Использование методов имитационного моделирования для анализа функционирования процессов производства кефира

Автор: Музыка М.Ю., Благовещенский И.Г., Благовещенский В.Г., Мокрушин С.А., Благовещенская М.М.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 4 (90), 2021 года.
Бесплатный доступ
Статья посвящена повышению эффективности производства кефира за счет применения метода имитационного моделирования, позволяющего создать мультиагентную имитационную модель, описывающую реальные процессы исследуемого производства в виртуальном пространстве. Показаны преимущества использования имитационных моделей по сравнению с проведением экспериментов в реальной системе и использованием других методов. Такая модель позволяет получить подробную статистику о различных аспектах функционирования исследуемой системы в зависимости от входных данных с отражением процессов, как если бы они происходили в реальности. В статье определена актуальность темы. Показано, что в процессе производства кефира возникают проблемы, характерные для рынка: постоянно меняющийся спрос потребителей на продукцию, появление новых сортов продукции, новых технологий и современного прогрессивного оборудования. Для выполнения этих требований необходима гибкая, способная быстро перестраиваться схема организации производства, которая будет эффективно работать при внедрении интеллектуальной системы автоматического управления качеством производства кефира и будет способствовать быстрой и эффективной перестройке используемого технологического оборудования, а также технологических режимов производства. Поэтому проведен анализ структуры молочного предприятия с точки зрения основных событий моделируемой системы, на основании которого разработана и представлена логико-математический модель производства кефира в виде многофазной многоканальной системы. Также проведен системный анализ объекта автоматизации - линии производства кефира. Рассмотрены все этапы производства кефира с учетом протекающих в них информационных процессов, которые позволили разработать потоковую диаграмму взаимосвязи разных цехов и потоков сырья при производстве кефира. Проведенные экспериментальные исследования позволили получить мультиагентную имитационную модель производства кефира. Для реализации представленной модели был использован программный продукт AnyLogic. После разработки этой модели для проверки ее работоспособности были представлены имитационные модели процесса производства кефира 2D вида. В статье приведены все агенты модели.
Анализ, производство кефира, имитационное моделирование, повышение качества, кефир
Короткий адрес: https://sciup.org/140290645
IDR: 140290645 | УДК: 663.9:62-51 | DOI: 10.20914/2310-1202-2021-4-17-24
The use of simulation methods to analyze the functioning of kefir production processes
The article is devoted to increasing the efficiency of kefir production through the use of the simulation method, which allows you to create a multi-agent simulation model that describes the real processes of the studied production in the virtual space. The advantages of using simulation models in comparison with conducting experiments in a real system and using other methods are shown. Such a model allows you to obtain detailed statistics on various aspects of the functioning of the system under study, depending on the input data, reflecting the processes as if they were happening in reality. The article defines the relevance of the topic. It is shown that in the process of producing kefir there are problems typical for the market: constantly changing consumer demand for products, the emergence of new varieties of products, new technologies and modern progressive equipment. To meet these requirements, a flexible, rapidly restructuring production organization scheme is needed, which will work effectively with the introduction of an intelligent system for automatic quality control of kefir production and will contribute to a quick and effective restructuring of the technological equipment used, as well as technological modes of production. Therefore, the analysis of the structure of the dairy enterprise from the point of view of the main events of the modeled system was carried out, on the basis of which a logical and mathematical model of kefir production in the form of a multiphase multichannel system was developed and presented. Also, a systematic analysis of the automation object - the kefir production line was carried out. All stages of kefir production are considered, taking into account the information processes occurring in them, which made it possible to develop a flow diagram of the relationship between different workshops and raw material flows in the production of kefir. The carried out experimental studies allowed to obtain a multi-agent simulation model of kefir production. To implement the presented model, the software product AnyLogic was used. After the development of this model, 2D and 3D simulation models of the kefir production process were presented to test its operability. This article lists all the agents of the model.
Текст научной статьи Использование методов имитационного моделирования для анализа функционирования процессов производства кефира
Использование средств автоматизации на молочном предприятии влечет за собой необходимость разработки математических моделей с целью эффективного использования сырья, оптимизации режимных и технологических параметров производства кефира. Для детального анализа всех этапов процесса производства кефира наиболее перспективна разработка моделей, основанных на методе имитационного моделирования.
Имитационное моделирование – это метод, который позволяет создать модель, описывающую её реальные процессы. Такую модель возможно прокручивать и испытывать в контролируемом времени, что позволяет получить подробную статистику о различных аспектах функционирования исследуемой системы в зависимости от входных данных с отражением процессов, как если бы они происходили в реальности [2, 3].
Данный метод может быть использован для экспериментирования на компьютере различных схем производства кефира в целях проектирования, анализа и оценки эффективности функционирования всех этапов исследуемого объекта [7]. Он позволяет создавать динамические модели, при этом дает возможность отражать графическим способом в реальном времени исследуемые процессы [8,13].
Использование имитационных моделей дает много преимуществ по сравнению с проведением экспериментов в реальной системе и использованием других методов. К преимуществам имитационного моделирования относятся: стоимость, время, повторяемость, точность, наглядность и универсальность [4.5]. Так, использование имитационного моделирования позволяет изучить поведение системы во времени и применяется оно в случаях, когда проведение экспериментов над реальной системой нецелесообразно. Например, по причине дороговизны создания прототипа, либо из-за длительности проведения эксперимента в реальном масштабе времени. Весомым плюсом является то, что временем в модели можно управлять: замедлять в случае с быстропротекающими процессами и ускорять для моделирования систем с медленной изменчивостью. Можно имитировать поведение тех объектов, реальные эксперименты с которыми дороги, невозможны или опасны [6, 11].
С наступлением эпохи персональных компьютеров производство сложных и уникальных изделий, как правило, сопровождается компьютерным трёхмерным имитационным моделированием. Эта точная и относительно быстрая технология позволяет накопить все необходимые знания, выбрать оптимальные варианты будущего оборудования и технологий производства полуфабрикатов для будущего изделия до начала его производства [1].
Поэтому тема настоящей работы, направленная на решение этих вопросов, актуальна. Наличие имитационной модели производства кефира позволяет производить:
– различные изменения в структуре виртуальной линии производства кефира для получения более высокой рентабельности;
– оценку устойчивости работы оборудования на длительном промежутке времени, при непрерывном производстве, тем самым выявлять узкие места производственной линии;
– имитацию модернизации производства, не осуществляя серьезных финансовых затрат.
Цель работы – развитие и совершенствование процессов производства кефира за счет использования методов имитационного моделирования для повышения качества производимого продукта.
В качестве основных выделены следующие задачи исследования:
– разработать имитационную мультиа-гентную модель процесса производства кефира с учетом присущих ему внутренних связей;
– проанализировать процесс производства кефира как объекта управления и определить основные параметры, влияющие на эффективность хода технологических процессов производства целевой продукции;
Научная новизна данного исследования заключается в разработке мультиагентной подсистемы поддержки принятия решений для автоматизации, идентификации и выявления проблемных зон производства кефира.
Методы
Поставленные в работе задачи решены с использованием методических и математических основ построения автоматических систем управления, методов математического моделирования, теории принятия решений, методов оптимизации, теории алгоритмов и методов программирования, методов системного анализа и методов математической статистики. Для построения имитационной мультиагентной модели процесса производства кефира использованы экспериментальные данные молочных предприятий. Вычисления в процессе исследований, численная и графическая обработка результатов производились с применением математического аппарата прикладных программ. Численная и графическая обработка результатов исследований производилась с применением MatLab, Labview, EDEM. Для разработки мультиагентной имитационной модели производства кефира использовано программное обеспечение AnyLogic.
Результаты
Для имитационного моделирования производства кефира был проведен анализ структуры молочного предприятия с точки зрения основных событий моделируемой системы. На рисунке 1 представлен логико-математический объект управления производством кефира в виде многофазной многоканальной разомкнутой системы с ожиданием приемки молока.
Основное производство кефира на молочном предприятии состоит из трех основных участков: аппаратно-сырьевой цех; участок розлива и упаковки; участок хранения готовой продукции кефира [9]. При детализированном рассмотрении аппаратно-сырьевого цеха, можно выделить следующие основные участки производства кефира: участок приемки сырого молока; участок производства и хранения пастеризованного молока; участок нормализации молока;
участок производства стерилизованного и пастеризованного молока, участок сквашивания, заквашивания и созревания кефира. А далее полученный готовый кефир поступает на участок розлива и упаковки кефира [9].
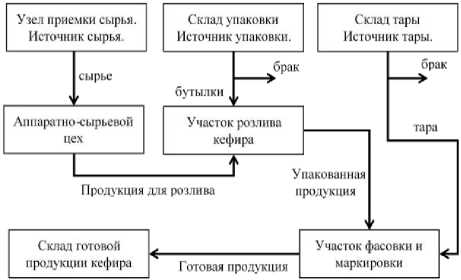
Рисунок 1. Логико-математический объект управления производством кефира
Figure 1. Logical and mathematical object of kefir production management
Анализ молочного производства, а также научных статей по данному вопросу показал, что при производстве кефира существует определенная проблема. Это постоянно меняющийся спрос потребителей на молочную продукцию, появление новых сортов продукции, новых технологий и современного прогрессивного оборудования. Для выпуска такой разноплановой молочной продукции высокого качества необходима гибкая, способная быстро перестраиваться схема организации производства, которая будет эффективно работать при внедрении интеллектуальной системы автоматического управления качеством производства кефира и будет способствовать быстрой и эффективной перестройке используемого технологического оборудования, а также технологических режимов производства.
Оптимальные режимы работы такой интеллектуальной системы можно определить, разработав имитационную модель процесса производства кефира.
Для разработки мультиагентной имитационной модели производства кефира была выбрана среда AnyLogic – единственное наиболее эффективное программное обеспечение (ПО) для мультиагентного моделирования [5, 14–20]. В AnyLogic агентное моделирование комбинируется с дискретно-событийным подходом или системной динамикой. Также разработка модели сопровождается дружественным и удобным интерфейсом в среде разработки, позволяющим не затрагивать код программы. Важным дополнением является наличие библиотеки моделирования процессов. Она позволяет реализовывать сложные процессы, разделяя их на связанные между собой отдельные составляющие, и преобразовывать процессы, используя агентные модели. Кроме того, доступно совмещение с другими библиотеками без потери единства процесса. Имеется встроенная визуализация процесса и статистика по времени с отображением её во временном графике [10].
После получения логико-математического объекта производства кефира следующим этапом необходимо было отобразить все важные стадии производства кефира, позволяющие установить взаимосвязи разных цехов и потоков сырья при производстве этого напитка. Разработанная для этого потоковая диаграмма представлена на рисунке 2.
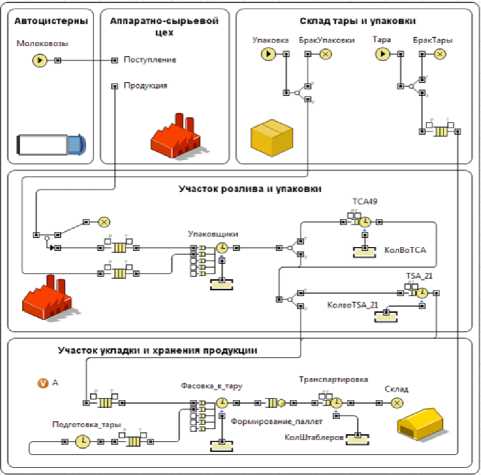
Рисунок 2. Потоковая диаграмма взаимосвязи разных цехов и потоков сырья
Figure 2. Flow diagram of the relationship between different shops and raw material flows
На данной диаграмме отображен процесс поступления сырья на молочный завод в виде автоцистерн, которые впоследствии подключаются к аппаратно-сырьевому цеху (АСЦ). Затем в АСЦ по выбранной технологии, заданным режимным и технологическим параметрам производится сначала прием молока, необходимого для дальнейшего производства кефира, затем его пастеризация, нормализация и стерилизация. Далее полученное готовое сырье – молоко с определенными показателями качества поступает на участок сквашивания, заквашивания и созревания кефира. После того, как сырое молоко прошло все стадии производства кефира в АСЦ, получаем готовый продукт с заданными показателями качества, который затем разливается в бутылки, фасуется и упаковывается крышками
(цех розлива и упаковки). Далее готовый кисломолочный напиток (кефир) поступает в цех маркировки, укладки и хранения готовой продукции. Отметим, что поступление бутылок и крышек для бутылок начинается лишь с поступлением продукции. Затем расфасованную продукцию формируют в паллеты, которые поступают на склад, откуда будут транспортированы к потребителям [12].
Анализ взаимосвязи цехов и потоков сырья между ними позволили разработать потоковую диаграмму процесса производства кефира, представленную на рисунке 3.
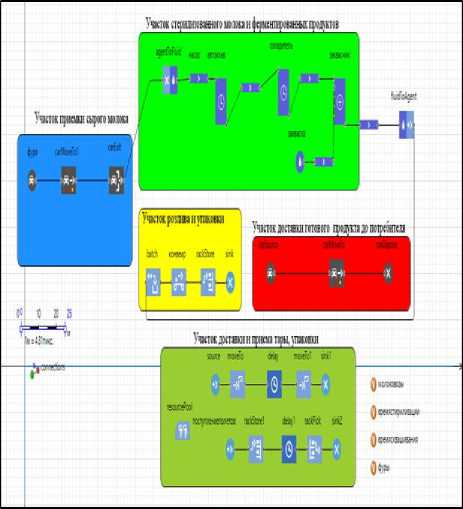
Рисунок 3. Потоковая диаграмма процесса производства кефира
Figure 3. Flowchart of a process kefir production
Первый объект Fluid Source (создает поток) позволяет отследить количество используемого сырья за единицу времени. Объект Tank, накапливает вещество до уровня вместимости, опционально задерживает (к примеру, обрабатывает) его определенное время, после чего выпускает. В модели процесса производства кефира этот объект «автоклав» играет роль накопителя молока. Объект Bulk Conveyor является имитацией конвейера для транспортировки продукта. В модели служит для транспортировки готового кефира, разлитого в тару.
Mix Tank создает смесь из веществ, поступающих из разных источников, опционально задерживает (обрабатывает) полученную смесь в течение определенного времени, после чего выпускает. Пропорции веществ в смеси можно определить, указав объем каждого вещества, либо указав общий объем и доли компонентов.
Скорость потока на входе не ограничена, скорость потока на выходе можно опционально ограничить. Новая смесь начнет накапливаться только после того, как предыдущая полностью покинула блок. Изначально резервуар пуст.
В модели производства кефира таким резервуаром Mix Tank является «заквасчик». Блок Fluid To Agent преобразует партии жидкости или объемного вещества в агенты (дискретные элементы). Fluid Dispose принимает входящий поток и устраняет его (удаляет из системы). Данный блок является стандартным завершающим блоком в диаграмме процесса Библиотеки Моделирования Потоков. Car Source (участок доставки готового продукта до потребителя) создает автомобили и помещает их в указанное место дорожной сети.
Блок CarMoveTo управляет движением автомобиля. Автомобиль может ехать только, когда он находится в блоке CarMoveTo . Автомобиль пытается рассчитать путь от своего текущего места до указанного места назначения, когда поступает в блок CarMoveTo . Указанное место назначения должно находиться в той же дорожной сети, что и автомобиль. Если от текущего местоположения автомобиля к указанному месту нет пути, автомобиль покидает блок через порт оutWауNоtFоund. CarDispose удаляет машины из модели. Есть два способа удаления автомобилей: автомобиль может выехать за пределы дорожной сети по незамкнутому пути или после достижения указанной стоп-линии. В этом случае блок CarDispose нужно будет поместить после последнего блока CarMoveTo .
RackPick извлекает агента из ячейки стеллажа или зоны хранения и перемещает его в заданный узел сети. При этом для перемещения агента могут использоваться движущиеся сетевые ресурсы. При необходимости можно добавить задержку, моделирующую время, требуемое на извлечение агента из ячейки. Время задержки может зависеть от координат ячейки. Например, от уровня этой ячейки. RackStore помещает агента в ячейку заданного стеллажа или зоны хранения RackSystem . При этом агент перемещается из его текущего местоположения в сети к ячейке. При необходимости можно добавить задержку, моделирующую время, требуемое на помещение агента в ячейку.
MoveTo перемещает агента в новое место. Время, которое агент проведет в этом объекте, будет равно длине кратчайшего из возможных путей, начиная от текущего местоположения агента в место назначения. Агент будет отображаться на анимации движущимся по выбранному пути или маршруту.
mуАgеnt – агент, предназначенный для регулирования времени задержки дозируемых компонентов в объекте Tank с помощью параметров 7Тimе. Агент также позволяет применять функции, регулирующие переменные скорости конвейеров (sрееdСоnvеуоr) в зависимости от заданных параметров длины конвейера (lеngth Соnvеуоr). В зависимости от длины конвейера, подбирается наиболее актуальная скорость для корректной реализации моделируемого процесса. Потоковая-диаграмма процесса производства кефира (рисунок 3), осуществляет имитацию работы оборудования, в соответствии с представленной ранее потоковой диаграммой взаимосвязи разных цехов и потоков сырья при производстве кефира (рисунок 2). Также благодаря внедрению условных операторов осуществляется корректное направление заявок, что позволяет имитировать производство различной продукции. После разработки дискретно-событийной модели производства кефира, можно проверить работоспособность данной модели с помощью имитационной модели процесса производства кефира 2D вида, предстааленной на рисунке 4.
Рисунок 4. митационная модель процесса производства кефира 2D вида
Figure 4. Simulation model of the process production of kefir 2D type
Вся модель разделена на несколько этапов. Каждый этап – это отдельный агент, отвечающий за конкретный промежуток производства и имеющий как индивидуальные характеристики и функции, так и общие со всей системой в целом.
На рисунке 5 представлены все основные агенты имитационной модели производства кефира. Всего в модели семь основных агентов, представленных на рисунке 7: milkТаnk – агент, имитирующий поведение молочного танка, homogenizer – агент, имитирующий работу гомогенизатора, pasteurizer – агент-пастеризатор, miхТаnk – агент, имитирующий оборудование для сквашивания кефира и его созревание, fermenter – агент, имитирующий заквасочник, packager – агент-упаковщик и main – главный агент, который является контейнером для всех остальных агентов.
Рисунок 5. Агенты модели
Figure 5. Model agents
Результаты и обсуждение
В результате проведенных исследований и анализа структуры молочного предприятия с точки зрения основных событий моделируемой системы разработан логико-математический объект управления производством кефира. На основании полученных данных разработана потоковая диаграмма взаимосвязи разных цехов и потоков сырья, позволяющая определить основные связи и потоки, влияющие на эффективность хода технологических процессов производства целевой продукции – кефира.
Полученные результаты имитационных экспериментов, проведенные с применением программного обеспечения AnyLogic, позволили в условиях колебаний свойств сырья обеспечить стабилизацию показателей качества получаемых полуфабрикатов и готовой продукции, проанализировать процесс производства кефира как объекта управления и определить оптимальные режимные параметры используемого оборудования, влияющие на эффективность хода технологических процессов производства кефира.
На основании полученных данных была разработана имитационная мультиагентная модель процесса производства кефира с учетом присущих этому процессу внутренних связей, что позволило структурировано отобразить все этапы исследуемого производства, провести имитационные эксперименты и оценить получаемые при изменении технологических и режимных параметров количественные показатели выпуска продукции, что способствовало оптимизации данного производственного процесса и повышению его эффективности.
Разработанная мультиагентная имитационная модель позволила идентифицировать и прогнозировать все процессы производства кефира, поскольку она не только отображает действительность с той или иной степенью точности, а имитирует работу всей линии производства кефира. Полученная модель дает возможность прокрутить работу системы в ускоренном или замедленном формате. Длительность во время проведения экспериментальных исследований изменяли в модели в заданном диапазоне.
Проведенные исследования показали следующие преимущества имитационного моделирования:
-
• возможность при проведении имитационных экспериментальных исследований
влиять на время проходящих процессов: их замедлять или ускорять;
-
• получение полного набора различных показателей производства без надобности затрачивания большого количества времени для расчёта данных показателей вручную;
-
• уменьшение ошибок при расчётах.
Результаты имитационного моделирования процесса производства кефира позволили выявить факторы, вариация которых однозначно сказывается на производительности линии и качестве получаемого готового продукта.
Полученные данные позволили выбрать в качестве критерия управления заданную производительность технологической линии производства кефира с наложенными на нее ограничениями на колебания технологических и режимных параметров процессов.
Заключение
Полученные результаты позволили:
-
• проанализировать процесс производства кефира как объекта управления;
-
• разработать мультиагентную подсистему поддержки принятия решений для автоматизации, идентификации и выявления проблемных зон производства кефира.
-
• разработать имитационную мультиа-гентную модель процесса производства кефира с учетом присущих ему внутренних связей, что позволило структурировано отобразить все этапы производства кефира, стабилизировать параметры процессов и оценить количественные показатели выпуска продукции, что способствует оптимизации данного производственного процесса и повышению его эффективности.
Список литературы Использование методов имитационного моделирования для анализа функционирования процессов производства кефира
- Балыхин М.Г., Благовещенский И.Г., Благовещенский В.Г., Крылова Л.А. Разработка нейросетевой модели для управления процессом дозирования сыпучих масс // Интеллектуальные системы и технологии в отраслях пищевой промышленности. Сборник материалов конференции. 2019. С. 6-20.
- Балыхин М.Г., Благовещенский И.Г., Мокрушин С.А. Имитационная модель технологического процесса стерилизации материалов как эффективный инструмент при разработке и модернизации стерилизационных установок // Инженерный журнал: наука и инновации. 2020. № 2 (98). С. 21-22.
- Гриднев Ю.В., Назойкин Е.А., Благовещенский И.Г., Стукаленко Д.А. и др. Мультиагентное имитационное моделирование процессов приемки молока // Моделирование систем и процессов. 2020. Т.13. № 4. С. 4-8.
- Крылова Л.А., Благовещенский В.Г., Татаринов А.В. Разработка интеллектуальных аппаратно - программных комплексов мониторинга процессов сепарирования дисперсных пищевых масс на основе интеллектуальных технологий // В книге: Развитие пищевой и перерабатывающей промышленности России: кадры и наука. 2017. С. 199-201.
- Мокрушин С.А., Благовещенский И.Г., Назойкин Е.А., Благовещенская М.М. Моделирование технологического процесса стерилизации консервов в промышленном автоклаве // Хранение и переработка сельхозсырья. 2020. № 1. С. 118-126.
- Lynch K.M., Wilkinson S., Daenen L., Arendt E.K. An update on water kefir: Microbiology, composition and production//International Journal of Food Microbiology. 2021. V. 345. P. 109128. doi: 10.1016/j.ijfoodmicro.2021.109128
- Laureys D., De Vuyst L. The water kefir grain inoculum determines the characteristics of the resulting water kefir fermentation process // Journal of applied microbiology. 2017. V. 122. №. 3. P. 719-732. doi: 10.1111/jam.13370
- Leite A.M.O., Leite D.C.A., Del Aguila E.M., Alvares T.S. et al. Microbiological and chemical characteristics of Brazilian kefir during fermentation and storage processes // Journal of dairy science. 2013. V. 96. №. 7. P. 4149-4159. doi: 10.3168/jds.2012-6263
- Puerari C., Magalhaes K.T., Schwan R.F. New cocoa pulp-based kefir beverages: Microbiological, chemical composition and sensory analysis//Food Research International. 2012. V. 48. №. 2. P. 634-640. doi: 10.1016/j.foodres.2012.06.005
- Egea M.B., Santos D.C.D., Oliveira Filho J.G.D., Ores J.D.C. et al. A review of nondairy kefir products: their characteristics and potential human health benefits // Critical Reviews in Food Science and Nutrition. 2020. P. 1-17. doi: 10.1080/10408398.2020.1844140
- Laureys D., Van Jean A., Dumont J., De Vuyst L. Investigation of the instability and low water kefir grain growth during an industrial water kefir fermentation process // Applied microbiology and biotechnology. 2017. V. 101. №. 7. P. 2811 -2819. doi: 10.1007/s00253 -016-8084-5
- Fiorda F.A., de Melo Pereira G.V., Thomaz-Soccol V., Rakshit S.K. et al. Microbiological, biochemical, and functional aspects of sugaiy kefir fermentation-A review //Food Mcrobiology. 2017. V. 66. P. 86-95. doi: 10.1016(j.fm.2017.04.004
- Viana R.O., Magalhaes-Guedes K.T., Braga R.A., Dias D.R. et al. Fermentation process for production of apple-based kefir vinegar: microbiological, chemical and sensory analysis // Brazilian journal of microbiology. 2017. V. 48. P. 592-601. doi: 10.1016/j.bjm.2016.11.006
- Atalar I., Dervisoglu M. Optimization of spray drying process parameters for kefir powder using response surface methodology //LWT-Food Science and Technology. 2015. V. 60. №. 2. P. 751-757. doi: 10.1016/j.lwt.2014.10.023
- Ganatsios V., Nigam P., Plessas S., Terpou A. Kefir as a functional beverage gaining momentum towards its health promoting attributes // Beverages. 2021. V. 7. №. 3. P. 48. doi: 10.3390/beverages7030048
- Arslan S. A review: chemical, microbiological and nutritional characteristics of kefir // CyTA-Journal of Food. 2015. V. 13. №. 3. P. 340-345. doi: 10.1080/19476337.2014.981588
- Laureys D., Leroy F., Hauffman T., Raes M. et al. The type and concentration of inoculum and substrate as well as the presence of oxygen impact the water kefir fermentation process // Frontiers in microbiology. 2021. V. 12. P. 161. doi: 10.3389/fmicb.2021.628599
- Nejati F., Junne S., Neubauer P. A big world in small grain: a review of natural milk kefir starters // Microorganisms. 2020. V. 8. №. 2. P. 192. doi: 10.3390/microorgamsms8020192
- Kotova I.B., Cherdyntseva T.A., Netrusov A.I. Russian kefir grains microbial composition and its changes during production process // Advances in microbiology, infectious diseases and public health. Springer, Cham, 2016. P. 93-121. doi: 10.1007/5584_2016_2
- Aiello F., Restuccia D., Spizzirri U.G., Carullo G. et al. Improving kefir bioactive properties by functional enrichment with plant and agro-food waste extracts // Fermentation. 2020. V. 6. №. 3. P. 83. doi: 10.3390/fermentation6030083
