Формирование отверстий вращающимся пуансоном в листовой заготовке

Бесплатный доступ
Рассмотрены стадии формирования и геометрические параметры отверстия, изготовленного вращающимся пуансоном в листовой заготовке
Форма, геометрические размеры, отбортовка, длина свинчивания, сarving connection
Короткий адрес: https://sciup.org/147151529
IDR: 147151529 | УДК: 621.901.621.9
Manufacturing of the hole made by rotating tool in sheet blank
Stages of formation and geometrical parametres of the hole made by the rotating tool in sheet blank
Текст научной статьи Формирование отверстий вращающимся пуансоном в листовой заготовке
Для формирования резьбового отверстия в листовой заготовке толщиной 1–12 мм применяют отверстия, изготовленные, например, вращающимся пуансоном на вертикально-сверлильном и вертикально-фрезерном станках с механической подачей инструмента [1–4]. При этом для каждой толщины заготовки назначаются определённые режимы и параметры: диаметр пуансона и число оборотов, подача инструмента [2]. Однако неизвестна методика определения этих параметров, что затрудняет разработку технологии изготовления отверстий. С целью совершенствования технологии изготовления отверстий в заготовке толщиной от 2 мм и менее предлагается использовать вертикально-сверлильные станки, где вместо принудительной подачи инструмента применяют рычажную систему, обеспечивающую перемещение пуансона при заданной нагрузке. Это позволяет также применять станки только с ручной подачей инструмента и малой мощности, что значительно увеличивает возможности получения отверстий для изготовления резьбовых соединений. При реализации этой схемы автоматически устанавливается взаимосвязь между толщиной заготовки δ, осевым усилием P ос , временем протекания процесса t , температурой деформированного металла T , тепловой мощностью источника q и геометрическими параметрами отверстия.
Образцы для получения отверстий изготавливались из стали 08кп, толщиной 2; 1,5; 0,8 мм. Пуансон изготовлен из твёрдого сплава ВК6, диаметром 5 мм, с углом конуса 20°. Частота вращения пуансона 2000 мин–1. Измерение осевого усилия в процессе деформирования заготовки производилось с применением динамометра и индикатора модели И-410, а температуры – хро-мель-алюмелевой термопарой. Измерение температуры производилось на расстоянии 2,5 мм от осевой линии намечаемого отверстия на верхней и нижней поверхностях заготовки в процессе всей деформации. Показания всех приборов фиксировалось цифровой фотокамерой с частотой 10 кадров в секунду, с последующим построением графиков на компьютере.
На рис. 1 представлены стадии образования отверстия в заготовке при свободном перемещении вращающегося пуансона при заданной нагрузке.
По характеру изменения осевого усилия весь цикл образования отверстия в заготовке можно разделить на четыре стадии (рис. 1, а). На первой стадии происходит нагрев заготовки за счет сил трения вращающимся пуансоном, внедрение его в заготовку, пластическое течение металла в верхнюю и нижнюю части заготовки (рис. 1, б). При этом осевая сила не изменяется. На второй стадии наблюдается колебание осевой силы, а на третьей – её некоторое снижение. На четвертой стадии процесса, по мере уменьшения площади контакта поверхности конуса и формируемого отверстия, сопротивление перемещению пуансона снижается, осевое усилие уменьшается. В момент выхода конуса пуансона из отверстия осевое усилие снижается до нуля и окончательно формируются параметры отверстия с нижним и верхним кольцами. При изготовлении отверстия вращающимся пуансоном на заготовках толщиной 1,5 и 0,8 мм также отмечаются четыре стадии изменения осевого усилия. Следует отметить, что на заготовке толщиной 0,8 мм верхнее кольцо не образуется и весь деформируемый металл идёт на формирование только нижнего кольца отверстия.
После обработки экспериментальных результатов, полученных при изготовлении отверстия вращающимся пуансоном в листовом металле толщиной 0,8; 1,5; 2,0 мм по вышепр и ведённой методике, установлено (см. таблицу), что осевое у с илие определяет все основные параметры операции: температуру деформированного металла заготовки, время процесса, тепловую мощность и геометрические размеры отверстия (рис. 2).
а)
б)
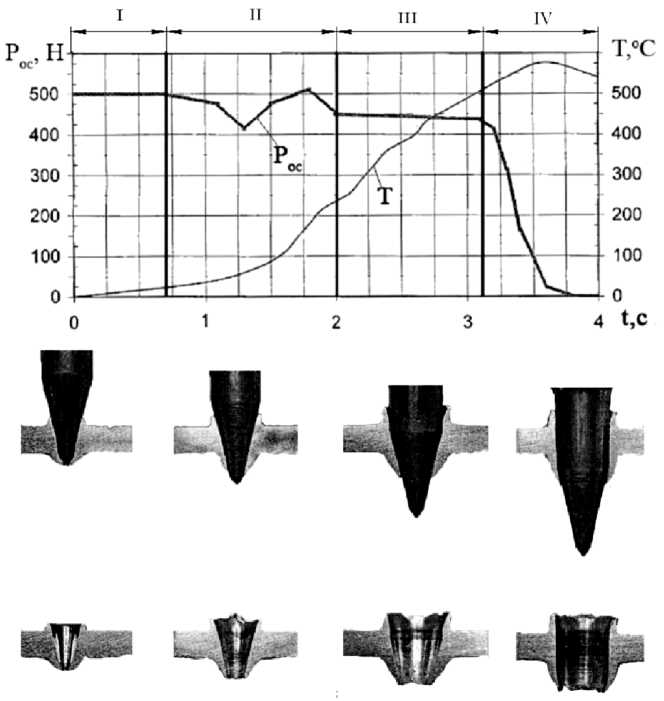
Рис. 1. Стадии образования отверстия вращающимся пуансоном в тонколистовом металле толщиной δ = 2,0 мм: а – изменение осевого усилия P ос и температуры Т в точке измерения в зависимости от времени t ; б – стадии образования отверстия
Экспериментальные результаты, полученные при изготовлении отверстия вращающимся пуансоном в листовом металле толщиной 0,8; 1,5; 2,0 мм
|
Исходные данные |
Эксперимента л ьные результаты |
q , Вт |
|||||
|
δ, мм |
P ос , Н |
T , °С |
t , с |
h , мм |
Δ, мм |
h1, мм |
|
|
2 |
440 |
577 |
3,8 |
2,6 |
1,0 |
1,3 |
228 |
|
350 |
610 |
8,0 |
2,7 |
1,0 |
1,1 |
– |
|
|
180 |
620 |
14,7 |
2,7 |
1,1 |
1,1 |
170 |
|
|
1,5 |
320 |
400 |
3,5 |
2,4 |
0,9 |
1,0 |
150 |
|
200 |
410 |
7,0 |
2,4 |
1,0 |
1,0 |
– |
|
|
125 |
450 |
11,0 |
2,5 |
1,0 |
1,0 |
80 |
|
|
0,8 |
120 |
300 |
4,5 |
2,5 |
0,8 |
– |
52 |
|
100 |
340 |
6,8 |
2,7 |
0,8 |
– |
– |
|
|
80 |
340 |
9,1 |
2,7 |
0,7 |
– |
37 |
|
Список литературы Формирование отверстий вращающимся пуансоном в листовой заготовке
- Пархин, В.А. Отбортовка патрубков на трубах, корпусах и листовых заготовках//Технология организации производства и управление: обзор/В.А. Пархин, О.И. Телегин, Г.В. Терповская. -М.: ЦНИИТМАШ, 1980. -33 с.
- FormDrill. -www.formdrill.com/formdrill.him
- Хоменко, В.В. Формообразование узлов крепления в тонкостенных деталях методом пластического сверления: дис. … канд. техн. наук/В.В. Хоменко. -М., 2005. -128 с
- Зотов, О.В. Совершенствование технологии обработки тонкостенных деталей методом пластического сверления: дис. … канд. техн. наук/О.В. Зотов. -М., 2007. -162 с
- Норицын, И.А. Исследование режимов термофрикционной формовки/И.А. Норицын, Б.Я. Тазизов//Кузнечно-штамповочное производство. -1976. -№ 9. -С. 12-15.
- Рыкалин, Н.Н. Нагрев и охлаждение стержней при стыковой сварке трением/Н.Н. Рыкалин, А.И. Пугин, А.И. Васильева//Сварочное производство. -1959. -№ 10. -С. 15-18.
- Теория сварочных процессов/под ред. В.В. Фролова. -М.: Высш. шк., 1988. -560 с.
- Гузеев, В.И. Определение параметров отбортовки и длины свинчивания при изготовлении отверстия вращающимся пуансоном в тонколистовом металле/В.И. Гузеев, П.В. Шаламов, С.Е. Радийчук//Сборка в машиностроении, приборостроении. -2010. -№ 2. -С. 25-29.
