Исследование кинетических закономерностей процесса извлечения растительных масел в шнековом маслопрессе

Автор: Василенко Виталий Николаевич, Копылов Максим Васильевич
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 1 (51), 2012 года.
Бесплатный доступ
В ходе экспериментальных исследований были установлены оптимальные геометрические параметры зеерной камеры, а так же анализ оптимальных областей одношнекового маслопресса позволил определить оптимальные значения геометрических параметров шнека.
Метод холодного отжима, масличные культуры, маслопресс, кинетические зависимости
Короткий адрес: https://sciup.org/14039763
IDR: 14039763 | УДК: 664.346
Investigation of kinetics of the extraction of vegetable oil in a screw oilpress
In experimental studies, the optimal geometric parameters zeernoy camera, as well as analysis of optimal areas one-screw oilpress possible to determine the optimal values of the geometric parameters of the screw.
Текст научной статьи Исследование кинетических закономерностей процесса извлечения растительных масел в шнековом маслопрессе
Один из способов получения растительного масла – прессование, которое заключается в том, что обрабатываемый материал подвергают внешнему давлению в специальных прессах. При этом существует несколько способов производства растительных масел: прессование при низких температурах; при высоких температурах; химическая экстракция.
Наиболее ценными с биологической точки зрения являются нерафинированные растительные масла первого холодного отжима. В них наиболее полно сохраняются все ценные для нашего организма компоненты: лецитин, витамины, незаменимые аминокислоты, минеральные вещества, полиненасы-щенные жирные кислоты (омега-3 и омега-6). Полученные таким способом масла характеризуются выраженным ароматом и вкусом [1].
Исследование процесса получения растительных масел холодным отжимом проводили на экспериментальной установке МПЭ-1, созданной на базе одношнекового маслопресса. Экспериментальная установка (рис. 1) состоит из источника электропитания 1 (380 В), щита управления 2, загрузочного бункера 3, органа, регулирующего зазор 4 между шнеком и зеерной камерой 5, станины 6, сборника масла 7, электропривода 8.
Маслопресс состоит из привода постоянного тока, ременной передачи, подшипникового узла, рабочей камеры измельчения и уплотнения исходного сырья, загрузочной воронки, шнека.
Прессующий механизм состоит из корпуса, шнека и зеерной камеры, которая представляет собой сборную конструкцию, состоящую из зеерных пластин, сборника масла, прижимного диска, корпуса для пластин. Пуск и остановка маслопресса производится со щита управления. На щите управления расположены следующие управляющие элементы: индикаторные лампы, ручка включения привода с возможностью реверса, кнопка сброса таймера. Индикаторная лампа своим свечением сигнализирует о наличии напряжения и указывает, что маслопресс подключен к сети. Также на щите управления расположены: два счетчика импульсов, которые показывают время работы и частоту вращения шнека, два измерителя-регулятора 2ТРМ1, которые отображают температуру по всей длине рабочей камеры и в зеер-ной камере, а также мощность электродвигателя.
В ходе экспериментальных исследований было установлено, что наиболее оптимальной для отжима масла является величина зазора между зеерными пластинами 0,070,13 мм. При данной величине зазора наблюдается наибольший выход масла и наименьшее попадание мезги в масло. При величине зазора менее 0,07 мм выход масла через зеерные отверстия снижается, и масло начинает выходить через отверсти е вместе со жмыхом. При величине зазора более 0,13 мм через зеерные отверстия вместе с маслом начинают выходить мелкие частицы жмыха.
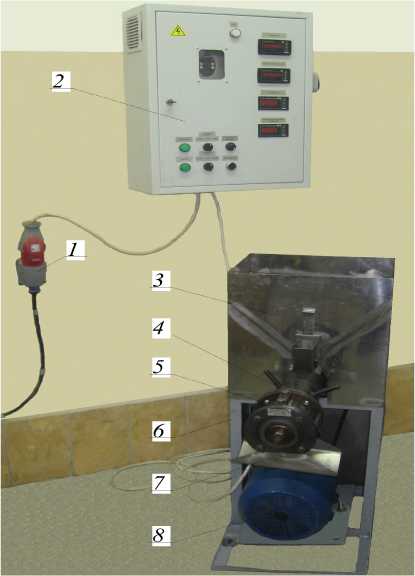
Рис. 1. Экспериментальная установка МПЭ -1:
1 – источник электр опитания; 2 – щит управления; 3 – загрузочный бункер; 4 – орган регулировки зазора; 5 – зеерная камера; 6 – станина;
7 – сборник масла; 8 – электропривод
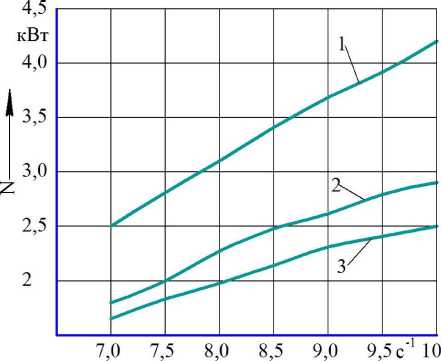
Hа рис. 2-3 представлены зависимости основных параметров процесса маслопрессо-вания от угловой скорости при относительной влажности прессуемого материала 8 %. Для оценки совпадения вычисленных и измеренных результатов определены величины средних отклонений для величин Q и N . Среднее отклонение вычисленных и экспериментальных значений не превышает 12 % [2].
Значения параметра h s на диаграммах соответствуют следующим номерам: 1 – h s 1 = 0,004; 2 – h s 2 = 0,005; 3 – h s 3 = 0,007 м. Значения толщины витков шнека s x и шага витков шнека р х приняты постоянными.
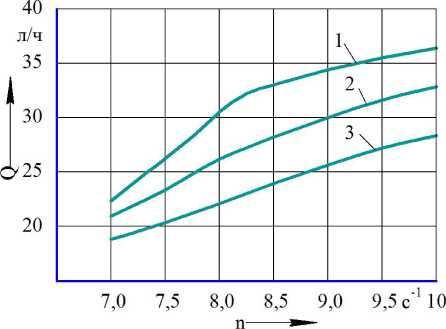
Рис. 2. Зависимость производительности масло-
пресса от частоты вращения шнека: 1 – шнек № 1;
2 – шнек № 2; 3 – шнек № 3
Технические данные маслопресса МПЭ-1:
Производительность, л/ч…………………….20
Масса, кг ………………………………………140
Частота вращения шнека, с-1 …………………10
Габаритные размеры, мм:
длина ………………………………………720
ширина …………………………………….420
высота ……………………………………...950
Привод шнека от асинхронного двигателя
АИР 112 М4:
мощность, кВт …………………………….5,5
синхронная скорость, об/мин …………….1500
скорость вращения, об/мин ………………1430
КПД, %…………………………………….85,5
коэффициент мощности, cos φ …………..0,86
ток статора, А…………………………….11,3
n
Рис. 3. Зависимость мощности привода маслопрес-са от частоты вращения шнека: 1 – шнек № 1;
2 – шнек № 2; 3 – шнек № 3
В качестве объекта исследования использовали семена расторопшы, рапса, подсолнечника, горчицы.
Hа (рис. 4-5) приведены постоянные значения исследуемых параметров. Значения сил, действующих на зеерную камеру, на выходе из нее: 4 – R 1 =0,004 кН; 5 – R 2 =0,0045 кН; 6 – R 3 =0,005 кН.
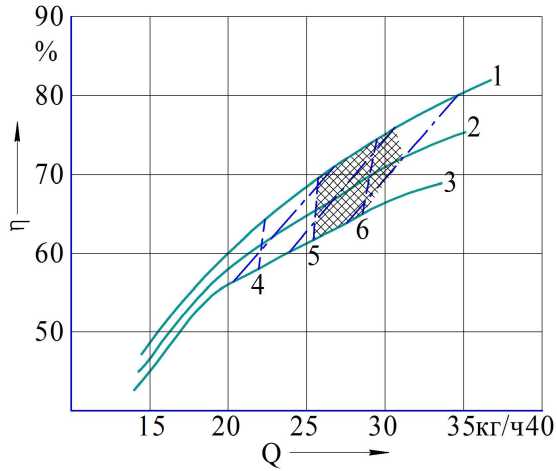
Рис. 4. Зависимость КПД маслопресса от производительности при различной глубине шнекового канала h s
Оптимизация прессующего механизма маслопресса позволила найти конструктивные геометрические и режимные параметры, по которым изготовлена первая промышленная партия экструдеров на ОАО «Эпрод».
