Апробация методов статистики для определения авторства в металлообрабатывающем производстве (по материалам торевтики из могильника аскизской культуры Большой Телек)
")
Автор: Давыдов Р.В.
Журнал: Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий @paeas
Рубрика: Археология эпохи палеометалла средневековья и нового времени
Статья в выпуске: т.XXVIII, 2022 года.
Бесплатный доступ
В статье представлены результаты апробации методики установления авторства в металлообработке на базе методов статистики. Проверена эффективность методики применительно к материалам кочевых культур Южной Сибири. Ее основу составляет концепция микростиля - индивидуальной манеры работы ремесленника, складывающейся из осознанного выбора и автоматизированных (неосознанных) действий. Рассмотрен частный случай анализа признаков автоматизированных действий для железных предметов торевтики малых форм из коллективного погребения в кург. 1 могильника аскизской культуры Большой Телек (42 экз.). Выявлено пять признаков, характеризующих параметры технических и декоративных элементов изделий (размер, густота и наклон технических насечек, размер и форма декоративных выпилов). Для выяснения зависимости признаков от действий исполнителей выполнена серия экспериментов. Они включали базовые операции по изготовлению технических и декоративных элементов, свойства которых учитывались при исследовании. Установлено, что железные предметы торевтики малых форм из кург. 1 включают изделия двух ремесленников. Различия между ними заключаются в манере удержания инструмента, силе удара, скорости работы и выборе технических элементов. Ремесленники работали в одной мастерской, о чем свидетельствует наличие у обоих исполнителей изделий, выполненных одинаковыми штампами. Классификация приемов формообразования и орнаментации по сложности исполнения позволила охарактеризовать уровень квалификации ремесленников как сравнительно одинаковый. При этом оба исполнителя обладали достаточным уровнем мастерства, чтобы выполнять сложные элементы (растительный орнамент, чеканка). В результате проведенного исследования доказана эффективность методики применительно к материалам средневековых кочевников Южной Сибири. Дальнейшее развитие метода должно быть направлено на проверку его эффективности в масштабе сравнения изделий из различных памятников и районов.
Аскизская культура, енисейские кыргызы, металлообработка, торевтика, методы статистики, микростиль
Короткий адрес: https://sciup.org/145146447
IDR: 145146447 | УДК: 903.05 | DOI: 10.17746/2658-6193.2022.28.0487-0495
Tests of statistical methods on identifying authorship in metalworking (based on toreutics from the Bolshoi Telek burial ground of the Askiz culture)
This article presents the results of testing the methods for identifying the authorship in metalworking using statistics. Effectiveness of the methodology, which is based on the concept of microstyle - individual style of an artisan, consisting of his conscious choice and automated actions - was tested on the evidence of the nomadic cultures from Southern Siberia. A case of detecting the signs of automated actions for iron toreutics of minor forms from a collective burial in mound 1 at the Bolshoi Telek burial ground of the Askiz culture (42 items) was analyzed. Five features which distinguish the parameters of technical and decorative elements on the objects (size, density and inclination of technical notches, size and shape of decorative cuts) have been identified. A number of experiments were aimed at establishing dependence of specific features on the actions of the performers. These features included basic operations for manufacturing technical and decorative elements, the properties of which were taken into account in the study. It has been established that objects of iron toreutics of minor forms from burial mound 1 included the products of two artisans differing in the manner of holding the tools, force of impact, speed ofwork, and choice of technical elements. These artisans worked in the same workshop, which is confirmed by the presence ofproducts made by the same stamps by both artisans. Classification of shaping and decorating techniques according to the complexity of execution has made it possible to evaluate the skill level of the artisans, which was relatively the same. Both artisans had sufficient skills to produce sophisticated elements (vegetative ornamentation, chasing).The study has revealed the effectiveness of the methodology as applied to the evidence left by the Medieval nomads of Southern Siberia. Further development of the methodology should be aimed at testing its effectiveness by comparing the items from different sites and regions.
Текст научной статьи Апробация методов статистики для определения авторства в металлообрабатывающем производстве (по материалам торевтики из могильника аскизской культуры Большой Телек)
Реконструкция ремесленной среды является одной из ключевых задач в исследованиях древних производств, в том числе металлообработки. Условия работы, характеристики мастерских, особенности логистики влияют на уровень технологий, формирование и преемственность традиций, технические решения и т.д. Источниками для подобных исследований являются в первую очередь мастерские и производственные площадки [Лень-ков, 1974]. Однако, в силу специфики культурнохозяйственного типа, они не всегда фиксируются в археологическом материале в достаточном объеме. Существенные данные о древних мастерах также содержит кузнечный и ювелирный инструментарий, но его информативность существенно снижается вне контекста [Зиняков, 1988, с. 126– 128]. Продукция ремесленников является наиболее перспективной категорией источников, содержащей сведения не только о металлообрабатывающих технологиях, но и о характере ремесленной среды, в которой изготовлены вещи. Одним из направлений в данной области выступает определение авторства изделий, что в перспективе позволит определять мобильность продукции, размеры мастерских, преемственность в локальных центрах и пр. [Nørgaard, 2018]. Подобные сведения, ввиду массовости данных, могут быть получены исключительно на основе методов статистики.
Целью данной работы является апробация методики определения авторства в металлообрабатывающем производстве на базе методов статистики и трасологического анализа. В качестве источников использованы средневековые предметы торевтики из могильника аскизской культуры Большой Телек.
Материалы и методы
В основу работы легли методики ряда зарубежных авторов, среди которых следует выделить 488
М.Дж. Куиперса и Х. Норгаард, которыми разработаны способы определения авторства и уровня квалификации ремесленников в области металлообработки бронзового века [Kuijpers, 2017; Nørgaard, 2018].
Ключевым тезисом обоих исследователей является утверждение, что в изделии отражены индивидуальные особенности ремесленника. Так Майкл Куиперс на основе методов классификации выделил исполнителей различной квалификации, учитывая технические решения на разных этапах технологической цепочки и качество их исполнения [Kuijpers, 2017]. Хейне Норгаард с использованием методов статистики разработана детальная концепция микростиля – индивидуального стиля ремесленника, который складывается из культурных (технологической школы, моды, эстетических предпочтений общества) и личных (персональные предпочтения, рабочий опыт, навык, автоматические действия) особенностей [Nørgaard, 2018, p. 253–256].
Подход с выделением микростилей весьма актуален при исследовании металлообработки в средневековых культурах номадов Южной Сибири, где, в силу кочевого хозяйства населения, не выявлены кузнечные и ювелирные мастерские. В то же время, такой массовый материал, как торевтика малых форм, позволяет производить статистическую обработку данных не только на уровне регионов, но и в рамках отдельных закрытых комплексов.
В работе исследованы изделия из коллективного погребения в кург. 1 могильника Большой Телек. Могильник расположен в Идринском р-не Красноярского края. Его предметный комплекс и конструкция изученного кургана позволяют датировать памятник монгольским временем (XII–XIII вв., черновский период по И.Л. Кызласову) [Кызласов, 1983, с. 54; Скобелев и др., 2017]. Всего в погребении обнаружено 110 изделий и фрагментов, которые могут быть отнесены к предметам торевтики малых форм. Из них достаточную сохранность и полноту признаков для статистической обработ- ки имеют 42 экз. В эту выборку включены: бляхи (двурогие, круглые и галочковидные), ременные наконечники (цельные и шарнирные), обкладки седла, пряжка рамчатая и фалар (рис. 1). Все предметы орнаментированы. Они выполнены из железа и инкрустированы серебряной фольгой, которая фиксировалась на покрытой насечками поверхности [Давыдов, 2021].
Первоначально для каждого изделия измерены ключевые параметры, отражающие стилистические особенности, форму и характеристики технических элементов. Полученные морфометрические харак- теристики были проанализированы параметрическими и непараметрическими методами статистики. Основным выбран метод главных компонент (PCA) – метод снижения размерности данных путем формирования главных компонент, вычисляемых путем группировки векторов по направлениям максимальных дисперсий [Орлов, 2004, с. 301–302; Шалагина и др., 2020, с. 347–348]. Для проверки значимости разницы отдельных признаков между группами применялись тесты по параметрическому T-критерию Стьюдента (t-test для нормального распределения данных) и по непарамтерическому

Рис. 1. Основные типы железных предметов торевтики из могильника Большой Телек.
1–3 – бляхи; 4 – пряжка рамчатая; 5 – обкладка седла; 6 , 7 – ременные наконечники; 8 – фалар.
U-критерию Манна – Уитни (Mann–Whitney U-test для ненормального распределения данных). Проверка нормальности распределения значений параметров производилась с помощью теста Шапиро – Уилка (Shapiro-Wilk W). Показания p указаны по методу Монте-Карло (статистических испытаний) [Орлов, 2004, с. 158, 257; Шелонцев, Шелон-цева, 2016, с. 16]. Статистически анализ выполнен в специализированном программном обеспечении Past4т (PAleontological STatistics) [Hammer, Harper, Ryan, 2001].
Каждый исследованный методами статистического анализа признак был охарактеризован в плане его зависимости от действий ремесленника. Выполнена серия экспериментов, изготовлено 44 эталона. Эксперименты включали базовые операции по изготовлению технических и декоративных элементов, характеристики которых учитывались при исследовании. В зависимости от типа элемента принимались во внимание: время совершения операции, инструментарий, манера удержания орудия и заготовки, температура заготовки (рис. 2).
Морфометрические характеристики эталонов были проанализированы, в зависимости от нормальности распределения значений, по T-критерию Стьюдента (t-test) или по U-критерию Манна –Уит-ни (Mann–Whitney U test). Полученные данные позволили установить зависимость исследуемых признаков от действий исполнителя (скорости работы, манеры удержания орудия – хвата, температуры заготовки).
В результате исследования выявлено и охарактеризовано пять признаков.
Признак 1. Размер насечек, которые наносились на поверхность изделий для крепления серебряной фольги при помощи резца. На каждом из предметов выявлено от 5 до 60 насечек, в зависимости от типа и размера. Измерялась площадь квадра-
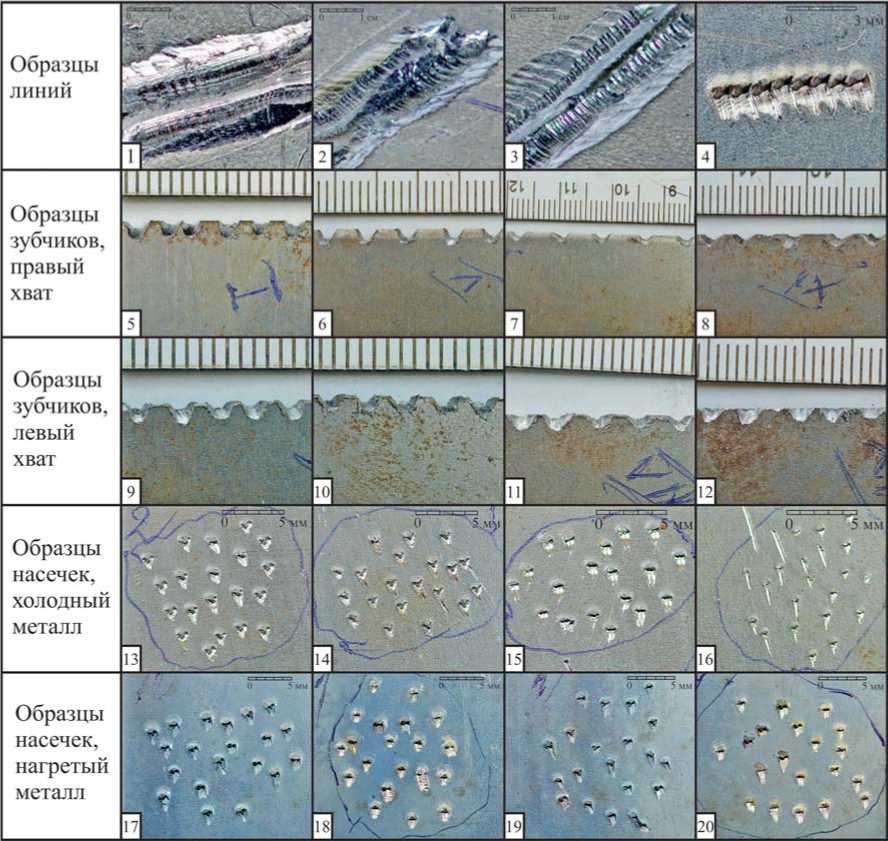
Рис. 2. Экспериментальные эталоны.
та, в который вписана выступающая часть насечки. Для каждого изделия проведено до 10 замеров, после чего высчитано среднее значение (от 0,3 до 1,1 мм2). Для проверки зависимости размера насечек от действий ремесленника выполнено 14 экспериментальных эталонов (по 20 насечек в каждом) по горячему и холодному металлу, на время и без спешки, с удержанием инструмента левой и правой рукой (рис. 2, 13–20). Установлено, что размер насечек (как длина, так и ширина) зависит от температуры металла и манеры удержания инструмента (хвата) (рис. 3, А). Сравнение проведено по U-критерию Манна – Уитни (в группах данных отсутствует нормальное распределение, по тесту Шапиро – Уилка холодный металл нагретый металл мог. Бол. Телек
Л медленная работа работа на время
3] быстрая работа левый хват, нагретый металл группы из мог. Бол. Телек левый хват.
холодный металл
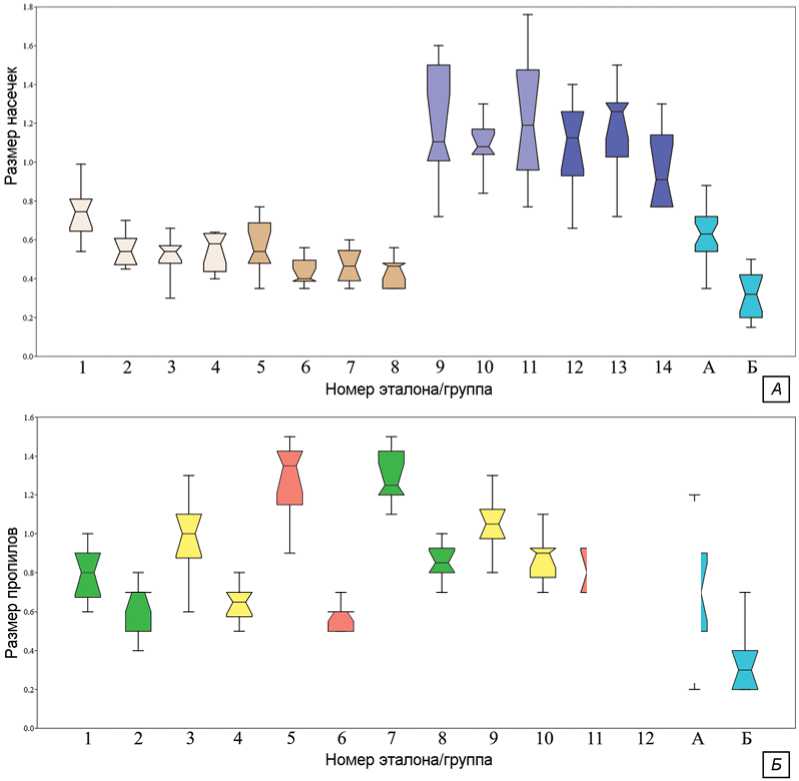
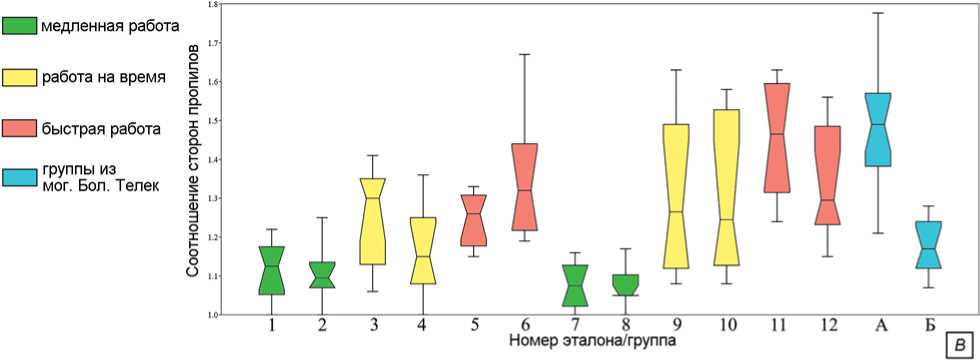
Рис. 3. Изменчивость характеристик экспериментальных эталонов и групп из могильника Большой Телек. А – размеры насечек; Б – размеры пропилов зубчиков; В – симметричность пропилов зубчиков.
p < 0,003). Насечки по горячему металлу существенно больше, в том числе для разных хватов. Значение по U-критерия – 64 для 80 единиц в одной выборке и 60 единиц в другой. Зависимость размеров от хвата существенна при работе по холодному металлу (по критерию Манна – Уитни U = 395 для 40 единиц в каждой группе), но нивелируется при нагреве (U = 374,5 для 30 единиц).
Признак 2. Наклон насечек в линии. Помимо одиночных насечек поверхность для крепления фольги в отдельных случаях оформлялась в виде «сетки» из пересекающихся линий. Кроме того, зоны покрытия серебром на всех изделиях ограничены выступающими бортиками. Линии и бортики формировались сериями вплотную поставленных насечек (рис. 2, 4 ). Измерялся угол удара относительно линии (до 10 замеров на предмет), высчитывалось среднее значение (от 43 до 81º). Данный параметр зависит исключительно от индивидуальной манеры удержания инструмента и изделия. В ходе экспериментов учитывались хват, тип орудия (резец, зубило) и температура заготовки. Однако статистически значимая разница наклонов (p = 0,0001) получена только при группировке эталонов по манере удержания инструмента.
Признак 3. Плотность насечек в линиях «сетки» и бортиков. Измерялось количество насечек на 5 мм линии (от 6 до 14 шт.). Этот признак связан с наклоном насечек и их размером, однако статистически значимой корреляции между данными признаками не выявлено.
Признак 4. Размер декоративных пропилов. Основная часть (28 из 42 экз.) предметов украшена по кромке декоративными зубчиками, сформированными треугольными углублениями, которые выпиливались напильниками. Для каждого изделия с зубчиками измерено значение глубин пропилов (до 10 замеров на предмет) и рассчитано их среднее значение (от 0,2 до 1,2 мм). В ходе экспериментов выполнено 12 эталонов (по 10 пропилов) треугольным и прямоугольным в сечении напильниками, на время и без спешки, с удержанием инструмента левой и правой рукой (рис. 2, 5–12). Установлено, что размер пропилов зависит от манеры удержания инструмента. Сравнение эталонов, выполненных левой и правой рукой по критерию Манна – Уитни показало существенную разницу (U = 618,5 для 60 значений в каждой группе) (рис. 3, Б).
Признак 5. Симметричность пропилов. Она измерена путем вычисления отношения большей стороны пропила к меньшей. У каждого имеющего зубчики изделия данный параметр рассчитан как среднее значение для 10 пропилов (от 1,11 до 1,79). Исследование морфометрических характеристик экспериментальных эталонов показало снижение симметричности пропилов при увеличении скорости работы независимо от хвата (рис. 3, В ). Выполнено 12 эталонов (по 10 пропилов в каждом, напильниками двух типов, левым и правым хватом). Из них четыре изготовлены без спешки, с фиксацией итогового времени работы (среднее время – 160 сек.). Четыре эталона обрабатывались с условием выполнения всех пропилов за время, аналогичное показателям для эталонов первой группы. Оставшиеся четыре образца изготовлены как можно быстрее (время работы уменьшилось в среднем на
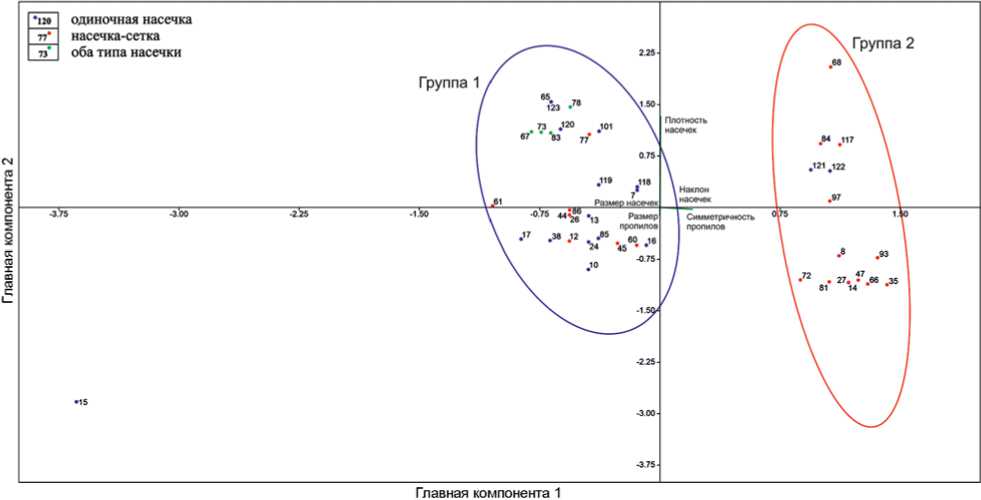
Рис. 4. Результаты анализа изделий из могильника Большой Телек методом главных компонент.
30 %, до 110 сек.). Сравнение симметричности по U-критерию между всеми тремя группами (по 40 значений в каждой) показало существенные различия (для групп 1 и 2 U = 263, групп 2 и 3 U = 535, групп 1 и 3 U = 33).
Рассмотренные пять признаков были проанализированы методом главных компонент (рис. 4). На полученном в результате графике отчетливо фиксируются две группы. Первая включает 26 экз., вторая – 15 экз. Построение эллипсов 95 % достоверности (confidence ellipses) позволило подтвердить, что различие между группами статистически значимо. Две первые компоненты, по которым построен график, охватывают 99,8 % вариабельности значений (первая компонента – 97,2 %; вторая –
2,3 %), что также свидетельствует о достоверности результата.
Таким образом, отобранные 42 изделия из могильника Большой Телек, разделены на 2 группы (рис. 5).
Группа 1 включает 26 предметов, имеющих следующие характеристики: крупные насечки (0,35– 0,88 мм2), сильный наклон насечек в линиях (43– 59°), большие асимметричные пропилы (размер до 1,22 мм, соотношение сторон 1,2–1,8).
Группа 2 насчитывает 15 изделий. Признаки данной группы: небольшие нас ечки (0,15– 0,5 мм2), линии со слабым наклоном насечек (75– 84°), небольшие ровные пропилы (размер до 0,7 мм и соотношение сторон 1,07–1,28).

Рис. 5. Изделия двух выявленных групп.
А – характерные элементы ( 1 , 2 – группа 1; 3 , 4 – группа 2); Б – общий вид предметов различных типов ( 1 , 2 , 5 , 6 , 9 , 10 , 12 – группа 1;
3 , 4 , 7 , 8 , 11 , 13 – группа 2).
Интерпретация результатов
Исходя из данных экспериментов, можно сделать вывод, что признаки, учтенные в работе, связаны с автоматизированными действиями, т.е. выражают неосознанную манеру реализации техник [Nørgaard, 2018, p. 256]. Они зависят от манеры удержания инструментов и изделия, температуры заготовки, скорости работы. Данные параметры связаны именно с неосознанным выбором, поскольку качественно не влияют на конечный результат. Таким образом, выделенные группы изделий выполнены двумя исполнителями с различными микростилями.
Показательно сравнение групп по декоративному оформлению изделий и по выбору манеры подготовки фона для инкрустации. Значимых различий в стилистике предметов не установлено. При этом наблюдается разница в насекании фона. В группе 1 в 15 из 26 экз. выявлены одиночные насечки. В группе 2 поверхность 12 из 15 экз. имеет «сетку». Данная закономерность связана с осознанным выбором ремесленниками разных вариантов подготовки фона с учетом типов изделий и индивидуальных предпочтений.
Следует обратить внимание на тот факт, что двурогие бляхи присутствуют в обеих группах. Они сформированы посредством двусторонней чеканки и выполнены одним и тем же приспособлением. Однако манера оформления насечки на них различна. Данный факт вместе со стилистическим единством изделий в целом может свидетельствовать о том, что оба ремесленника работали в одной мастерской.
Метод классификации сложности и качества реализации техник, предложенный в работах М. Куи-перса позволяет также дать сравнительную оценку квалификации исполнителей [Kuijpers, 2017]. Учтены сложность формообразования (чеканка, ковка из листа, ковка из дрота, цельное или шарнирное изделие, плоское оно или объемное) и орнаментации (геометрический, растительный орнамент, дополнительные украшения), а также наличие ошибок в реализации техник.
В целом квалификация обоих мастеров находится на одном, достаточно высоком уровне. В обеих выделенных группах присутствуют чеканные изделия, шарнирные предметы, объемные формы. Орнаментация также равной сложности (в основном геометрический орнамент и сплошное заполнение серебром) и зависит от типа изделия.
Таким образом, методика определения авторства на основе методов статистики показала свою работоспособность при исследовании закрытых комплексов с учетов признаков, связанных с автоматизированными действиями.
В данном случае полученные результаты позволяют сделать вывод о существовании достаточно крупной для модели домашнего ремесла мастерской с как минимум двумя квалифицированными исполнителями-мастерами [Зиняков, 1988, с. 122– 128; Соенов, Константинова, 2015, с. 11]. Подобные результаты выходят за рамки классического подхода с общей оценкой уровня металлообработки енисейских кыргызов и предположениями о характере их ремесла [Бутанаев, Худяков, 2000, с. 118; Сун-чугашев, 1979, с. 137].
Заключение
Рассмотренный в работе частный случай признаков автоматизированных действий для конкретной категории изделий демонстрирует работоспособность методики определения авторства в металлообработке на материалах средневековых культур номадов Южной Сибири. Уже на данном этапе получены результаты, позволяющие более детально охарактеризовать рабочую среду, в которой выполнены изделия. Дальнейшие исследования включают проверку эффективности метода при сравнении изделий из различных памятников и районов.
Работа выполнена в рамках научной деятельности ИАЭТ СО РАН проект № FWZG-2022-0009 «Цифровизация процессов изучения древнейшей и древней истории Евразии».
Список литературы Апробация методов статистики для определения авторства в металлообрабатывающем производстве (по материалам торевтики из могильника аскизской культуры Большой Телек)
- Бутанаев В.Я., Худяков Ю.С. История енисейских кыргызов. – Абакан: Хакас. гос. ун-т им. Н.Ф. Катанова, 2000. – 272 с.
- Давыдов Р.В. Инкрустация торевтики енисейских кыргызов: технологический аспект // Мат-лы LХI Российской (с междунар. участием) археолого-этнографической конф. студентов и молодых ученых. – Иркутск: Изд-во Ирк. гос. ун-та, 2021. – С. 171–172.
- Зиняков Н.М. История черной металлургии и кузнечного ремесла древнего Алтая. – Томск: Изд-во Томск. гос. ун-та, 1988. – 276 с.
- Кызласов И.Л. Аскизская культура Южной Сибири X–XIV вв. – М.: Наука, 1983. – 128 с.
- Леньков В.Д. Металлургия и металлообработка у чжурчжэней в XII веке (по материалам исследований Шайгинского городища). – Новосибирск: Наука, 1974. – 196 с.
- Орлов А.И. Прикладная статистика. – М.: Экзамен, 2004. – 656 с.
- Скобелев С.Г., Митько О.А., Тарасов А.Ю., Поселянин А.И., Половников И.C. Кыргызский могильник Большой Телек в Идринском районе Красноярского края // Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий. – Новосибирск: Изд-во ИАЭТ СО РАН, 2017. – Т. 22. – С. 386–389.
- Соенов В.И., Константинова Е.А. Ремесленные производства населения Алтая (II в. до н.э. – V в. н.э.). – Горно-Алтайск: Изд-во Горно-Алт. гос. ун-та, 2015. – 248 с.
- Сунчугашев Я.И. Древняя металлургия Хакасии: эпоха железа. – Новосибирск: Наука, 1979. – 193 с.
- Шалагина А.В., Колобова К.А., Чистяков П.В., Кривошапкин А.И. Применение трехмерного геометрико-морфометрического анализа для изучения артефактов каменного века // Stratum plus. Археология и культурная антропология. – 2020. – № 1. – С. 343–358.
- Шелонцев В.А., Шелонцева Л.Н. Непараметрические методы статистики: Учебное пособие. – Омск: КАН, 2016. – 60 с.
- Hammer Ø., Harper D.A.T., Ryan P.D. PAST: Paleontological Statistics Software Package for Education and Data Analysis // Palaeontologia Electronica. – 2001. – Vol. 4(1). – P. 1–9.
- Kuijpers M.H.G. An Archaeology of Skill: Metalworking Skill and Material Specialization in Early Bronze Age Central Europe (Routledge Studies in Archaeology). – London: Routledge, 2017. – 334 p. – doi: 10.4324/9781315196022
- Nørgaard H.W. Bronze Age Metalwork. Techniques and traditions in the Nordic Bronze Age 1500-1100 BC. – Oxford: Archaeopress Archaeology, 2018. – 520 p. – doi: 10.2307/j.ctvndv72s
