Исследование эффективности функционирования гибридных смазочно-охлаждающих смесей в централизованных системах при механообработке заготовок из алюминиевых сплавов в массовом производстве

Автор: Алякин Ю.Б., Булыжев Е.М., Шуваев В.Г., Золотов А.М.
Рубрика: Контроль и испытания
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Смазочно-охлаждающие жидкости (СОЖ) являются проверенным технологическим средством обеспечения высокой эффективности операции механообработки. В последнее время в машиностроении успешно продвигаются синтетические и полусинтетические смазочно-охлаждающие жидкости. В ряде случаев находят применение гибридные смазочноохлаждающие жидкости, представляющие смеси синтетических и полусинтетических смазочно-охлаждающих жидкостей. В данной статье исследуются технологические ситуации механообработки заготовок из алюминиевых сплавов при функционировании гибридных смазочно-охлаждающих жидкостей в условиях массового производства. Цель проведенных исследований заключалась в выявлении особенностей механообработки заготовок из алюминиевых сплавов в условиях массового производства в среде гибридных высококонцентрированных смазочно-охлаждающих жидкостей в аспекте ресурсосбережения и экологизации. Методика исследования основывалась на оценке потерь объемов смазочно-охлаждающих жидкостей во времени и рабочем пространстве вложенных систем «смазочно-охлаждающая жидкость – централизованная подсистема сопровождения – технологическая система» и выявлении взаимосвязей между технологическими показателями и показателями потерь, т. е. энтропии смазочно-охлаждающих жидкостей. В результате исследований установлены значения взаимосвязи между конструктивнотехнологическими и энтропийными показателями, дана оценка величин энтропийных показателей. Дана характеристика состава потерь смазочно-охлаждающих жидкостей, представляющих связанные между собой распределенные неизбежные потери (энтропия 1-го рода) и одномоментные полные сбросы объемов из централизованных систем (энтропия 2-го рода). Энтропия 1-го рода составляет при обработке заготовок из алюминиевых сплавов 0,67–0,74 от общей энтропии смазочно-охлаждающих жидкостей в данной технологической ситуации. При этом число замен в год варьируется в интервале 0,7–2,0, а срок функционирования составляет 0,5–1,3 года. Такое варьирование вызывает совокупные годовые потери 1300 м3/г. Дано представление о возможности кардинального снижения энтропии синтетических смазочно-охлаждающих жидкостей.
СОЖ, неизбежные распределенные потери, энтропия 1-го рода, одновременные потери, энтропия 2-го рода, ресурс СОЖ
Короткий адрес: https://sciup.org/147253147
IDR: 147253147 | УДК: 621.9.079 | DOI: 10.14529/engin250405
Study of the operating efficiency of hybrid metalworking-fluid blends in centralized systems during machining of aluminum-alloy workpieces in mass production
Metalworking fluids (MWFs) are a proven technological means of ensuring high efficiency in machining operations. In recent years, synthetic and semi-synthetic MWFs have been successfully adopted in mechanical engineering. In some cases, hybrid MWFs–mixtures of synthetic and semi-synthetic fluids–are used. This article examines machining scenarios for aluminum-alloy workpieces when hybrid MWFs are employed under mass-production conditions. The aim of the study was to identify the features of machining aluminum-alloy workpieces in a medium of hybrid high-concentration MWFs from the standpoint of resource conservation and environmental performance. The research methodology was based on evaluating time- and workspace-dependent losses of MWF volume within the nested system “MWF – centralized support subsystem – technological system,” and on identifying relationships between technological performance indicators and loss indicators, i.e., the “entropy” of MWFs. The study established the relationships between design-technological and entropic indicators and provided estimates of the entropic magnitudes. The composition of MWF losses is characterized as interrelated distributed inevitable losses (Type-I entropy) and instantaneous full discharges of volume from centralized systems (Type-II entropy). In machining aluminum-alloy workpieces, Type-I entropy accounts for 0.67–0.74 of the total MWF entropy in the given technological situation. The number of replacements per year varies within 0.7–2.0, and the operating life is 0.5–1.3 years. This variation leads to combined annual losses of about 1,300 m³/yr. The paper outlines the possibility of a radical reduction in the entropy of synthetic MWFs.
Текст научной статьи Исследование эффективности функционирования гибридных смазочно-охлаждающих смесей в централизованных системах при механообработке заготовок из алюминиевых сплавов в массовом производстве
Смазочно-охлаждающая жидкость (СОЖ) является проверенным средством обеспечения высокой технологической эффективности процессов механообработки заготовок деталей, в том числе из алюминиевых сплавов [1–16]. В последнее время успешно применяются синтетические и полусинтетические СОЖ, в том числе их смеси - гибридные СОЖ [17-20], обладающие высокой стойкостью к негативным воздействиям при удовлетворительной технологической эффективности [21].
При анализе причин снижения срока функционирования СОЖ выдвинута гипотеза о том, что первопричиной этого являются её потери в совокупности, состоящие из неизбежных, связанных между собой, распределенных во времени и рабочем пространстве потерь (энтропии 1-го рода) при функционировании и одномоментных объемных потерь при сбросах (энтропия 2-го рода).
Цель проведенных исследований заключалась в подтверждении гипотезы и выявлении первопричин превышения потерь СОЖ и путей их снижения.
Установленные причины снижения срока функционирования синтетических СОЖ:
-
- неконтролируемые и некомпенсируемые (некорректируемые) в реальном времени ДТ неизбежные распределенные потери при функционировании;
-
- отсутствие надежного и апробированного инструментария и систем управления процессом функционирования;
-
- накапливание изменений в составе синтетических СОЖ их смесей с полусинтетическими жидкостями, тем более при повышенной концентрации.
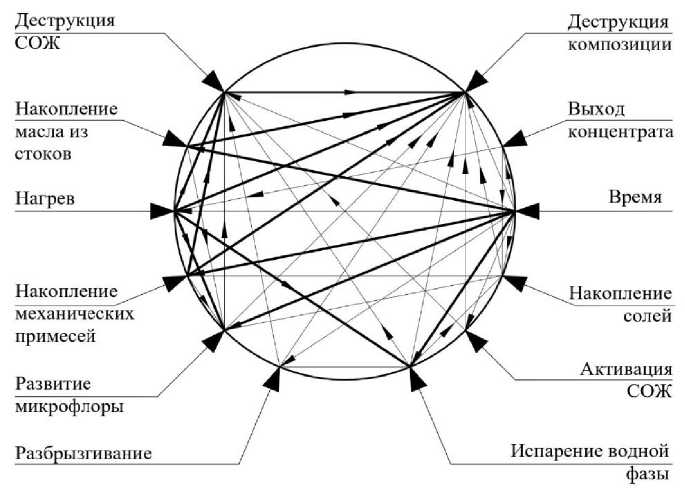
На графе (рис. 1) показаны негативные внешние воздействия факторов, влияющих на состав и свойства СОЖ.
Выход
Деструкция
СОЖ
Деструкция композиции
Разбрызгивание
Испарение водной фазы
Накопление
Накопление микрофлоры
СОЖ масла из
СТОКОВ
Нагрев механических примесей
Развитие
Накопление концентрата
Время солей
Активация
Рис. 1. Граф деградации синтетической СОЖ Fig. 1. Synthetic degradation graph coolant
Выявленный фактор снижения, по сравнению с регламентируемым сроком функционирования СОЖ, соответствует следующим критериям:
-
1) фактор может быть воспроизведен при исследовании централизованных систем сопровождении функционирования СОЖ;
-
2) фактор можно проверить при помощи различных способов;
-
3) фактор можно использовать в связи с изучением комплекса централизованного сопровождения ЦСФ СОЖ.
На достоверность и обоснованность выявленного факта оказывает прямое влияние:
-
- характер инвариантной составляющей, проявляющийся в виде 2 групп основных факторов, совместно влияющих на срок функционирования СОЖ между заменами, характеризующими
«стойкость» или способность централизованной системы сопровождения предотвращать негативное воздействие внешних факторов на СОЖ;
-
– теоретическая (переменная) варианта, выявленная в ходе многолетних наблюдений;
-
– синергия воздействия 2 групп факторов на СОЖ.
В табл. 1 представлены нежелательные явления происходящие при данных негативных воздействиях.
Таблица 1
Карта нежелательных явлений в процессе функционирования синтетической СОЖ
Table 1
Map of adverse events during operation of synthetic lubricating coolant
|
№ п/п |
Процессы и факторы, ухудшающие функциональные свойства СОЖ |
Следствия |
Характер изменения параметров процесса +) |
|
|
1 |
Теплообмен в зоне механической обработки, сжатие в насосах |
Нагрев СОЖ |
т 0 |
т |
|
2 |
Испарение водной фазы в зоне механической обработки при разбрызгивании, на открытых поверхностях |
Накопление солей жесткости в СОЖ. Потеря объема СОЖ и концентрашш |
0 |
т |
|
3 |
Ппролпз и гидролиз в зоне механической обработки |
Деструкция композпцпп СОЖ |
дм 0 |
т |
|
4 |
Унос со стружкой и заготовкой, угар и разбрызгивание в зоне резания, утечки, расслоение |
Потеря СОЖ |
С-соя? 0 |
т |
|
Изменение концентрашш СОЖ |
с J 0 |
т |
||
|
5 |
Потеря ПАВ со стружкой, при разбрызгивании, бпопоражешге |
Деструкция состава СОЖ |
/ |
ГТос те приготовления В процессе d |
|
6 |
Утечки с оборудования, поверхности заготовок |
Накопление инородного масла |
Сц' 0 |
|
|
7 |
Смыв стружки из зоны мехашшеской обработки |
Накопление тонких механических примесей (графита), возникающих при трении, и стружки |
Сш' 0 |
т |
|
8 |
Бактериальное поражение |
Развитие микрофлоры |
N - 0 |
т |
|
9 |
Воздействие энергетических полей (малинного) |
Активация СОЖ |
а 1 0 |
т |
|
10 |
Недостаточная эффективность очистки |
Накопление тонких фракций механических часпщ |
d- 0 |
|
*’ Обозначения: т - время; Т - температура: ДМ - изменение массы микроорганизмов; сэ, сы, сш - концентрация соответственно эмульсола. пнородных масел и шлама в СОЖ; /- частость; d — размер часпщ шлама: а - поляризуемость молекул СОЖ.
Исследования проводили по методике, основанной на оценке величины потери при функционировании в ЦСФ СОЖ.
Выполнение условий необходимости использования показателей потерь СОЖ для оценки эффективности процесса функционирования СОЖ производили с помощью используемых требований:
-
1) согласие с фактическим материалом, для объяснения которого и было выдвинуто положение о целесообразности применения энтропии и энтропийного подхода [22];
-
2) принципиальная проверяемость адекватности получаемых результатов исследований. Проверка предполагается путем оценки следствий, доступных опытной проверке;
-
3) максимальная общность и прилагаемость к широкому кругу ЦСФ;
-
4) принципиальная простота выдвинутой гипотезы, состоящая в ее способности, исходя из относительно немногих оснований, объяснить широкий круг явлений в комплексе ЦСФ.
Литературный обзор показал отсутствие сведений об использовании нормативноэнтропийного подхода при исследовании эффективности централизованных систем сопровождения функционирования СОЖ, включая синтетические.
При рассмотрении ситуации организации исследований возникает вопрос: отражает ли варьирование объема распределенных неизбежных потерь СОЖ (энтропия 1 -го рода) и одномоментные потери СОЖ при заменах (потери 2-го рода) эффективность функционирования СОЖ в аспекте бережливости и экологизации производства?
Объектом исследования был избран комплекс из 4 централизованных систем сопровождения. В соответствии с принципами диалектики выявили следующие обстоятельства:
-
а) комплекс существовал и функционирует независимо от наблюдателя на заводе двигателей ПАО «КАМАЗ»;
-
б) понимание комплекса во всем многообразии ЦСФ может обеспечить его модернизацию, особенно в аспекте бережливости и экологизации;
-
в) исследования нацеливали на системное изучение всех сторон, связей и свойств объекта в рамках системного подхода в условиях существующего производства;
-
г) исследования проводили конкретно в определенной ЦСФ, при этом учитывая особенность объекта и специфические условия его существования.
Методика исследований
Методика исследований разрабатывалась с учетом специфики эксплуатации технологических поточных линий в условиях массового производства.
Исследования проводились на объекте, представляющем собой комплекс из 4 централизованных систем сопровождения функционирования СОЖ на поточных линиях обработки заготовок из алюминиевых сплавов, эксплуатируемых на Заводе двигателей ПАО «КАМАЗ».
Исследования производились непосредственно на сооружениях ЦСФ СОЖ комплекса [23] с использованием средств, установленных на емкостях, например, уровнемеры для измерения значений заглубления уровня СиПС СОЖ в паузах процесса её периодической циркуляции на поточных линиях механообработки конкретных заготовок и на всех других этапах эксплуатации жидкости и др.
Описание ЦСФ СОЖ проводили в соответствии с особенностями технологической ситуации (ТС) ЦСФ СиПС СОЖ.
При качественном описании ЦСФ СОЖ упор делали на вид СОЖ, характер обработки, материал заготовки обрабатываемой детали, а также общую характеристику поточной технологической линии, в том числе автоматической. Качественное описание передавало общее знание о комплексе ЦСФ. Количественное описание при исследовании предполагало числовую характеристику свойств, сторон и связей (внешних и внутренних) элементов ЦСФ комплекса. Например, производительность ЦСФ, объем емкостей для СОЖ, число оборотов СОЖ в единицу времени при ее циркуляции п'цо, число коррекций потери объемов и число их замен.
На рис. 2 дана блок-схема алгоритма расчета основных показателей ЦСП, характеризующих ее эксплуатационную эффективность.
Расшифровка показателей, представленных на рис. 2-4:
-
- Q - производительность ЦСП, м3/ч;
-
– n цо – проектное число циклов оборота СОЖ через зону обработки заготовки с учетом поправки при высоте бака НБ = 300 см, заполненного в начальный момент времени на 290 см;
-
– n' цо – практическое число циклов оборота, 1/ч;
-
– n' з – целочисленная часть величины n з , 1/г;
-
– V зг – годовой объем замен СОЖ, м3/г;
-
– V сг – годовой объем сбрасываемой отработанной СОЖ, м3/г;
-
– Vрпг – годовой объем распределенных неизбежных потерь СОЖ, м3/г;
-
– V дг – годовой объем репродукции (добавок) СиПС СОЖ при коррекции и замене, м3г;
-
– Vпг – годовой объем приготовления СОЖ, м3/г;
-
– ΔVi и ΔVгср – потеря СОЖ в i-м цикле коррекции в период между смежными моментами коррекции и средняя по году эксплуатационная потеря СОЖ, м3;
-
– ΔТ i – период времени 1-го цикла коррекции и средний по году период времени коррекции, ч;
-
– νi и ν г – скорость потери СОЖ в i-м цикле коррекции и средняя по году скорость потерь СОЖ, м3/ч;
-
– число циклов коррекции за год, 1/г.
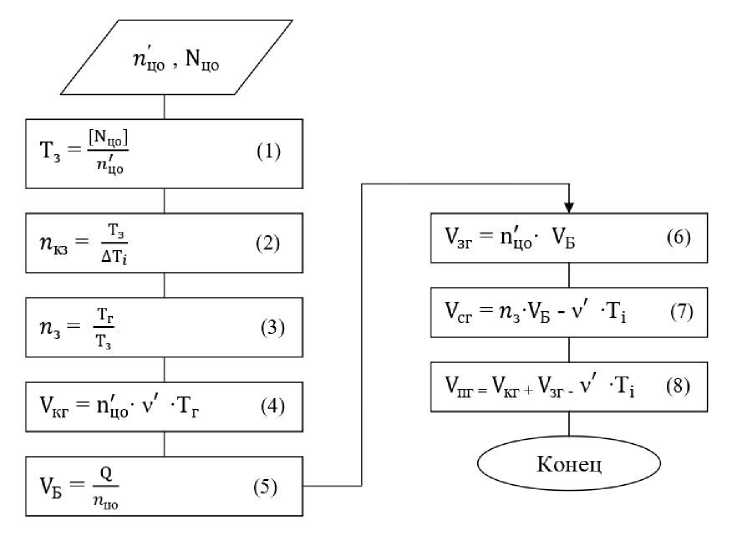
Рис. 2. Блок-схема алгоритма определения конструктивно-технологических показателей ЦСП Fig. 2. Block diagram of the algorithm for determining design and technological indicators CSP
Потери объема СОЖ ΔV 2 приняты в качестве базы для расчета значения скорости энтропии ν i : ν i = ; ν iф = Σ ΔV i / Σ ΔT i .
В дальнейшем ν i ср будет принято в качестве индикативного критерия энтропии.
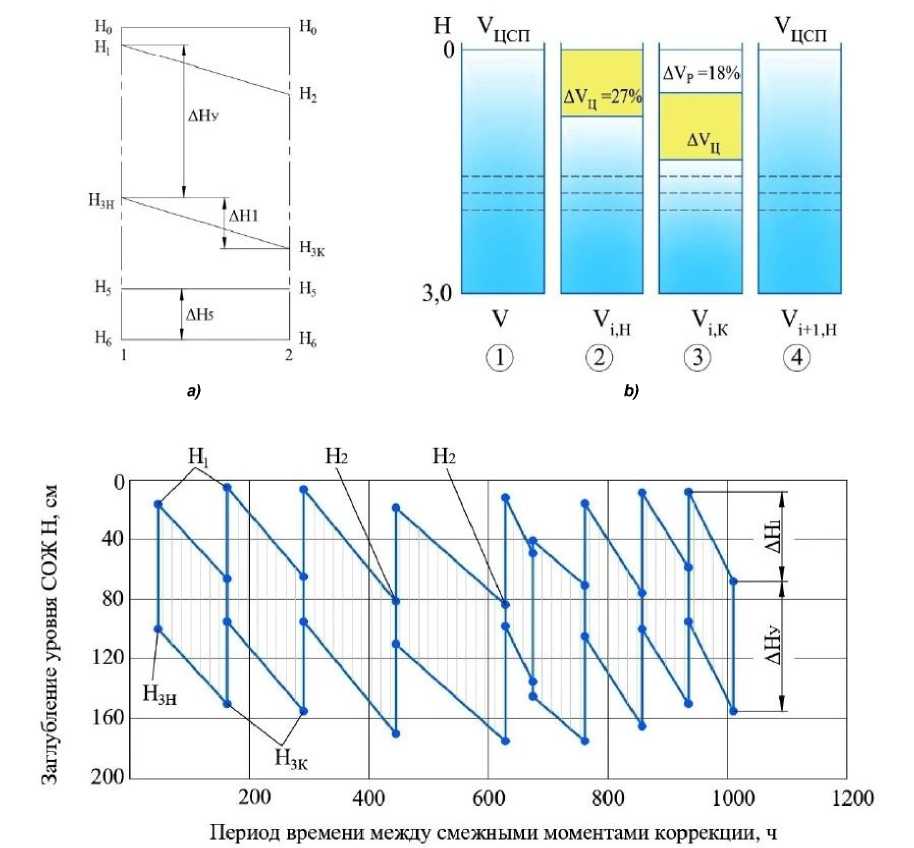
На рис. 3а показана расчетная схема заглубления уровня СОЖ в емкости вследствие потерь при циркуляции (обороте) жидкости в ЦСП и зоне обработки.
Обозначения уровней заглубления, см:
-
– Н 0 – верхний край емкости – точка отсчета заглубления уровня, см;
-
– Н1 – уровень заполнения емкости, см;
-
– Н2 – уровень находящейся в ёмкости СОЖ после суммарной её потери за период безкор-рекционной (безкомпенсационной) ее эксплуатации, см;
-
– Н 3м – уровень СОЖ, возникающий вследствие заполнения ею трубопроводов, станков технологической линии, лотков стока до возврата в емкость ЦСП, см;
-
– Нзк – уровень заглубления СОЖ в емкости перед коррекцией объема, см;
-
– Н5 – уровень заглубления СОЖ, обеспечивающий предотвращение попадания воздуха в насос во избежание кавитации, см;
-
– Н 6 – заглубление дна емкости, см;
-
– ΔН2 – перепады заглублений, возникающие вследствие потерь СОЖ за безкоррекционный период ее эксплуатации, см;
-
– ΔН 5 – перепад заглубления уровня, позволяющий избежать засасывания насосом воздуха, см;
-
– ΔН ц – перепад заглубления уровня, возникающий вследствие заполнения инфраструктуры ЦСП циркулирующей жидкостью:
Н зн = Но – Н 1 – ΔН ц ; Н зк = Но – Н 1 – ΔН 2 – ΔН 3 .
c)
Рис. 3. Схема изменения заглубления уровней и объемов СиПС СОЖ в емкости ЦСФ комплекса: а – расчетная схема; b – схема состояний СиПС СОЖ в емкости ЦСФ в процессе функционирования в момент (замены) «1» и «4», при первоначальной подаче СОЖ в ЦСФ «2» и в конечный момент перед коррекцией объема «3»; с – временной ряд изменений заглубления уровней
Fig. 3. Scheme of change in depth of levels and volumes of the coolant SiPS in the tank of the CSF complex: a – calculation scheme; b – scheme of states of the coolant SiPS in the tank of the CSF during operation at the moment (replacement) “1” and “4”, at the initial supply of coolant to the CSF “2” and at the final moment before volume correction “3”; c – time series of changes in depth of levels
Результаты исследований
В табл. 2 показаны результаты наблюдений, выполненных при обработке заготовок из алюминиевых сплавов. Наблюдались процессы, происходящие в ЦСФ 24, ЦСФ 76, ЦСФ 25 и ЦСФ 23.
Таблица 2
Технологические ситуации комплекса централизованных систем сопровождения функционирования СиПС СОЖ при лезвийной обработке заготовок из алюминиевых сплавов
Table 2
|
Показатель |
ЦСФ |
|||
|
23 |
24 |
25 |
76 |
|
|
Q, м³/ч |
720 |
180 |
1080 |
720 |
|
V З , м³ |
130 |
34 |
165 |
130 |
|
nцо , 1/ч |
6,02 |
5,6 |
7,0 |
5,8 |
|
aср , % |
8,6 |
11,5 |
8,3 |
10,6 |
|
ν, м³/ч |
0,132 |
64,4 |
58,1 |
61,5 |
Ранжирование результатов производилось по величине n з , характеризующей энтропию 2-го рода. Доля энтропии 1-го порядка в совокупной энтропии варьировалась в интервале 0,51–0,73. При этом средняя скорость энтропии изменялась в интервале 0,017–0,082 м3/ч.
На рис. 4а показана зависимость V э 1 (Ԛ), носящая линейный характер, т. е. 6 V= э - = const. Таким образом, при обработке заготовок из алюминиевых сплавов подтверждается предположение о правомерности применения принципа неопределенности, когда
̅=ΔVЭ1 ≅ const. (1)
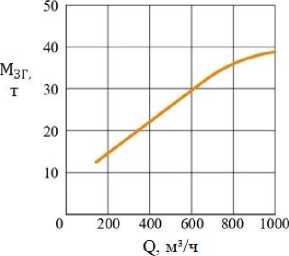
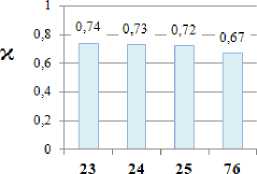
В соответствии с этим \з/Ԛ также имеет линейный вид (рис. 4б) и прослеживается зависимость n цо (Ԛ), имеющая линейный вид (рис. 4в). Однако линейность энтропии концентрата в связи с варьированием средней концентрации СОЖ в области высоких значений Ԛ отклоняется в сторону снижения (рис. 4г).
Данная информация полезна при проектировании централизованных систем сопровождения функционирования СОЖ, при задании исходных конструктивно-технологических показателей, таких как n цо , V э 1 и\з в зависимости от Ԛ.
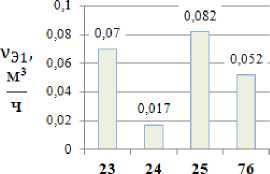
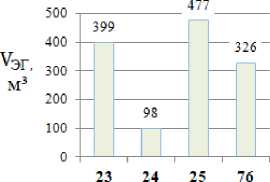
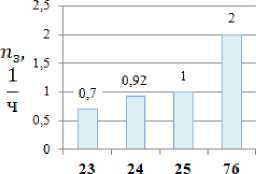
На рис. 5 показаны диаграммы энтропийных показателей процесса обработки заготовок из алюминиевых сплавов.
На рис. 5а прослеживается для ЦСФ23-ЦСФ25 соответствие изменения скорости энтропии 1-го рода, варьированию энтропии 2-го рода, характеризуемой показателем – число замен n з . Это объясняется тем, что в данной группе технологических ситуаций прослеживается прямая связь между энтропией и 1-го и 2-го рода.
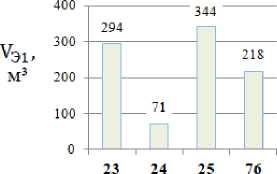
На рис. 5в–5д показаны диаграммы годовой энтропии 1-го и 2-го рода V э 1 , V э2 и совокупной энтропии V эг ЦСФ24.
При соответствующей невысокой производительности обусловлено наименьшие значения V э2 иV эг . В связи с n з =2 для ЦСФ76 величина доли энтропии 2-го рода увеличивается с 0,27– 0,28 до 0,49.
В этом случае мы имеем V э2 =110 м3 приV эг =318 м3 или примерно треть отI эг .
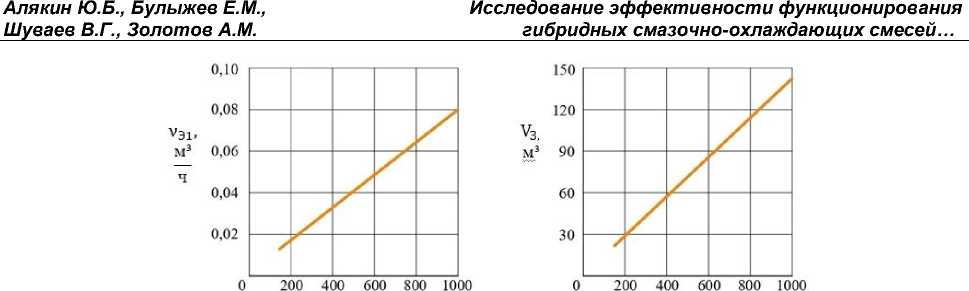
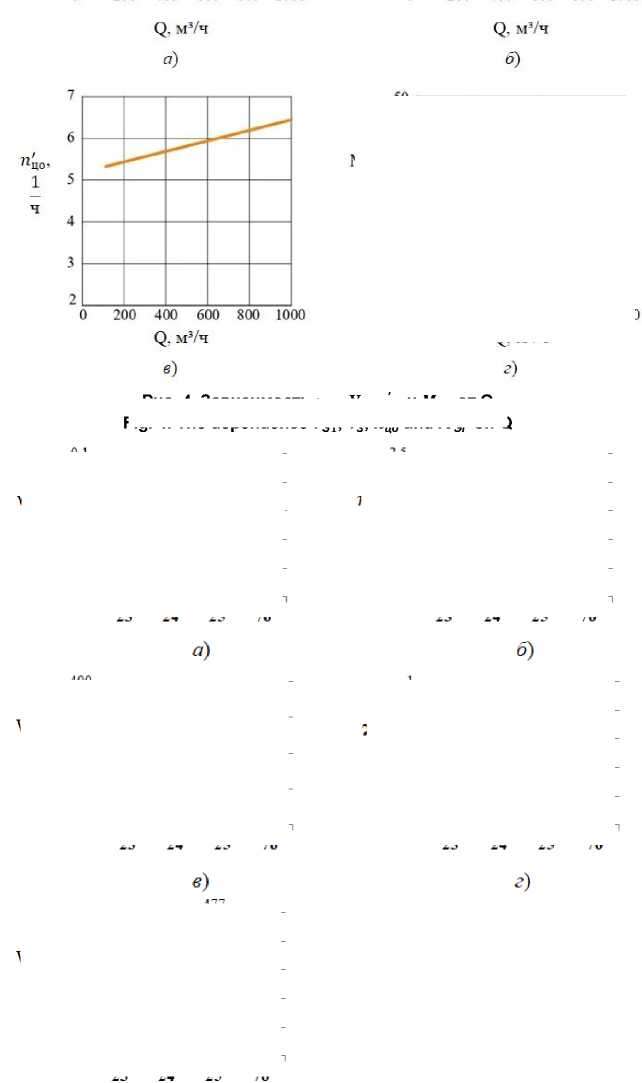
Рис. 5. Диаграммы V Э!, П З, VЭ! ; ϰ; VЭГ по ЦСФ Fig. 5. Diagrams v Эi, n З, VЭi ; ϰ; vЭГ by CSF
d)
Рис. 4. Зависимость V Эi ,V З , n цо и MЭГ от Q Fig. 4. The dependence v Э ! ,VЗ, nʹцо and MЭГ on Q
Выводы
-
1. Процесс механообработки заготовок из алюминиевых сплавов в условиях массового производства успешно осуществляется при функционировании смеси синтетических и полусинтети-ческих смазочно-охлаждающих жидкостей в централизованных системах сопровождения.
-
2. Основные конструктивно-технологические показатели наблюдаемых технологических ситуаций: производительность – 180–1080 м3/ч; объем заполнения емкостей системы составляла 29–141 м3; в системах обеспечивается шестикратный средний часовой оборот СОЖ, концентрация гибридных СОЖ составляла 8,3–11,5 %, что в 2,7–3,8 раза превысило концентрацию водоэмульсионных СОЖ; в период между коррекциями СОЖ (ΔТ= 59–121 ч) потеря объема составила 2,1–9,0 м3, потеря СОЖ при залповом сбросе в момент замены составляла 27–213 м3 при средней величине 120 м3.
-
3. Потери СОЖ рассматривались с позиций детерминировано-вероятностного и нормативноэнтропийного подходов, неизбежные распределенные потери характеризовались как энтропия 1-го рода, а одномоментные потери СОЖ на разложение в момент её замены – как энтропия 2-го рода. Относительное по производительности среднее значение скорости энтропии 1-го рода 0,076·10–3. Погрешность средней скорости энтропии не превысила 16,7 %.
-
4. Между скоростью потерь 1-го и энтропией 2-го рода наблюдалась косвенная связь, что указывало на наличие субъективного фактора, с одной стороны, и варьирование качества гибридной СОЖ, с другой стороны.
-
5. Энтропия 1-го рода наследует распределение скорости энтропии, отнесенной к Q. Энтропия 2-го рода варьируется для ЦСФ23 – ЦСФ25 в относительно нешироком интервале 0,122– 0,150·10–3. Потери 1-го рода, отнесенные к Q, составляют 0,08–0,25·10–3 и в 2 раза больше по сравнению с энтропией 2-го рода, равной 0,04–0,122·10–3.
-
6. Совокупные потери (энтропия) гибридных СОЖ могут быть уменьшены для ЦСФ76 в 2 раза при исключении субъективности при принятии решения о замене жидкости, что возможно на основе наблюдаемого значения n з =1,0 для ЦСФ25.
