Автоматизация технологических линий производства кормовых паток из зернового сырья с использованием виртуальных объектов

Автор: Акснов В.В., Зюбин В.Е., Петухов А.Д.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технология переработки
Статья в выпуске: 1, 2012 года.
Бесплатный доступ
В статье приводится базовая схема технологических линий по получению кормовых паток из зерновых крахмалоносов. Предлагается комплексный подход к автоматизации технологических процессов ферметативной конверсии исходного сырья. Приводятся результаты испытаний созданного программного обеспечения на виртуальных объектах.
Кормовая потока, сырье зерновое, технологическая линия, программное обеспечение, алгоритм управления
Короткий адрес: https://sciup.org/14082024
IDR: 14082024 | УДК: 636.087,
Automation of the technological production lines of fodder molasses made of grain raw materials by means of virtual objects
The base scheme of the technological lines on fodder molasses reception from grain starch crops is given in the article. The complex approach to automation of the technological processes of the initial raw material fermetative conversion is offered. The results of the created software tests on the virtual objects are given.
Текст научной статьи Автоматизация технологических линий производства кормовых паток из зернового сырья с использованием виртуальных объектов
Введение. Известно, что здоровье животных, продуктивность и качество продукции на 60–65 % зависят от качества кормов, на 25–30 % от условий содержания животных и на 10 % от их генетического потенциала.
В настоящее время большинство российских сельхозпроизводителей, специализирующихся в животноводческой отрасли, не соблюдают сбалансированность рационов кормления по основным питательным компонентам. В первую очередь нарушено сахаро-протеиновое соотношение. Если потребность в усвояемом белке для крупного рогатого скота удовлетворяется почти полностью, то дефицит легко перевариваемых углеводов (ЛПУ) (сахаров) носит в большинстве российских хозяйств устойчивый характер и составляет 40–50 % , достигая в отдельных случаях 70–75 %.
Такое положение приводит к низкой молочной и мясной продуктивности животных, ухудшению состояния здоровья, неудовлетворительным показателям качества продукции, значительным затратам на ветеринарное обслуживание, высокой абортируемости животных, плохому отделению последа, высокой смертности потомства и т.д.
На наш взгляд, выходом из этой ситуации является биотехнологическая переработка местных зерновых ресурсов на кормовые патоки с содержанием ЛПУ от 16 до 25 % [1–5]. В качестве исходного сырья можно использовать рожь, пшеницу, ячмень, тритикале, зерновые смеси, а также отходы элеваторов и мельниц.
Технология производства и апробация. Принципиальная технологическая схема получения кормовых паток из зернового сырья представлена на рисунке 1. Технология включает следующие операции: измельчение зерна до фракции дробленки, дезинтеграция водно-зерновой суспензии в диспергаторе кавитационного действия (ДКД) с одновременным нагреванием смеси. В емкости рециркуляции последовательно идут стадии желатинизации-клейстеризации и ферментативное разжижение. Далее гидролизат перемещают в ферментер и проводят стадию ферментативного осахаривания. Готовую продукцию перекачивают в емкость для хранения и далее в кормораздатчик. В отдельную стадию выделена водоподготовка, на которой происходит очистка воды фильтрованием и ее нормализация.
Технологическая схема внедрена в ряде хозяйств Сибирского федерального округа: ЗАО Племзавод «Ирмень» и ЗАО «Крутишинское» (Новосибирская область), ЗАО Племзавод «Дубровский» и ООО «Корни-лово» (Томская область), ОАО «Хлебобаза №39» (Алтайский край), ЗАО Племзавод «Таежный» (Красноярский край). Производительность технологических линий по получению кормовых паток из зерна определяется потребностями хозяйств и составляет от 4 до 15 т в сутки, что позволяет сбалансировать рацион по сахарам для 500–3000 голов КРС.
Автоматизация технологии. Широкое внедрение технологии в различных регионах России показывает целесообразность повышения уровня автоматизации с выходом на полную компьютеризацию техноло- гического процесса, что находится в соответствии с последними направлениями по коренной модернизации российской экономики. Автоматизация процесса позволяет повысить производительность оборудования, снизить квалификационные требования к обслуживающему персоналу, обеспечить повторяемость процесса и постоянное качество производимой продукции, а также исключить нарушения технологического регламента, которые могут приводить не только к порче исходного сырья, но и к простоям оборудования.
Комплекс автоматического управления технологической линией должен предусматривать:
-
• сбор и обработку данных, поступающих от устройств технологической линии;
-
• визуализацию текущих параметров процесса производства;
-
• слежение и регулирование заданных параметров процесса в автоматическом режиме;
-
• возможность управления оператором исполнительными устройствами технологической линии в ручном режиме.
Автоматизации подлежат следующие объекты технологической линии: бункер промежуточный, мельница, питатель-дозатор, система подготовки воды, ДКД, ферментер, впускные и выпускные клапаны, насос перекачки смеси из емкости рециркуляции в ферментер и в емкость готовой продукции, шнеки для транспортировки зерна от объекта к объекту (рис. 1).
Шнек
Питатель-дозатор
ДУ
ДТ
Бункер промежуточный
ДШБ2
ДМЗ
ДШМ4
ДШМ5
Кавитатор
ДГ6
Кл 5 Бак подготовки воды
Вода
Кл 6
> Емкость рециркуляции
ДТ ДУ Н1 СВ
Кл 3
Д6
Кл 4
Ферментёр
Д7
ДТН ] I СР ] ДТП] ДТС Частотный преобразователь
Ч_ДГ6
Кл 7
Кл 8
Рис. 1. Схема технологической линии производства кормовых паток из зернового сырья:
-
1 – бункер приемный (ДШБ1 – двигатель шнека приемного бункера);
-
2 – бункер промежуточный (ДШБ2 двигатель шнека, ДТ – датчик температуры зерна, ДУ – датчик контроля за пересыпанием зерна); 3 – мельница (ДМЗ двигатель, ДШМ4 – двигатель шнека мельницы);
-
4 – питатель-дозатор (ДШМ5 – двигатель шнека, ДВ – датчик веса); 5 – бак подготовки воды (ДТ – датчик температуры воды, ДУ – датчик уровня, Н1 – нагреватель воды, СВ – счетчик воды);
-
6 – емкость рециркуляции с диспергатором кавитационного действия (Кл7 – клапан рубашки охлаждения, ДГ6 – двигатель кавитатора, I_ДГ6 – датчик тока двигателя, Т_ДГ6 датчик температуры двигателя, Ч_ДГ6 – датчик показаний частотного преобразователя, ДТС – датчик температуры суспензии, ДВ – датчик вязкости суспензии); 7 – коммутатор перемещения суспензии
(Кл 1, Кл 2, Кл 3, Кл 4, Д6 – насос перекачки); 8 – ферментер (ДТН – датчик температуры рубашки, ДТП – датчик температуры продукта, СР – сахарометр, ДТС – датчик частоты оборотов, Д7 – двигатель, частотный преобразователь, Кл8 – управление клапаном рубашки);
-
9 – емкость готовой продукции (Кл9 – сливной клапан)
Аппаратно система управления строится на панельном компьютере, выносных датчиках, асинхронных двигателях, модулях ADAM серии 4000 (Advantech) с протоколом RS-485 и преобразователе USB в RS-485, что обеспечивает приемлемую стоимость и надежность системы управления.
Программное обеспечение и отладка на виртуальных объектах. В результате анализа возможных претендентов на роль базовой среды программирования выбор был сделан в пользу пакета LabVIEW [6]. Хотя LabVIEW позиционируется как средство разработки программно-аппаратных комплексов для тестирования, измерения, ввода данных, анализа и управления внешним оборудованием, с точки зрения решаемой задачи пакет имеет целый ряд привлекательных свойств: широкие возможности для графического представления результатов, расширенные возможности интеграции стороннего оборудования и богатый набор встроенных функций обработки данных.
Создание алгоритмов управления проводилось на основе технологии виртуальных объектов управления [7].
Известно, что при создании современных систем управления химическими процессами перед программистами остро стоит проблема отладки управляющего алгоритма. С одной стороны, необходима обкатка алгоритма с целью проверки его корректности, с другой стороны, такая обкатка на реальном объекте сопряжена с опасностью возникновения аварийных ситуаций: поломкой дорогостоящего оборудования, травматизмом обслуживающего персонала или аварией техногенного характера с тяжелыми экологическими последствиями.
В этих условиях наиболее перспективный способ организации отладки алгоритмов управления химическими техпроцессами должен быть основан на использовании программных имитаторов – виртуальных объектах управления (ВОУ). По сравнению с отладкой на реальном объекте использование для этих целей ВОУ имеет ряд очевидных преимуществ, дающих существенное сокращение материальных и временных затрат на создание и сопровождение систем управления химическими техпроцессами.
Чрезвычайно привлекательная идея использовать концепцию ВОУ осложняется отсутствием программных средств, ориентированных на имитационное моделирование объектов автоматизации. Большинство широко известных языков имитации, таких, как ARENA, Extend, SIMUL8, ProModel, WITNESS, Automod, Enterprise Dynamics, AnyLogic и др., не имеют простых и мощных механизмов включения в модель правил и алгоритмов принятия решений [8], что не позволяет создавать на них «поведенческие» модели. Цена создания имитатора при таком подходе может достигать 1 млн долл. Для решения проблемы был разработан подход к созданию ВОУ средствами пакета LabVIEW [9].
В качестве языка программирования алгоритмов управления был использован язык Рефлекс [10], ориентированный на программирование управляющих алгоритмов в промышленной автоматизации и робототехнике: для систем, предполагающих активное взаимодействие с внешней средой, технологическим оборудованием, физическими процессами через датчики и органы управления. Язык имеет русскоязычный Си-подобный синтаксис, что обеспечивает простоту его изучения большинством практикующих программистов.
Для интеграции алгоритмов, создаваемых на языке Рефлекс, в среду LabVIEW был использован механизм Formula Node.
Предлагаемый подход был отработан на задаче создания ВОУ технологической линии получения углеводных кормовых добавок [4–5, 11].
Модель технологической линии получения кормовых паток из зернового сырья представлена на рисунке 2.
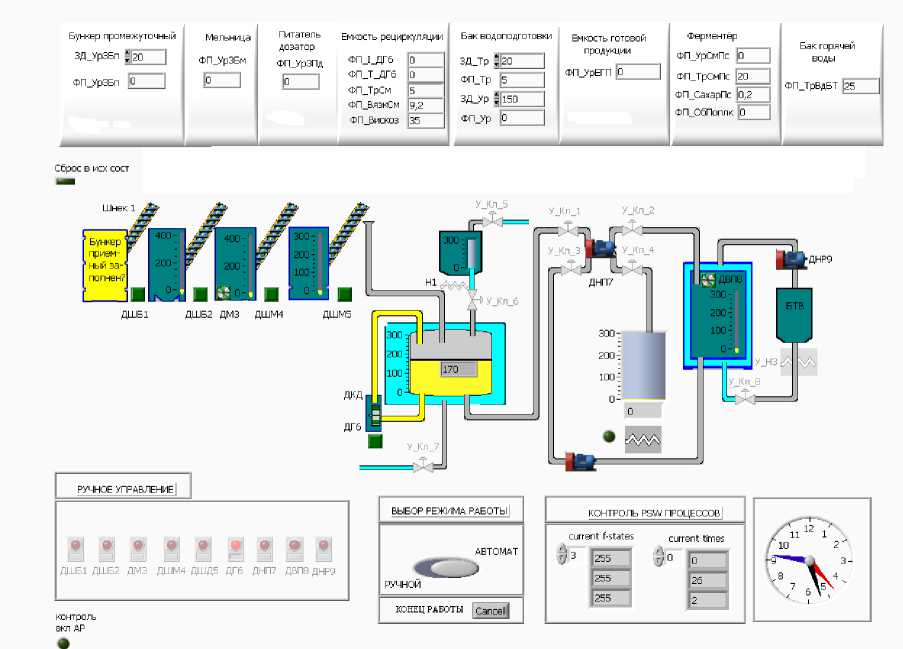
Рис. 2. Модель технологической линии получения кормовых паток из зернового сырья
Заключение
В работе исследована возможность автоматизации технологических линий производства кормовых паток из зернового сырья. Определена конфигурация программного обеспечения, создан набор алгоритмических компонентов, взаимодействующих с аппаратной частью комплекса автоматического и ручного управления технологической линией. Были созданы алгоритмы управления. Проверка алгоритмов проводилась с использованием технологии виртуальных объектов – технологическая линия производства кормовых паток была реализована в виде компьютерной модели. Проверка созданных алгоритмов на модели показала их работоспособность.
