Диффузионная модель перемешивания сливочно-растительных спредов

Автор: Остриков А.Н., Слюсарев М.И., Горбатова А.В., Шендрик Т.А.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 3 (65), 2015 года.
Бесплатный доступ
Разработана математическая модель процесса перемешивания сливочно-растительных спредов. При моделировании использованы диффузионные представления о характере протекания процесса, что позволяет отвлечься от геометрии аппарата. После включения мешалки начинается процесс перемешивания, продолжительность которого можно определить по поведению частиц трассера, вводимых в перемешиваемую среду в заданном количестве через свободную поверхность жидкости в течение короткого промежутка времени. Если частицы трассера имеют одинаковую плотность с окружающими их объемами жидкой фазы, то в этом случае траектории движения частиц и жидкости совпадают. Степень однородности перемешиваемой композиции можно рассчитать через коэффициент вариации, который идентифицируется через локальные концентрации частиц трассера в объеме перемешиваемой среды, для расчета которых решена задача одномерного переноса частиц в плоском слое перемешиваемой жидкости. Полученные расчетные соотношения позволяют рассчитать концентрацию частиц в любой точке перемешиваемого объема в произвольные моменты времени. На основании проведенного эксперимента идентифицированы коэффициенты эффективного перемешивания и предложены соотношения для их оценки в зависимости от числа Рейнольдса мешалки в исследованном интервале изменения параметров процесса. С использованием временной зависимости для коэффициента вариации, характеризующего однородность перемешиваемой системы, возможно определение продолжительности перемешивания до получения продукта заданной однородности и определение однородности продукта при заданной длительности процесса перемешивания. Для спреда № 1, перемешиваемого мешалкой, вращающейся с частотой об/мин, при безразмерной длительности процесса по полученным расчетным соотношениям найдено значение коэффициента вариации %, свидетельствующее о достаточно хорошей однородности, получаемой спредовой композиции. Используя предложенный алгоритм расчета, можно оценить однородность продукта в любой момент времени.
Эмульгирование, спред, коэффициент вариации, концентрация
Короткий адрес: https://sciup.org/14040491
IDR: 14040491 | УДК: 664.3
Diffusion model of creamyand vegetable spreads mixing
A mathematical model of the process of mixing cream- and vegetable spread was developed. In modeling the diffusion understanding of the nature of the process were used, allowing escape from the apparatus geometry. After turning on the mixer the mixing process begins. Its duration can be determined by the behavior of the tracer particles introduced into the agitated medium in a predetermined quantity through the free liquid surface within a short period of time. If tracer particles have the same density with the surrounding bulk liquid phase, then the path of movement of the particles and the fluid are identical. The degree of homogeneity of the composition can be stirred calculated by the coefficient of variation, which is identified by the local concentrations of tracer particles in the volume of stirred medium. The task of a one-dimensional particle transport in the plane layer of the mixed liquid is solved for their calculation. The calculated ratios obtained allow us to calculate the particle concentration at any point in the volume being mixed at random times. Based on the experiment effective mixing coefficients are identified and relations for their assessment, depending on the Reynolds number of the mixer in the range studied variations of process are offered. Using the time dependence of the variation coefficient characterizing the homogenity of the system being mixed, it is possible to determine the duration of mixing to obtain the product with the desired uniformity and homogeneity of the product under the definition of a predetermined duration of the mixing process. The variation coefficient %, indicating a sufficiently good uniformity of the spread composition was found for the spread №1, being mixed with a stirrer rotating at a speed of rev / min, and the dimensionless length of the process for obtaining estimated relations. Using the proposed calculation algorithm one can estimate the homogeneity of the product at any time.
Текст научной статьи Диффузионная модель перемешивания сливочно-растительных спредов
Горбатова А.В., Шендрик Т.А., 2015
Одной из основных стадий производства сливочно-растительных спредов является эмульгирование. Качество готового продукта и возможность его длительного хранения определяется условиями получения стабильных эмульсий. При реализации этой стадии необходимо учитывать, что излишнее механическое воздействие может привести к дестабилизации жировых эмульсий, а также требует дополнительных затрат энергии [2, 3, 5]. Поэтому определение продолжительности перемешивания спредовых композиций до достижения однородности является актуальной задачей технологии их производства.
Продолжительность процесса перемешивания можно определить по поведению частиц трассера, вводимого в перемешиваемую среду. Необходимо, чтобы частицы трассера имели одинаковую плотность с окружающими их объемами жидкой фазы. В этом случае траектории движения частиц трассера и жидкости совпадают, а степень однородности перемешиваемой композиции можно рассчитать через коэффициент вариации, определяемый формулой:
В этом случае геометрия аппарата не имеет значения и можно рассматривать задачу как одномерный перенос частицы трассера в плоском слое перемешиваемой жидкости (рисунок 1):
д n ( x, т ) д 2 n ( x, т )
дт дx2 ’ n (x ,0) = 0,(3)
^^ = 0 ,(4)
д x
D Mhr) = jо [1(т) _ 1(т — то)],(5)
дx где τ – время, с; n – счетная концентрация частиц в объеме жидкости, шт/м3; D – эффективный коэффициент перемешивания, м2/с; T — продолжительность ввода частиц трассера в жидкость, с; x - координата, м; 1(т) - функция Хэвисайда; j – средняя штучная плотность поверхностного потока частиц за время их ввода т0, шт/(м2-с).
По определению:
К
var
m
Z ( ni - n )
i=1________________ m -1
z j о = ,
5 "т о
где n – средняя по объему перемешиваемой среды концентрация частиц трассера; n – их локальная концентрация в m точках, равномерно распределенных по всему рабочему объему аппарата.
Локальные концентрации трассера определяются закономерностями движения жидкой фазы. Если для описания ее поведения использовать уравнения движения Навье-Стокса в общей постановке, то в силу их нелинейности принципиально невозможно получить решение задачи в аналитическом виде. Различные упрощающие допущения как, например, модели перемешивания, предусматривающие разбиение потока на области с восходящим и нисходящим движением жидкости, неприменимы в данном случае, т. к. не отражают в полной мере трехмерный характер течения перемешиваемой среды.
Высказано предположение о том, что интенсивность перемешивания, одинаковая по всему объему жидкости, позволяет воспользоваться диффузионными представлениями о характере протекания процесса [1].
где z – общее количество вводимых частиц, s – площадь свободной поверхности жидкости.
Пусть n0 = z IV - средняя по объему жидкости концентрация частиц. Тогда z = nV и с учетом (6):
_ n 0 V _ n о h
J 0 = =
5 • т о т о
Принимая во внимание (7), граничное условие (5) примет вид:
D ^ = n o h [ 1 ( т ) _ к т _ т 0 ) ] . (8)
д x т(
Приведем систему уравнений (2-4), (8) к безразмерному виду:
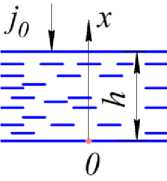
Рисунок 1. Расчетная схема
д N ( X ,Fo) _ д 2 N ( X ,Fo)
дРо = дX2 ,( )
N (X ,0) = 0,(10)
5N<0iPo>=о,(ii)
дx,
^Щ0) = -^ [1(po)- 1(ро-ро0)],(12)
д-X Ро0
где N = n I n 0, Fo = D т I h 2, Fo0 = D ^ I h 2, X = x I h .
Применим к системе уравнений (9)-(12) одностороннее преобразование Лапласа по переменной Fo:
d 2 NL ( X , 5 )
5 • N (X, 5) =-----L '
dX1
dN (0,5) =0 dX dNL (1,5) _ 1 1 - exp(-5Fo0)
dX Fo0
где 5 и Nl ( X , 5 ) - изображения Fo и
N ( X ,Fo) .
Решение задачи (13)-(15) в изображениях имеет вид:
N l ( X , 5 ) = -1- Foo
[ 1 - exp( - 5 Fo0) ] ch( V s • X )
. (16)
5-Js • sh ( V $ )
Используя теоремы обращения Ващенко-Захарченко и осуществляя переход от изображений к оригиналам функций в (16), получаем решение задачи в виде:
N(X,Fo) = 1 - — TT Cos(^”X) x
Foo n = 1 Mncos Ц п (17)
x ex p ( - ^ 2Fo) [ 1 - ex p ( ^ 2Foo ) ]
Изменение безразмерной концентрации частиц трассера, рассчитанной по формуле (17) для начала процесса перемешивания, представлено на рисунке 2. Зависимость концентрации от времени была уточнена по высоте перемешиваемого слоя жидкости (рисунок 3).
В верхней половине перемешиваемого слоя (рисунок 3) объемная концентрация частиц проходит через максимум. Это связано с перемещением вниз за счет конвективного перемешивания вводимых импульсно частиц трассера. В нижней части слоя концентрация монотонно возрастает до единицы, что соответствует физическому смыслу задачи.
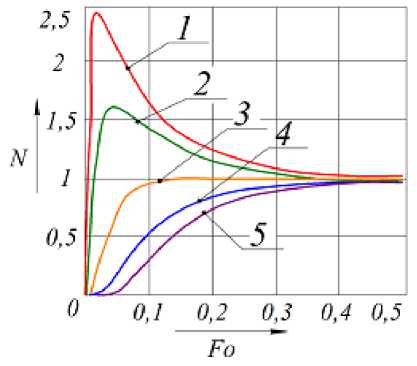
1 – Х = 0,8; 2 – Х = 0,7; 3 – Х = 0,5;
4 – Х = 0,3; 5 – Х = 0,1
Рисунок 3. Изменение объемной концентрации частиц трассера по высоте перемешиваемого слоя
Отбирая пробу продукта в определенной точке перемешиваемого слоя в различные мо- менты времени, получаем экспериментальную зависимость безразмерной концентрации частиц от числа Фурье N3Kcn (Х, Fo). С ее помощью можно рассчитать коэффициент эффективного перемешивания, используя следующий алгоритм.
Задаются произвольным значением коэффициента эффективного перемешивания D ,
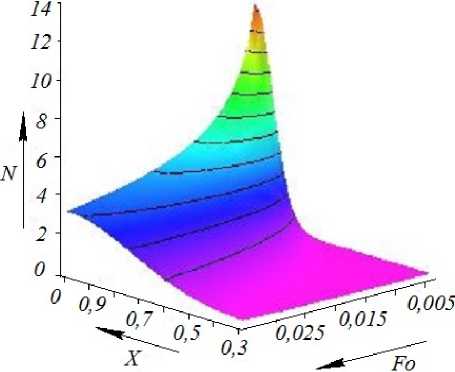
Рисунок 2. Изменения объемной концентрации частиц трассера в начале процесса перемешивания
рассчитывают соответствующую величину безразмерной продолжительности ввода им-
DT пульса частиц трассера Fo0 = —^, а также без-o h2
D^- размерное текущее время процесса Fo = —у i h 2
( т - размерное текущее время, с).
Экспериментальное значение безразмерной концентрации частиц трассера находят по формуле:
Nэксп = nпр / П0 , где ппр = znp / Vnp - счетная концентрация частиц трассера в пробе, zпр – количество трассеров в пробе, шт; Vпр – объем пробы перемешиваемой жидкости, м3.
Минимизацией функционала г Г Nрасч (0,96;Fo i) - Nэксп (0,96;Fo ,)
V [ N расч (0,96;FO i )
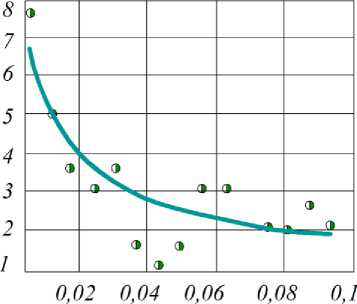
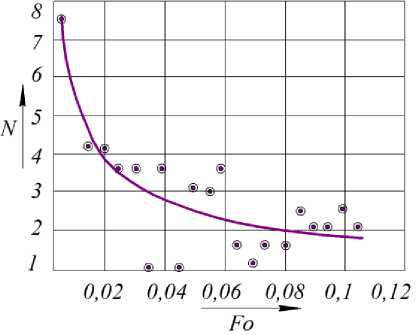
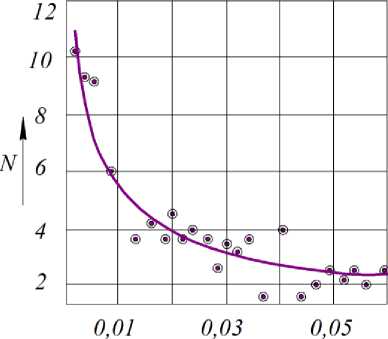
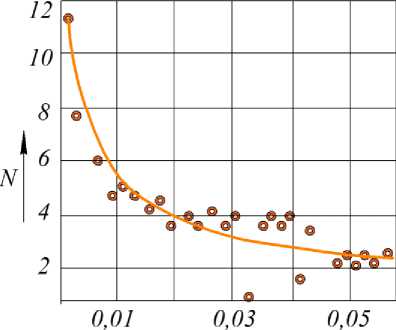
где N расч (0,96;Fo i ) находили по (17), с использованием экспериментально полученных данных (рисунки 4-5), были идентифицированы значения коэффициента эффективного перемешивания для различных условий проведения процесса.
Процесс получения сливочно-растительных спредов складывается из двух стадий: перемешивание при температуре 65 °С; процесс кристаллизации при температуре от 30-15 °С. Для оценки коэффициента эффективного перемешивания в зависимости от числа Рейнольдса мешалки [4] в исследованном интервале изменения параметров процесса получения спредов предложены соотношения:
-
- для процесса перемешивания:
D = 3,5 - 10 - 13 - Re2 - 1,8 - 10 - 9 - Re + 3,7 - 10 - 6; (19) - для процесса кристаллизации:
D = 1,8 • 10 - 10 - Re2 - 2,1 - 10 - 8 - Re + 1,2 - 10 - 6 .(20)
При анализе процессов перемешивания обычно рассматриваются две взаимосвязанных задачи:
-
- определение продолжительности перемешивания до получения продукта заданной однородности;
-
- определение однородности продукта при заданной длительности процесса перемешивания.
Указанные задачи могут быть решены с использованием временной зависимости для коэффициента вариации, характеризующего однородность перемешиваемой системы согласно уравнению (1).
Но
в а - спред № 1, п = 150 мин-1, D = 2,29-10-6 м2/с; б - спред № 3, п = 140 мин-1, D = 1,82-10-6 м2/с; в - спред № 2, п = 130 мин-1, D = 1,49 -10—6 м2/с
Рисунок 4. Сравнение результатов эксперимента (точки) с расчетом по (17) (линия) процесса перемешивания
а
б
Fo
в
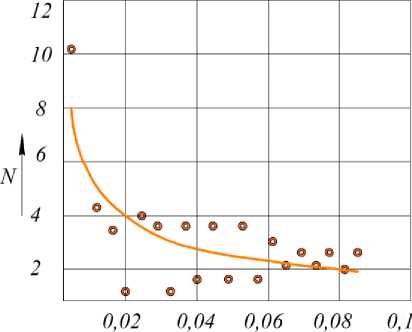
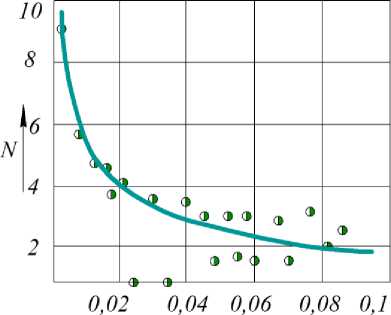
а - спред № 1, п = 150 мин-1, D = 0,954 - 10 — 6 м2/с;
б - спред № 3, п = 140 мин-1, D = 0,617 - 10 6 м2/с; в - спред № 2, п = 130 мин-1, D = 0,586 - 10 - 6 м2/с
Рисунок 5. Сравнение результатов эксперимента (точки) с расчетом по (17) (линия) процесса кристаллизации
Переходя в правой части уравнения (1) к безразмерным величинам, получаем следующую расчетную формулу для коэффициента вариации, которая учитывает его изменение как по высоте слоя жидкости, так и по времени:
N (Fo) = 1 -
2 ^ [sin( ^ nXк ) - sin( M n X н )] х
Fo 0 ( X к - Х н ) n = 1 A 3 • cos M n
X exp( - A 2 Fo) • [1 - exp( A 2Fo 0 ) ]
К var
m
Е m - 1 i = i
N £W _ Л2
N (Fo) _
.
Здесь m – число точек разбиения отрезка [ X н , Х к ] , для которого среднее по его длине значение концентрации частиц трассера определяется выражением
Определим коэффициент вариации в конце процесса перемешивания спреда № 1 при n = 150 об/мин. Безразмерная длительность процесса составляет Fo = 0,0935. Этому значению числа Фурье согласно соотношениям (17) и (21) соответствует К,^ = 3,2 %, что свидетельствует о достаточно хорошей однородности получаемой спредовой композиции.
Используя данный способ, можно оценить однородность продукта в любой момент времени.
Вестник ВГУИТ, №3, 2015
Список литературы Диффузионная модель перемешивания сливочно-растительных спредов
- Богер А.А., Ряжских В.И., Слюсарев М.И. Математическое моделирование кинетики осаждения частиц при импульсном вводе через свободную поверхность плоского слоя перемешиваемой среды//ИФЖ. 2012. Т. 85. № 1. С. 27-33.
- Вышемирский Ф.А., Дунаев А.В. Спреды: состав, технологии, перспективы//СПб: Профессия, 2014. 412 с.
- Горбатова А.В. Исследование качественных показателей сливочно-растительного спреда функциональной направленности//Аграрный вестник Урала. 2013. № 1. С. 37-39.
- Остриков А.Н., Смирных А.А., Горбатова А.В. Комплексное исследование реологических свойств спреда функциональной направленности//Вестник Алтайского Государственного аграрного университета. 2013. № 1. С. 37-39.
- Maureen L. R., Jozef L. K. Effect of mixer geometry and operating conditions on mixing efficiency of a non-Newtonian fluid in a twin screw mixer//Journal of Food Engineering. 2013. V. 118. P. 256-265.
