Автоматические циклы обработки системы управления шлифовальными станками с ЧПУ: анализ и классификация на примере Siemens Sinumerik 802D sl

Автор: Шипулин Л.В., Кулыгин В.Л., Шаламов В.Г., Морозов А.В.
Рубрика: Технология
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Современное машиностроение предъявляет повышенные требования к точности, качеству поверхности и производительности процессов финишной обработки, среди которых ключевое место занимает шлифование. Повышение стабильности и эффективности шлифовальных операций достигается за счет использования станков с числовым программным управлением (ЧПУ), оснащенных системами автоматических циклов. Однако недостаточная систематизация знаний о встроенных циклах современных систем ЧПУ затрудняет их обоснованный выбор и эффективное применение в технологической подготовке производства. Целью исследования является анализ и классификация встроенных автоматических циклов системы ЧПУ Siemens Sinumerik 802D sl, ориентированных на операции шлифования, для оценки их функционального назначения и областей рационального применения. Методологической основой работы выступил системный анализ данных технической и справочной документации на указанную систему ЧПУ, а также обобщение научных публикаций в области технологии шлифования. В результате исследования разработана классификация автоматических циклов, которые структурированы по целевому назначению на три группы: циклы обработки поверхностей заготовки, циклы правки и профилирования шлифовального круга и вспомогательные циклы. Проведен детальный анализ наиболее технологически значимой группы – циклов обработки (CYCLE405, CYCLE410, CYCLE411, CYCLE412, CYCLE413, CYCLE414, CYCLE415, CYCLE451). Установлена их четкая специализация по типу обрабатываемой геометрии (короткие и длинные цилиндрические поверхности, конические поверхности, торцы, радиусы) и применяемым методам шлифования (с продольной подачей, врезное, многопроходное, с осцилляцией). Выявлено, что ключевым преимуществом циклов является реализация классической трехстадийной схемы обработки (черновая, чистовая, выхаживающая), что позволяет минимизировать влияние упругих деформаций и тепловых воздействий, а также независимо назначать режимы резания для каждой ступени. Результаты работы позволяют формализовать процесс выбора оптимального автоматического цикла в зависимости от геометрии детали, требуемого качества поверхности и характеристик шлифовального инструмента, тем самым сокращая время технологической подготовки и снижая влияние субъективного человеческого фактора.
Шлифование, автоматические циклы обработки, классификация циклов шлифования, технологическая подготовка производства, проектирование обработки
Короткий адрес: https://sciup.org/147253145
IDR: 147253145 | УДК: 621.923 | DOI: 10.14529/engin250403
Automatic processing cycles of CNC grinding machine control systems: analysis and classification using the example of Siemens Sinumerik 802D sl
Modern mechanical engineering imposes increased requirements on the accuracy, surface quality, and productivity of finishing processes, among which grinding holds a key position. The enhancement of stability and efficiency in grinding operations is achieved through the use of Computer Numerical Control (CNC) machines equipped with automatic cycle systems. However, insufficient systematization of knowledge about the built-in cycles of modern CNC systems complicates their justified selection and effective application in production process planning. The aim of this research is the analysis and classification of the built-in automatic cycles of the Siemens Sinumerik 802D sl CNC system, focused on grinding operations, to assess their functional purpose and areas of rational application. The methodological basis of the work was a systematic analysis of the technical and reference documentation for this specific CNC system, as well as a review of scientific publications in the field of grinding technology. As a result of the study, a classification of automatic cycles was developed, structured by purpose into three groups: workpiece surface machining cycles, grinding wheel dressing and profiling cycles, and auxiliary cycles. A detailed analysis of the most technologically significant group – the machining cycles (CYCLE405, CYCLE410, CYCLE411, CYCLE412, CYCLE413, CYCLE414, CYCLE415, CYCLE451) – was conducted. Their clear specialization by the type of geometry being processed (short and long cylindrical surfaces, conical surfaces, faces, radii) and the applied grinding methods (with longitudinal feed, plunge, multi-pass, with oscillation) has been established. It was revealed that a key advantage of these cycles is the implementation of the classic three-stage processing scheme (roughing, finishing, spark-out), which minimizes the influence of elastic deformations and thermal effects and allows for the independent assignment of cutting conditions for each stage. The results of the work make it possible to formalize the process of selecting the optimal automatic cycle based on the part geometry, required surface quality, and characteristics of the grinding tool, thereby reducing process planning time and minimizing the influence of the subjective human factor.
Текст научной статьи Автоматические циклы обработки системы управления шлифовальными станками с ЧПУ: анализ и классификация на примере Siemens Sinumerik 802D sl
L.V. Shipulin1, , V.L. Kulygin1, , V.G. Shalamov1,
Современное машиностроение характеризуется возрастающими требованиями к качеству, точности и производительности изготовления деталей. Одним из ключевых процессов финишной обработки является шлифование, от которого напрямую зависят конечные эксплуатационные характеристики изделий. Шлифовальные станки с числовым программным управлением (ЧПУ), оснащенные системами автоматических циклов, позволяют существенно повысить стабильность и эффективность этого процесса [1, 2]. Однако проектирование оптимальных циклов обработки, обеспечивающих одновременное достижение высоких показателей точности, качества поверхности и производительности, остается сложной научно-технической задачей [3, 4]. Актуальность данного исследования обусловлена необходимостью разработки и систематизации подходов к использованию автоматических циклов управления шлифовальными станками с ЧПУ для минимизации субъективного человеческого фактора и максимизации технологических возможностей оборудования. Цель работы – анализ и структурирование встроенных автоматических циклов системы ЧПУ Siemens Sinumerik 802D sl для операций шлифования, а также оценка их функционального назначения и областей эффективного применения.
Вопросам оптимизации и автоматизации процессов шлифования посвящены многочисленные исследования. Основополагающие работы S. Malkin и его коллег [5, 6] заложили базис для оптимизации циклов шлифования, рассматривая вопросы управления процессом для минимизации времени обработки и предотвращения дефектов. Исследования в области адаптивного управления, такие как работы G. Xiao и S. Malkin [7], демонстрируют возможности онлайн-оптимизации режимов резания. В трудах российских ученых, таких как П.П. Переверзев и Д.Ю. Пименов [8], В.И. Гузеев [9], рассматриваются методы оптимизации управляющих программ и проектирования циклов на основе жесткости технологической системы. Теоретические основы назначения припусков, являющихся критическим параметром для проектирования циклов, подробно изложены в работах В.М. Кована [10] и отражены в нормативной литературе [11]. Несмотря на значительный объем исследований, большая часть работ сосредоточена на теоретической оптимизации отдельных параметров, в то время как комплексный анализ стандартных циклов, заложенных в современные системы ЧПУ, их сравнительные характеристики и практические рекомендации по выбору в зависимости от геометрии обрабатываемой поверхности представлены в литературе недостаточно полно. Существующие справочники по системам ЧПУ, например, по Siemens Sinumerik [12], носят, в первую очередь, описательный характер и не содержат систематизированного анализа с технологической точки зрения.
Таким образом, существует проблема недостаточной систематизации знаний о встроенных автоматических циклах шлифования современных систем ЧПУ, что затрудняет их обоснованный выбор и эффективное использование в технологической подготовке производства. Выдвигается предположение о том, что классификация и детальный анализ параметров стандартных циклов системы управления позволят формализовать процесс их выбора для типовых операций шлифования, тем самым повысив обоснованность разработки управляющих программ.
Методологической основой исследования является системный анализ. Работа выполнена путем изучения и обобщения данных технической и справочной документации на систему ЧПУ Siemens Sinumerik 802D sl [12], а также анализа научных публикаций в области технологии шлифования и управления станками. Проведена классификация автоматических циклов по целевому назначению (циклы обработки, циклы правки, вспомогательные циклы) и по типу обрабатываемых поверхностей. Для циклов обработки выполнена детализация по таким параметрам, как количество ступеней обработки (черновая, чистовая, выхаживающая), применяемые методы шлифования (с продольной подачей, врезное, многопроходное) и типы используемых шлифовальных кругов.
Стадийность механической обработки на межоперационном уровне
Первый уровень разделения обработки на стадии состоит в том, что при производстве любого изделия машиностроения осуществляется ряд последовательных технологических операций по преобразованию его геометрических, физических и химических свойств. Получение почти любого геометрического элемента происходит в несколько этапов. Для получения точных отверстий сверлят первоначальное отверстие, которое затем зенкеруют и развертывают. При обработке наружных цилиндрических поверхностей производят черновое, получистовое, чистовое и тонкое точение. При фрезеровании поверхностей также осуществляют как черновую операцию, так и чистовую. Все это говорит о том, что практически все процессы лезвийной обработки осуществляются в несколько этапов.
Деление механической обработки резанием на различные операции осуществляется по их функциональному назначению. На черновых операциях (сверления, точения, фрезерования и т. д.) стараются снять как можно больше припуска с максимальными режимами резания, обеспечить тем самым максимальную производительность. На чистовых операциях с поверхности детали снимают дефектный слой, образовавшийся при черновой обработке, и достигаются необходимые параметры по точности и качеству поверхности изделия.
Вопрос о том, каким образом разделить весь припуск на черновую и чистовую части, является одним из ключевых в научной технологии машиностроения. При ответе на этот вопрос долж- ны быть учтены два противоположных условия. С одной стороны, припуск черновой операции должен быть как можно больше, поскольку этот этап наиболее производителен. С другой стороны, чистовой припуск должен быть достаточным для того, чтобы снять дефектный слой и сформировать новую качественную поверхность.
Назначение припусков на обработку на производстве осуществляется следующим образом. Исходя из вида заготовки (отливка, поковка, прокат) по соответствующему нормативно -техническому документу [13-19] определяют общий припуск на всю обработку, необходимый для компенсации погрешностей при выполнении всей совокупности технологических переходов. Далее общий припуск делят на межоперационные припуски, используя расчетно-аналитический метод и нормативные данные [20].
Теоретические основы принципа назначения припусков на механическую обработку резанием, изложенные в нормативах [20], обобщены и изложены в работе В.М. Кована [10]. Автором предлагается расчетно-аналитический метод назначения припусков, в основе которого лежит определение минимально необходимого припуска на переход, который включает толщину дефектного слоя, шероховатость, погрешность формы и погрешность установки. Автором рассматриваются погрешности формы, установки, обработки и приводятся методики их расчета. На основе методик и расчетно-аналитического метода формируются нормативные данные [10].
Стадийность механической обработки внутри технологической операции
Второй уровень заключается в разделении обработки на стадии внутри технологической операции, в том числе с использованием средств систем ЧПУ. В качестве примера рассмотрим разделение технологической операции на стадии внутри операции токарной обработки на станке с ЧПУ. Современные системы ЧПУ имеют возможность задания стандартного цикла токарной обработки. На это отводятся коды G70 (чистовое точение), G71 (продольное точение), G72 (торцевое точение) и G73 (точение по контуру). Стратегия использования этих кодов следующая.
В управляющей программе задается контур готовой поверхности, при этом кадры записанного контура нумеруются. Далее в кадрах управляющей программы объявляют код G71, G72 или G73 со всеми необходимыми параметрами и номерами начального и конечного кадра управляющей программы с контуром готовой поверхности. Система ЧПУ автоматически рассчитывает координаты черновых кодов с заданным шагом (рис. 1). При необходимости чистовой обработки в программу помещают код G70 с указанием тех же самых начального и конечного номеров кадров с контуром после обработки.
При совместном использовании одного из циклов чернового точения (G71, G72 или G73) и цикла чистового точения G70 имеется возможность задания для этих этапов различных подач, скоростей, глубины резания. Таким образом, можно говорить о некотором подобии простого двухступенчатого цикла обработки с изменяющимися режимами резания внутри одной технологической операции между двумя переходами чернового и чистового точения.
На современных круглошлифовальных станках с ЧПУ обработка может осуществляться в виде автоматических циклов. Появление автоматических циклов связано с тем, что механическая обработка резанием осуществляется поэтапно, то есть имеет некоторую стадийность. Рассмотрим два уровня разделения обработки на стадии.
Рассматривая второй уровень разделения технологической операции на стадии применительно к шлифованию, следует сказать, что обработку осуществляют в виде автоматического цикла. Автоматическим циклом принято называть последовательность взаимных движений шлифовального круга и заготовки, в ходе выполнения которой осуществляется обработка заготовки на операции шлифования. Автоматический цикл в самом простом виде состоит из двух (черновая и чистовая) или из трех (черновая, чистовая и выхаживающая) ступеней. Каждая из ступеней имеет различное функциональное назначение: на черновой ступени с высокой интенсивностью снимается большая часть припуска; на чистовой ступени удаляется дефектный слой после черновой обработки и оставшийся припуск; на выхаживающей части формируются требования по высокой точности и низкой шероховатости поверхности. В общем смысле автоматические циклы обработки могут применяться на операциях круглого наружного шлифования, круглого внутреннего шлифования, плоского шлифования периферией круга, плоского шлифования торцом круга, фасонного шлифования и других видов.
а)
b)
c)
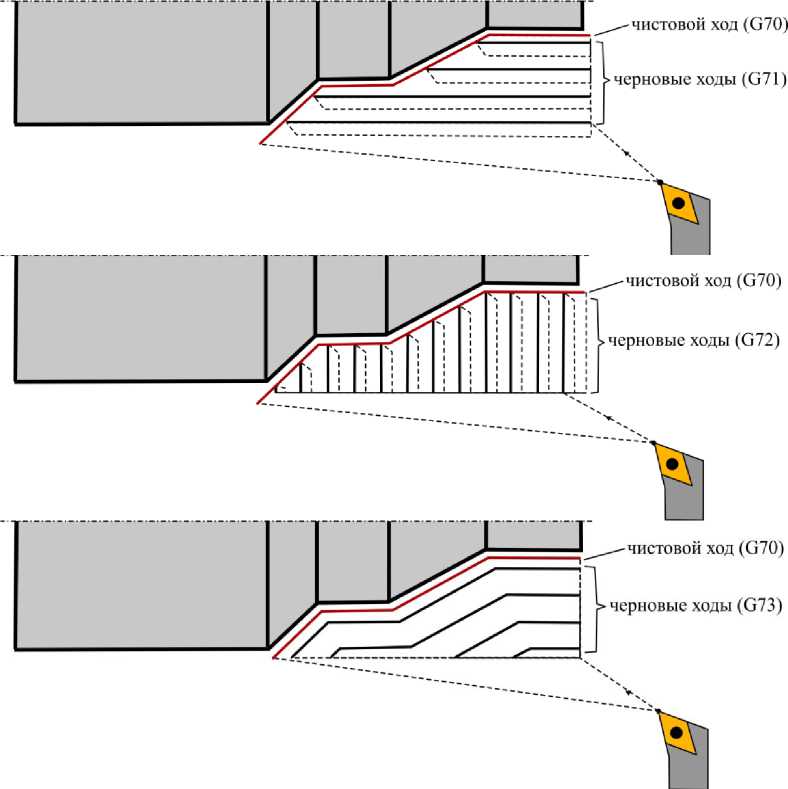
Рис. 1. Стандартные циклы токарной обработки: а) цикл продольного точения G71; b) цикл торцевого точения G72; c) цикл контурного точения G73
Fig. 1. Standard Turning Cycles: a) Longitudinal Rough Turning Cycle G71;
b) Facing Rough Turning Cycle G72; c) Pattern Repeating Cycle G73
Автоматические циклы обработки системы управления шлифовальными станками с ЧПУ
В системе управления круглошлифовальными станками с ЧПУ Siemens Sinumerik 802D SL предусмотрены следующие встроенные автоматические циклы движения рабочих органов станка.
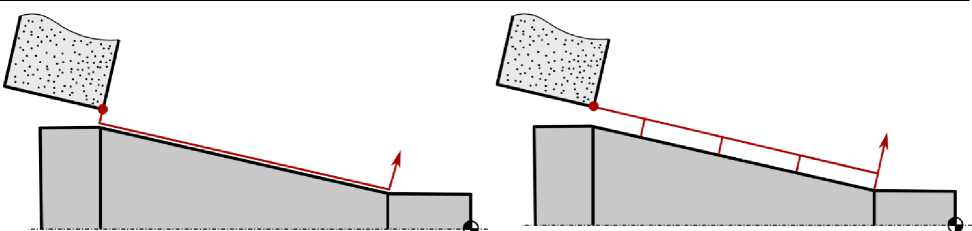
Цикл CYCLE405 предназначен для шлифования конусов, которое может осуществляться двумя методами: шлифование с продольной подачей (рис. 2, а) и многократное врезное шлифование (рис. 2, b). Цикл задается в виде режимов резания на черновую, чистовую и выхаживающую (доводочную) ступени, имеется возможность задания промежуточной правки. По умолчанию каждая ступень реализуется в виде шлифования с продольной подачей, но имеется возможность задать обработку в виде многократного врезания на черновой ступени, на черновой и чистовой ступенях, на всех ступенях.
Цикл CYCLE406 предназначен для позиционирования со шлифовальным кругом по высоте Z (рис. 3). В цикле указывается начальная позиция, в которую автоматически подводится шлифовальный круг при отработке цикла, далее шлифовальный круг посредством ручной подачи рабочим или автоматической подачи до касания по датчику подводится до торца заготовки для позиционирования шлифовального круга с заготовкой по высоте Z. После касания с заготовкой осуществляется заданное количество оборотов выхаживания. Указанный цикл направлен на настройку, а не на обработку, поэтому рассматривать его в качестве автоматического цикла обработки не следует.
а) b)
Рис. 2. Шлифование конуса по циклу CYCLE405: а) с продольной подачей; b) в виде многократного врезания
Fig. 2. Cone grinding with CYCLE405: a) with longitudinal feed; b) with multi-plunge grinding
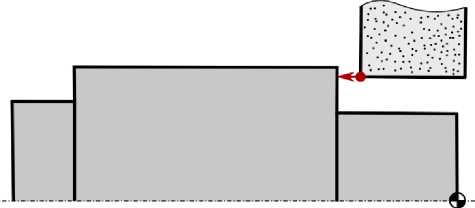
Рис. 3. Позиционирование заготовки с кругом по высоте Z по циклу CYCLE406
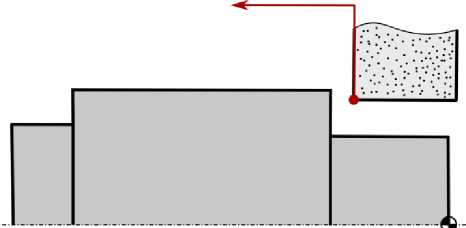
Рис. 4. Обозначение препятствия для оси X по циклу CYCLE407
Fig. 3. Positioning the workpiece relative to the grinding wheel in the Z-axis using CYCLE406
Fig. 4. Definition of an obstacle for the X-axis using CYCLE407
Цикл CYCLE407 предназначен для обозначения диаметра препятствия и позволяет направить шлифовальный круг в безопасную позицию при прерываниях, например, при промежуточной правке инструмента (рис. 4). Для этого в цикле задается координата X, в которую отводится инструмент и далее осуществляется его безопасное перемещение вдоль координаты Z. Указанный цикл направлен на настройку, а не на обработку, поэтому рассматривать его в качестве автоматического цикла обработки не следует.
Цикл CYCLE410 предназначен для врезного шлифования цилиндрических поверхностей. Цикл применяется только в тех случаях, когда ширина обрабатываемой поверхности меньше ширины обрабатываемой поверхности. Цикл задается в виде набора режимов резания на черновую, чистовую и выхаживающую (доводочную) ступени. При врезании имеется возможность задания как врезной подачи по прямой, так и врезания с осцилляцией вдоль оси Z (рис. 5). Шлифование может осуществляться как кругом прямого профиля, так и наклоненным кругом с коническим профилем.
Цикл CYCLE411 предназначен для многократного врезания по длине заготовки (рис. 6). Цикл применяется в тех случаях, когда ширина шлифовального круга меньше ширины обрабатываемой поверхности, то есть для обработки всей поверхности необходимо несколько раз врезаться в обрабатываемую поверхность с врезной подачей. Цикл задается в виде набора режимов резания на черновую, чистовую и выхаживающую (доводочную) ступени, также задается величина перекрытия между текущим и предыдущим положением шлифовального круга. Черновая ступень всегда осуществляется в виде многократного врезания, а чистовая и выхаживающая стадии – в виде шлифования с продольной подачей. При этом шлифование может осуществляться как кругом прямого профиля, так и наклоненным кругом с коническим профилем.
Цикл CYCLE412 предназначен для врезного шлифования торца. Цикл задается в виде набора режимов резания и позволяет шлифовать торец начерно или начерно и начисто, также имеется возможность задания выхаживания (доводки). При врезании имеется возможность задания как врезной подачи по прямой, так и врезания с осцилляцией вдоль оси X (рис. 7). Шлифование может осуществляться как кругом прямого профиля, так и наклоненным кругом с коническим профилем.
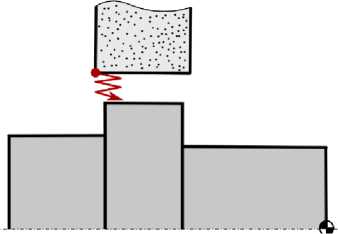
Рис. 5. Врезное шлифование с осцилляцией по циклу CYCLE410
Fig. 5. Plunge grinding with oscillation using CYCLE410
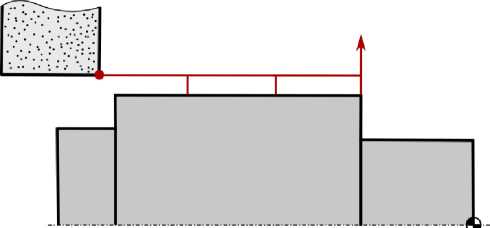
Рис. 6. Врезное многократное врезание по циклу CYCLE411
Fig. 6. Multi-plunge grinding using CYCLE411
Цикл CYCLE413 предназначен для врезного шлифования цилиндрической поверхности с угловой подачей под углом 45 ° без обработки примыкающего к ней торца (рис. 8). Цикл применим в тех случаях, когда размер шлифовального круга превышает размер обрабатываемой поверхности. Имеется возможность задать параметры цикла для реализации черновой, чистовой и доводочной ступени. Обработка может осуществляться как кругом прямого профиля, так и наклоненным кругом с коническим профилем.
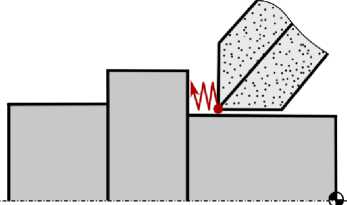
Рис. 7. Врезное шлифование торца по циклу CYCLE412
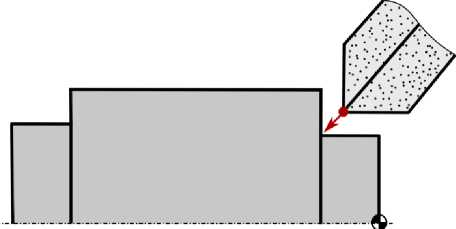
Рис. 8. Врезное шлифование цилиндрической поверхности без касания торца по циклу CYCLE413
Fig. 7. Plunge face grinding using CYCLE412
Fig. 8. Plunge grinding of a cylindrical surface without face contact using CYCLE413
Цикл CYCLE414 предназначен для чернового шлифования внутреннего или наружного радиуса (рис. 9). Шлифование радиусов осуществляется за один проход, что вызвано отсутствием высокой точности к радиусам. Поэтому данный цикл применим для шлифования радиусов, но в качестве научного цикла рассматривать его не стоит.
Цикл CYCLE415 предназначен для задания шлифования цилиндрической поверхности с продольной подачей (рис. 10). Цикл применяется, когда ширина шлифовального круга менее ширины обрабатываемой поверхности. Имеется возможность обработки поверхности: начерно; начерно и начисто; начерно, начисто и с выхаживанием. Радиальная подача может осуществляться как на рабочий ход инструмента, так и на двойной рабочий ход инструмента. Обработка может осуществляться как кругом прямого профиля, так и наклоненным кругом с коническим профилем.
Цикл CYCLE416 предназначен для задания правки и профилирования шлифовального круга (рис. 11). Цикл позволяет править и профилировать геометрию двух типов шлифовальных кругов (прямого и наклонного), а также с угловым радиусом или угловой фаской. Для определения цикла задаются параметры – глубины правки по каждой поверхности шлифовального круга и режим правки. При этом параметры инструмента считываются в программе из введенной информации о шлифовальных кругах. При правке снятая величина учитывается в параметрах износа актуальной коррекции инструмента. Несмотря на важность данного цикла, всецело под тематику исследования он не подпадает.
Цикл CYCLE420 предназначен для задания условий правки и профилирования при обработке партии заготовок. Отличительная особенность цикла CYCLE420 от цикла CYCLE416 состоит в том, что первый запускается в момент, когда обработано заданное количество заготовок, а второй – в момент вызова этого цикла в управляющей программе. Для определения цикла задаются параметры – глубины правки по каждой поверхности шлифовального круга и режим правки, а также – количество заготовок, после обработки которых будет запущен цикл правки и профилирования. Цикл должен задаваться в начале управляющей программы.
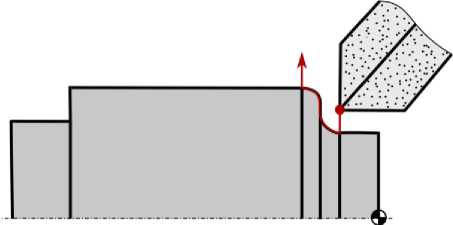
Рис. 9. Шлифование наружного и внутреннего радиусов по циклу CYCLE414
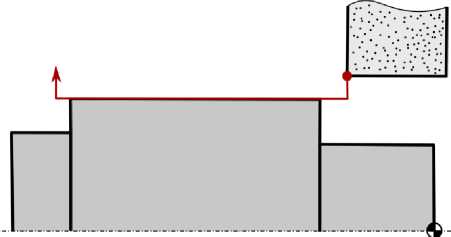
Рис. 10. Шлифование цилиндрической поверхности с продольной подачей по циклуCYCLE415
Fig. 9. Grinding of external and internal radii using CYCLE414
Fig. 10. Cylindrical grinding with longitudinal feed using CYCLE415
Цикл CYCLE430 предназначен для задания правки фасонного шлифовального круга с помощью накатного ролика. После правки величина снятого слоя учитывается в параметрах износа актуальной коррекции инструмента. Запуск правки осуществляется после обработки заданного в цикле количества заготовок.
Цикл CYCLE446 предназначен для выбора окружной скорости шлифовального круга. При этом проводится проверка максимальной окружной скорости круга и числа оборотов для всех кругов, установленных на шпиндель. При превышении окружной скорости или числа оборотов выводится сообщение с предупреждением и значение ограничивается до соответствующего максимума.
Цикл CYCLE450 предназначен для задания технологических параметров: типа программирования подач на ход и для выбора подачи при продольном шлифовании.
Цикл CYCLE451 предназначен для врезного шлифования с угловой подачей цилиндрической поверхности и примыкающего к ней торца (рис. 12). Цикл применим в тех случаях, когда размеры шлифовального круга превышают размеры обрабатываемых поверхностей. Имеется возможность задать параметры цикла для реализации черновой, чистовой и доводочной ступени. Обработка может осуществляться как кругом прямого профиля, так и наклоненным кругом с коническим профилем.
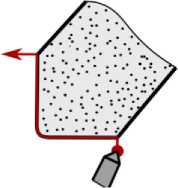
Рис. 11. Правка и профилирование шлифовального круга по циклу CYCLE416
Fig. 11. Grinding wheel dressing and profiling using CYCLE416
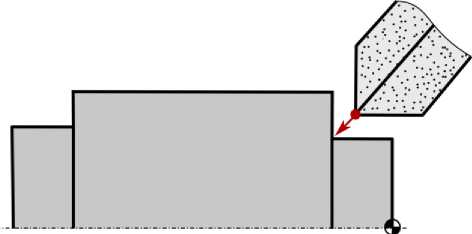
Рис. 12. Врезное шлифование цилиндрической поверхности и торца по циклу CYCLE451
Fig. 12. Plunge grinding of a cylindrical surface and face using CYCLE451
Таким образом, рассмотрены стандартные циклы системы ЧПУ Siemens Sinumerik, которые включают в себя циклы обработки поверхностей заготовки, циклы правки шлифовального круга и вспомогательные циклы. Циклы обработки поверхностей заготовки и общая информация о них сведены в таблицу.
Сводная информация о циклах обработки системы ЧПУ Siemens Sinumerik
Summary of Machining Cycles for the Siemens Sinumerik CNC System
|
Код цикла |
Обрабатываемые поверхности |
Описание метода обработки |
Применяемые типы кругов |
|
CYCLE405 |
Коническая наружная поверхность |
Шлифование осуществляется в виде цикла, включающего черновую, чистовую и выхаживающую ступень. Обработка на ступенях реализуется в виде многократного врезного шлифования или в виде шлифования с продольной подачей |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
|
CYCLE410 |
Короткая цилиндрическая наружная поверхность |
Шлифование осуществляется в виде цикла, включающего черновую, чистовую и выхаживающую ступень. Обработка на каждой ступени осуществляется в виде врезного шлифования по прямой или с осцилляцией вдоль обрабатываемой поверхности |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
|
CYCLE411 |
Длинная цилиндрическая наружная поверхность |
Шлифование осуществляется в виде цикла, включающего черновую, чистовую и выхаживающую ступень. Обработка на черновой ступени всегда осуществляется в виде многократного врезного шлифования по длине заготовки, а чистовая и выхаживающая стадии – в виде шлифования с продольной подачей |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
|
CYCLE412 |
Торцевая поверхность |
Шлифование осуществляется в виде цикла, включающего: только черновую; черновую и чистовую; черновую, чистовую и выхаживающую ступень. Обработка на каждой ступени осуществляется в виде врезного шлифования по прямой или с осцилляцией вдоль обрабатываемой поверхности |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
|
CYCLE413 |
Короткая цилиндрическая наружная поверхность |
Шлифование осуществляется в виде цикла, включающего: только черновую; черновую и чистовую; черновую, чистовую и выхаживающую ступень. Обработка осуществляется в виде врезного шлифования с угловой подачей под углом 45° без обработки торца |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
|
CYCLE414 |
Радиусные поверхности (галтели) |
Шлифование радиусов проводится с круговым интерполированием с постоянной подачей шлифовального круга |
Шлифовальный круг с коническим профилем (2П) |
|
CYCLE415 |
Длинная цилиндрическая наружная поверхность |
Шлифование осуществляется в виде цикла, включающего: только черновую; черновую и чистовую; черновую, чистовую и выхаживающую ступень. Обработка осуществляется в виде шлифования с продольной подачей. Радиальная подача осуществляется на рабочий ход или на двойной рабочий ход инструмента |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
|
CYCLE451 |
Короткая цилиндрическая наружная поверхность и примыкающая к ней торцевая поверхность |
Шлифование осуществляется в виде цикла, включающего черновую, чистовую и выхаживающую ступень. Обработка осуществляется в виде врезного шлифования с угловой подачей |
Шлифовальный круг прямого профиля (ПП); шлифовальный круг с коническим профилем (2П) |
Результаты и обсуждения
В результате проведенного системного анализа технической документации и научных публикаций разработана классификация встроенных автоматических циклов системы ЧПУ Siemens Sinumerik 802D sl, предназначенных для операций круглого шлифования на станках с ЧПУ. Все рассмотренные циклы были структурированы по целевому назначению на три основные группы: 1) циклы обработки поверхностей заготовки; 2) циклы правки и профилирования шлифовального круга; 3) вспомогательные циклы. Наиболее обширной и технологически значимой является первая группа, детальный анализ которой позволил выявить их ключевые характеристики и области рационального применения.
Как следует из данных, представленных в таблице, циклы обработки (CYCLE405, CYCLE410, CYCLE411, CYCLE412, CYCLE413, CYCLE414, CYCLE415, CYCLE451) обладают четкой специализацией по типу обрабатываемой геометрии. Установлено, что система предлагает гибкие решения для обработки как коротких (CYCLE410, CYCLE413, CYCLE451), так и длинных цилиндрических поверхностей (CYCLE411, CYCLE415), конических поверхностей (CYCLE405), торцов (CYCLE412) и радиусов (CYCLE414). Важным результатом является идентификация двух принципиально различных стратегий обработки, заложенных в циклах: шлифование с продольной подачей и врезное шлифование (включая многопроходное и с осцилляцией). Выбор между ними напрямую зависит от соотношения ширины шлифовального круга и обрабатываемой поверхности, что согласуется с фундаментальными принципами технологии шлифования, изложенными в работах S. Malkin [5, 6].
Ключевым преимуществом проанализированных циклов является их многоступенчатость. Подавляющее большинство циклов обработки реализует классическую трехстадийную схему: черновая, чистовая и выхаживающая (доводочная) ступени. Это полностью соответствует теоретическим основам стадийности механической обработки, рассмотренным во введении. На черновой стадии осуществляется съем основной части припуска с максимальной производительностью, на чистовой – удаление дефектного слоя и достижение требуемых размеров, а на выхаживающей – обеспечение высоких показателей точности и шероховатости. Подобное разделение позволяет минимизировать влияние таких негативных факторов, как упругие деформации технологической системы и тепловое воздействие, что отмечалось в исследованиях В.И. Гузеева [9] и П.П. Переверзева [8]. Наличие возможности независимого задания режимов резания (подачи, скорости) для каждой ступени предоставляет технологу инструмент для тонкой настройки процесса, аналогичный принципам, используемым в циклах токарной обработки (G71, G72).
Полученные результаты позволяют формализовать процесс выбора автоматического цикла в зависимости от технологической задачи. Например, для шлифования длинной цилиндрической поверхности при недостаточной ширине круга целесообразно применение CYCLE411, который комбинирует многократное врезание на черновой стадии с продольным шлифованием на чистовой и доводочной. Для одновременной обработки цилиндрической поверхности и примыкающего торца при наличии крупного круга оптимальным решением является CYCLE451. Выявленная специализация циклов опровергает универсальный подход и подчеркивает необходимость их обоснованного выбора, что снижает риски возникновения дефектов и повышает стабильность процесса.
Обсуждение результатов было бы неполным без упоминания циклов правки (CYCLE416, CYCLE420, CYCLE430). Хотя они напрямую не осуществляют обработку, их корректное применение критически важно для поддержания геометрической точности и режущей способности шлифовального круга на протяжении всей операции. Интеграция данных циклов в управляющую программу, особенно с автоматическим запуском после обработки заданной партии заготовок (CYCLE420), является практической реализацией принципов адаптивного управления, рассматриваемых в работах G. Xiao и S. Malkin [7].
Таким образом, проведенный анализ и предложенная классификация систематизируют разрозненные сведения о стандартных циклах шлифования Siemens Sinumerik 802D sl. Результаты работы позволяют сократить время технологической подготовки производства за счет формализации выбора оптимального цикла обработки в зависимости от геометрии детали, требуемого качества поверхности и характеристик шлифовального инструмента. Это способствует снижению субъективного фактора при программировании и повышению эффективности использования высокотехнологичного оборудования. В дальнейших исследованиях планируется экспериментальная верификация разработанных рекомендаций и их адаптация для других современных систем ЧПУ.
