуктовых потокоа на различных этапах технологического процесса. Так, в пересчете на 1000 дал спирта для охлаждения разваренной массы по нормативам требуется 150–300 м3 воды, для охлаждения бродильных чанов 600–800 м3, на бргоректификацию до 500 м3, на вакуум-упаривание фильтрата барды до 1000 м3. Современное теплообменное оборудование, а также современные системы охлаждения и рецир- куляции хладагента позволяют снизить расход воды для охлаждения в 10 и более раз. Такие системы обеспечивают постоянную циркуляцию воды в системах охлаждения с подпиткой, компенсирующей ее частичное испарение в количествах, не превышающих 5–10% от общего потока.
Также в спиртовом производстве существует техническая возможность значительного снижения водопотребления в котельной на производство пара. Достигается это путем возврата в котельную «чистого» конденсата пара, образуемого в системах «глухого» нагрева полупродуктов. Особенно это актуально в процессах брагоректификации и переработки барды в сухие продукты (рисунок 1).
Технологическая вода Process water
Отработанная вода
Waste water
Котельная
Boiler room
Зерно Grain
Брагоректификация Bragorectification
Вода техническая Technical water
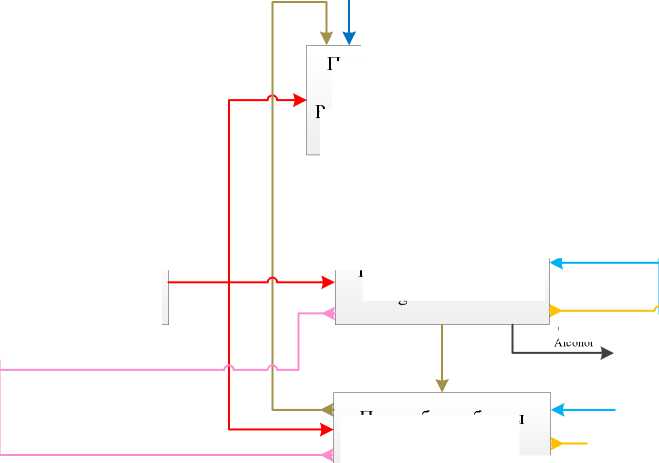
Подготовка и сбраживание зернового сырья Preparation and fermentation of grain raw materials
Переработка барды Recycling stillage
Сухая барда Dry s tillage
Рисунок 1. Схема оборотного водоснабжения спиртового производства
Figure 1. Scheme of recycling water supply of alcohol production

СО 2
Спирт Alcohol
Охлажденная вода Cooled water
Пар
Steam
Чистый конденсат Pure condensate
Фильтрат барды Filtrate sti llage
Градирня
Cooling tower
Так, на стадии брагоректификации требуется до 70 т пара на 1000 дал спирта, а в процессе сушки до 50 т острого пара. Внедрение энергосберегающих технологий также позволяет снизить расход пара на производство спирта [17, 18]. Современные «Мягкие» схемы тепловой обработки замесов потребляют 7–8 кг пара на 1 дал спирта вместо 20–22 кг по «жестким» схемам разваривания. Энергосберегающие БРУ, в которых колонны работают под разным давлением, а пар используется последовательно в нескольких колоннах потребляют 28–35 кг пара на 1 дал спирта вместо 60–70 кг в «классических» аппаратах [19, 20].
Рассмотренные способы сокращения водо-потребления на различных стадиях получения спирта могут быть, без значительных инвестиций, реализованы на действующих спиртзаводах с одновременным снижением количества производственных стоков, требующих очистки. В таблице 1 приведены усредненные данные водопотребления при прямоточной и оборотной схемах.
Таблица 1.
Потребление воды при производстве спирта, м3/1000 дал
Table 1.
Water consumption in the production of alcohol, m3/1000 decaliters
|
Назначение Purpose |
Водопотребление | Water consumption |
|
|
Прямоточное Direct-flow |
Оборотное Negotiable |
|
|
Спиртовое производство | Alcohol production |
||
|
На технологические цели: получение замеса, промывка СО 2 , и т. д. | For technological purposes: mixing, washing with CO 2 , etc. |
90±6 |
40±3 |
|
Котельная | Boiler room |
70±4 |
30±3 |
|
На охлаждение | For cooling: – разваренной массы, осахаренного сусла | boiled mass, saccharified wort – дрожжегенерации, брожения | yeast generation, fermentation – брагоректификации | bragorectification |
225±6 650±18 400±11 |
60±7 |
|
Мойка, дезинфекция оборудования | Washing, disinfection of equipment |
22±4 |
20±3 |
|
Питьевая и хоз. бытовые нужды | Drinking and household needs |
8±1 |
8±1 |
|
Итого | Total: |
1455±50 |
158±18 |
|
Переработка барды | Recycling stillage |
||
|
Конденсация паров при вакуум выпаривании барды | Vapor condensation during vacuum evaporation of stillage |
900±21 |
45±5 |
|
Мойка, дезинфекция оборудования, хоз. бытовые нужды | Washing, disinfection of equipment, household needs |
2±1 |
2±1 |
|
Итого | Total: |
902±22 |
47±6 |
Заключение
Вышеописанные примеры и приведенные данные свидетельствуют о возможности переработки зерна на спирт с минимальным водопо-треблением. Для этого необходима реализация следующих мероприятий:
-
• переработка сырья при повышенных концентрациях, что достигается гидромодулем (соотношением зерно/ода) не выше, чем «1/2,5», при этом концентрация спирта в зрелой бражке должна быть не менее 12% об.;
-
• применение низкотемпературных режимов водно-тепловой обработки сырья;
-
• «глухой» обогрев бражных колонн с рекуперацией тепла в процессах брагоректификации;
-
• повторное использование жидких стоков: (фильтрат и конденсат барды, лютерная вода, водноспиртовая жидкость после спиртоло-вушки, и т. д.);
-
• оборотное водоснабжение условно чистой охлаждающей воды с использованием градирен;
-
• последовательное использование воды в процессах охлаждения: брожения, осахаривания;
-
• повторное использование «чистого» конденсата пара, образуемого в процессах «глухого обогрева» при брагоректификации, вакуум-упаривании и сушки барды и др.;
-
• применение теплообменных аппаратов с высоким коэффициентом теплопередачи: спиральные, пластинчатые;
-
• автоматизация контуров регулирования температуры, расхода воды, давления, и т. д.;
-
• применения «сухих» градирен с использованием в качестве хладагента – этиленгликоля.
Внедрение вышеуказанных мероприятий позволяет максимально (в 10 и более раз) минимизировать потребление воды из внешних источников, сократить производственные стоки. Это в свою очередь снижает эксплуатационные затраты, которые при оптимальном варианте в себестоимости спирта могут составлять не более 2,0–2,5%.
Научно-исследовательская работа проведена за счет средств субсидии на выполнение государственного задания (тема № FGMF-2022-0006).
Список литературы Анализ водопотребления в технологических процессах переработки зерна на спирт
- Jiang H. et al. A novel thermoelectric distiller integrated with water cooling circulation for alcohol distillation // Applied Thermal Engineering. 2023. V. 219. P. 119392.
- Thomas K.C., Hynes S.H., Ingledew W.M. Practical and theoretical considerations in the production of high concentrations of alcohol by fermentation // Process Biochemistry. 1996. V. 31. №. 4. P. 321-331.
- Collura M.A., Luyben W.L. Energy-saving distillation designs in ethanol production // Industrial & engineering chemistry research. 1988. V. 27. №. 9. P. 1686-1696.
- Регламент производства спирта из крахмалистого сырья. Часть 1. ВНИИПрБ, Москва, 1979. 270 с.
- Технологические и укрупненные нормы водопотребления и водоотведения для спиртовых заводов, перерабатывающих крахмалистое сырье. М.: ЦНИИТЭИ Пищепром, 2002. 28 с.
- Санитарно-эпидемиологические требования к содержанию территорий городских и сельских поселений, к водным объектам, питьевой воде и питьевому водоснабжению, атмосферному воздуху, почвам, жилым помещениям, эксплуатации производственных, общественных помещений, организации и проведению санитарно-противоэпидемических (профилактических) мероприятий". М.: Информационно-издательский центр Госкомсанэпиднадзора России, 2021. 75 с.
- Производство спирта этилового ректификованного и ликероводочных изделий: Санитарные правила и нормы. М.: «ИНТЕРСЭН», 1998. 39 с.
- Guo H.C. et al. Assessment of cleaner production options for alcohol industry of China: a study in the Shouguang Alcohol Factory // Journal of Cleaner Production. 2006. V. 14. №. 1. P. 94-103.
- Сушкова В.И. Основные принципы создания замкнутых систем водопотребления на предприятиях // Кронос: естественные и технические науки. 2019. №6 (28).
- Schestak I. et al. Heat recovery and water reuse in micro-distilleries improves eco-efficiency of alcohol production // Journal of Environmental Management. 2023. V. 325. P. 116468.
- Schestak I. et al. Circular use of feed by-products from alcohol production mitigates water scarcity // Sustainable Production and Consumption. 2022. V. 30. P. 158-170.
- Туршатов М.В., Леденев В.П., Кривченко В.А., Соловьев А.О. и др. Энергосберегающие аспекты технологии переработки зерна в этиловый спирт // Достижения науки и техники АПК. 2022. Т. 36. № 7. С. 92-96. https://doi.org/10.53859/02352451_2022_36_7_92
- Дыганова Р.Я., Беляева Ю.С. Экологизация спиртовой промышленности путем переработки отходов производства в биоэнергетических установках // Сборник научных трудов SWorld. 2012. Т. 31. № 1. С. 69-70.
- Попов В.П., Ганин Е.В., Рахумова С.Ж., Боронина Ю.С., Мартынов Н.Н. Оптимизация технологического процесса производства синтетического и гидролизного этиловых спиртов // Нефтегазовое дело. 2019. № 3. С. 195-210. https://doi.org/10.17122/ogbus2019-3-195-210
- Старовойтов В.И., Старовойтова О.А., Звягинцев П.С., Мандрыка Е.А. и др. Инновации - ключ к ускорению развития аграрного сектора экономики // Хранение и переработка сельхозсырья. 2015. № 7. С. 5-11.
- Chematur Engineering. Biostil/Ethanol. URL: https://chematur.se/technologies/bio-chemicals/biostil-ethanol
- Прищепов М.А., Расолько Л.А., Бренч М.В., Рублик П.В. Ресурсоэффективность бродильного производства // Агропанорама. 2012. № 3(91). С. 27-29.
- Быков А.В., Рахумова С.Ж. Оптимизация технологического процесса производства синтетического этилового спирта // Промышленность: новые экономические реалии и перспективы развития: сборник статей I Всероссийской научно-практической конференции (с международным участием): в 2х частях, Оренбург, 17 мая 2017 года. Часть 2. Оренбург: Агентство Пресса, 2017. С. 160-164.
- Кириллов Е.А., Туршатов М.В., Кононенко В.В., Соловьев А.О. и др. Современные тенденции при организации процесса брагоректификации при производстве спирта из пищевого сырья // Пищевая промышленность. 2022. № 8. С. 54-56. https://doi.org/10.52653/PPI.2022.8.8.011
- Кузнецов Е.В., Хаджиди А.Е., Полторак Я.А. Технология утилизации отходов сырья спирта // Устойчивое развитие науки и образования. 2019. № 2. С. 203-207.
