Исследование кинетических закономерностей процесса экструдирования зерновых культур при производстве высокоусвояемых комбикормов с защищенным белком для крупного рогатого скота

Автор: Афанасьев В.А., Фролова Л.Н., Сизиков К.А., Остриков А.Н., Василенко В.Н.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 1 (87), 2021 года.
Бесплатный доступ
Проблема разработки высокоусвояемых комбикормов с защищенным белком для крупного рогатого скота обусловлена спецификой желудочного тракта коров и особенностями усвоения белка. В связи с важностью предварительной влаготепловой обработки зерна для последующего протекания процесса экструзии, ее проводили паром под давлением 0,6 МПа до увлажнения комбикорма до влажности 17-20% и нагрева до температуры 70-80?С. Установлено, что тепловая обработка оказывает значительное влияние на углеводный комплекс зерна: нагревание его при высоких температурах вызывает деструкцию крахмала, сопровождающуюся образованием легкорастворимых углеводов, что оказывает положительное влияние на усвояемость корма. Исследованы кинетические закономерности процессов влаготепловой обработки, измельчения и экструдирования зерновых культур при производстве высокоусвояемых комбикормов с защищенным белком для крупного рогатого скота. Установлено, что степень декстринизации и перевариваемость крахмала возрастает с увеличением температуры нагрева кукурузы и её смеси с пшеницей до 100-110 ?С, когда производительность экструдера составила 300-320 кг/ч, перевариваемость крахмала экструдированной кукурузы и зерносмеси увеличивается до 85 и 68 мг глюкозы на 1 г продукта (далее по тексту мг/г) соответственно. Для пшеницы этот показатель ниже и соответственно составляет 50 мг/г. При нагреве в процессе экструдирования кукурузы до температуры до 120-140?С перевариваемость крахмала составляла 100-110 мг/г, а для зерновой смеси - 80-83 мг/г. При данной температуре перевариваемость крахмала экструдированной пшеницы соответствовала 60-65 мг/г. Наиболее оптимальная влажность комбикорма в процессе экструдирования с целью формирования гранул - 18%. Исследования влияние экструдирования на углеводный комплекс обрабатываемого комбикорма показали, что деструкция крахмала в экструдированном продукте повышается. Так, содержание растворимых углеводов увеличивается на 27-32%, а перевариваемость крахмала в 2 раза в экструдированном комбикорме по отношению к необработанному.
Кинетика, влаготепловая обработка, измельчение, экструзия, комбикорм, защищенный белок, перевариваемость
Короткий адрес: https://sciup.org/140257357
IDR: 140257357 | УДК: 664.8/.9:636.085.55 | DOI: 10.20914/2310-1202-2021-1-44-54
Study of the kinetic regularities of the grain extrusion process in the production of highly digestible feed with protected protein for cattle
The problem of developing of highly digestible compound feeds with protected protein for cattle is due to the specifics of the gastric tract of cows and the peculiarities of protein assimilation. Due to the importance of preliminary moisture-heat treatment of grain for the subsequent course of the extrusion process, it was carried out by steam at a pressure of 0.6 МРа before moistening the feed to a humidity of 17-20% and heating to a temperature of 70-80° C. It is established that heat treatment has a significant effect on the carbohydrate complex of grain: heating it at high temperatures causes the destruction of starch, accompanied by the formation of easily soluble carbohydrates, which has a positive effect on the digestibility of feed. The kinetic regularities of the processes of moisture-heat treatment, grinding and extrusion of grain in the production of highly digestible feed with protected protein for cattle were studied. The degree of dextrinization and the digestibility of starch increased with the heating temperature of corn and its mixtures with wheat up to 100-110° C, when the performance of the extruder was 300-320 kg/h, the digestibility of starch extruded corn and grain mixture is increased to 85 and 68 mg of glucose per 1 g of the product (hereinafter mg/g), respectively. For wheat, this indicator is lower and, accordingly, is 50 mg/g. When heated during the extrusion of corn to a temperature of up to 120-140° C, the digestibility of starch was 100-110 mg/g, and for the grain mixture - 80-83 mg/g. At this temperature, the digestibility of the starch of extruded wheat corresponded to 60-65 mg/g. The optimal moisture content of feed in the process of extrusion for the purpose of forming pellets is 18%. Studies of the extrusion effect on the carbohydrate complex of processed feed have shown that the destruction of starch in the extruded product increases. Thus, the content of soluble carbohydrates increases by 27-32%, and the digestibility of starch increases twice in extruded feed compared to unprocessed.
Текст научной статьи Исследование кинетических закономерностей процесса экструдирования зерновых культур при производстве высокоусвояемых комбикормов с защищенным белком для крупного рогатого скота
Объем производства комбикормов в России в 2020 г. превысил 30 млн. тонн. В условиях интенсивного ведения животноводства, проблема обеспечения его кормовым белком имеет исключительную важность. Белок является незаменимым компонентом всех рационов. Сбалансированность кормов по белку снижает затраты на производство единицы продукции и ее себестоимость, повышает рентабельность животноводства. Потребность комбикормовой промышленности в белковом сырье удовлетворяется только на 60–65%, что приводит к перерасходу зерна на производство комбикормов и снижению их питательной ценности. Так, удельный вес зерна в общем расходе сырьевых ресурсов составляет 63–65%. В США на долю зерновых в составе комбикормов приходится 50–53%, в странах ЕЭС – 38%, а доля отходов перерабатывающих отраслей (жома свекловичного сухого, мелассы, жмыхов, шротов, кормов животного происхождения и др.) соответственно – 39% и 57% [2, 3, 11].
Основным источником белка в настоящее время являются продукты переработки сои, прежде всего, соевый шрот, а также подсолнечника, рапса. Источниками полноценного кормового белка являются рыбная, мясокостная мука. В Российской Федерации объем производства рыбной муки составляет на уровне 90–100 тыс. тонн, а объем производства мясокостной муки – около 350 тыс. т. В силу малых объемов эти два продукта не могут заменить сою, но являются существенными для кормопроизводства в силу высокого качества животного белка.
Удельная масса виды этих компонентов белкового сырья (жмыхи и шроты, рыбная и мясокостная мука) в вырабатываемых отечественной промышленностью комбикормах составляет: жмыхи и шроты – от 8 до 9%; корма животного происхождения – от 0,7 до 1,0%, что является явно недостаточным.
Для обеспечения растущих потребностей животноводческих комплексов высокоусвояемыми комбикормами с защищенным белком для крупного рогатого скота необходимо внедрение новых технологий и разработка новых современных видов технологического оборудования [7, 8, 12, 14–20].
Повысить продуктивность и сохранить здоровье крупного рогатого скота (КРС) можно, только увеличив в сыром протеине долю защищенного протеина. Защищенный белок – это белок, устойчивый к воздействию ферментов микрофлоры и неспособный к распаду на составляющие – аммиак и углеродную цепочку. Для высокопродуктивных коров защищенный белок должен составлять 45%, легко расщепляемые протеины – не более 15%, кислотно–детергентный протеин – не более 5% и микробный – 35%.
Для получения защищенного белка смесь белка и редуцирующих сахаров нагревают при температуре, уровне рН, чтобы спровоцировать начало реакции Майяра, но не ее развитие. При этом белок меняется и блокирует прикрепление микробных ферментов рубца, тем самым предотвращая расщепление. Связь сильна и остается неизменной, во время нахождения в среде рубца. При попадании в кислую среду сычуга, где уровень рН от 2 до 3, а не от 6 до 6,5 как в рубце, белок денатурирует, и начинает раскручиваться, позволяя ферментам коровы попасть внутрь и разрушить его на составляющие аминокислоты, которые затем усваиваются и используются для синтеза молока. Использование влаготепловой и баротермомеханической обработки зерновых и зернобобовых культур позволяет поучить комбикорма с защищенным белком [5, 6].
Результаты и обсуждение
Известно, что предварительное увлажнение значительно стабилизирует процесс экструзии [1], поэтому особое внимание в исследованиях процесса экструдирования уделялось предварительной влаготепловой обработке зерна. Влаготепловая обработка зерновых и зернобобовых культур заключались в увлажнения комбикорма до влажности 17–20% и нагрева до температуры 70–80ºС паром давлением 0,6 МПа и передачу подготовленного комбикорма на кондиционер. Установлено, что тепловая обработка оказывает значительное влияние на углеводный комплекс зерна. Нагревание его при высоких температурах вызывает деструкцию крахмала, сопровождающуюся образованием легкорастворимых углеводов, что оказывает положительное влияние на усвояемость корма, а, следовательно, на рост и развитие животных [1, 10, 13, 15].
Изучение влияния предварительной вла-гообработки зерна на качество зерна показало, что повышение содержания влаги в зерне оказывает заметное влияние на рост деструкции крахмала в процессе экструдирования. Установлено, что декстринизация и перевариваемость крахмала с увеличением влажности зерна до 18% растет интенсивно. Например, в экструдированной кукурузе степень декстринизации и перевариваемость крахмала при данном значении влаги достигала 65% и 140 мг/г, в зерносмеси –
Увлажнение зерна выше 18% не оказывает заметного воздействия на рост деструкции крахмала зерна.
При одном и том же значении влажности зерна (18%) с увеличением температуры нагрева экструдированного зерна деструкция крахмала в нем повышается (рисунок 2). Например, при температуре зерна кукурузы 100ºС перевариваемость крахмала в экструдате составляла 60 мг/г глюкозы, то при температуре кукурузы – 120–130ºС. Этот показатель достигал 140 мг/г, что на 40–42% выше, чем в зерне с исходной влажностью.
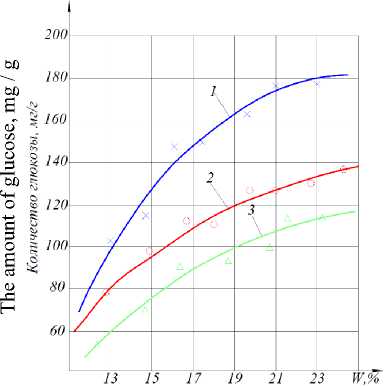
Рисунок 1. Влияние влажности зерна на изменение переваримости крахмала (in vitro) при экструдировании: 1 – увлажненная кукуруза ( W = 17,6%); 2 – увлажненная зернос-месь ( W = 17,8%); 3 – увлажненная пшеница ( W = 18,3%)
Figure 1. The influence of grain moisture on the change in the digestibility of starch (in vitro) during extrusion: 1 - moistened corn (W = 17.6%); 2 - moistened grain mixture (W = 17.8%); 3 -moistened wheat (W = 18.3%)
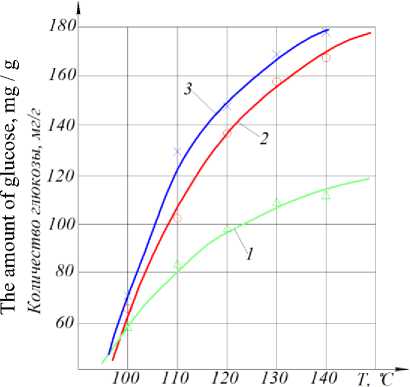
Рисунок 2. Влияние температуры нагрева экструдируемой кукурузы на изменение переваримости крахмала (in vitro) при влажности: 1 – W = 12,8%; 2 – W = 17,8% (увлажненная); 3 – W = 18,3% (пропаренная)
Figure 2. The influence of the heating temperature of extruded corn on the change in the digestibility of starch (in vitro) at humidity: 1 - W = 12.8%; 2 - W = 17.8% (wetted); 3 - W = 18.3% (steamed)
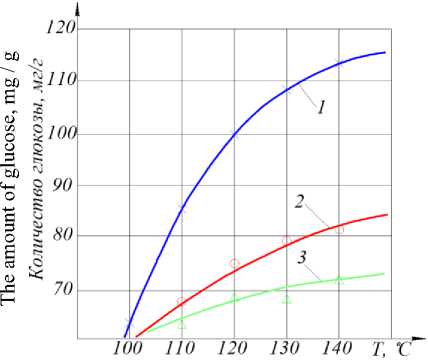
Рисунок 3. Изменение переваримости крахмала (in vitro) от температуры нагрева зерна и зерносмесей с начальной влажностью: 1 – кукуруза ( W = 12,6%); 2 – зерносмесь ( W = 12,7%); 3 – пшеница ( W = 12,1%)
Figure 3. Change in the digestibility of starch (in vitro) from the heating temperature of grain and grain mixtures with initial moisture content: 1 - corn (W = 12.6%); 2 - grain mixture (W = 12.7%); 3 - wheat (W = 12.1%)
Увеличение влагосодержания зерна свыше 18% повышает технико-экономические показатели, однако темп роста их значительно снижается. Предварительное пропаривание также приводит к повышению технико-экономических показателей. При этом энергетические показатели несколько выше при экструдировании пропаренного зерна, чем увлажненного при одном и том же значении влажности (рисунок 3).
Исследование влияния предварительного пропаривания зерна на деструкцию крахмала показало, что обработка зерна паром незначительно влияет на состояние крахмала (таблица 2). Так, пропаривание зерна пшеницы и кукурузы в течение 4 минут увеличивает перевариваемость крахмала на 0,1–0,3 мг/г, а в течение 10 минут – на 0,5–0,7 мг/г по сравнению с их содержанием с исходном зерне.Следует отметить, что увеличение влагосодержания зерна до 18% практически исключает потерю массы экструдированного зерна (таблица 1), в отличие от обработки зерна по отношению к необработанному снижается на 4–5%.
Таблица 1.
Изменение перевариваемости крахмала (in vitro) зерна от продолжительности пропаривания
Table 1.
Change in the digestibility of starch (in vitro) grain from the duration of steaming
|
Продолжительность пропаривания, мин Duration, min |
Влажность зерна, % Humidity, % |
Перевариваемость крахмала (in vitro), мг глюкозы на 1 г продукта Starch digestibility |
||
|
кукуруза |
пшеница |
кукуруза |
пшеница |
|
|
corn |
wheat |
corn |
wheat |
|
|
0 |
13,3 |
12,3 |
21,2 |
12,4 |
|
2 |
13,8 |
13,7 |
21,0 |
12,5 |
|
4 |
14,7 |
14,6 |
21,3 |
12,7 |
|
6 |
15,6 |
15,3 |
21,6 |
12,7 |
|
8 |
16,0 |
16,7 |
21,9 |
12,9 |
|
10 |
16,8 |
18,3 |
22,4 |
13,0 |
|
12 |
17,7 |
20,1 |
23,1 |
13,3 |
|
14 |
18,8 |
21,8 |
23,3 |
13,2 |
|
16 |
19,4 |
24,6 |
23,5 |
13,4 |
Исследование процесса экструдирования зерна исходной влажности показало, что степень декстринизации и перевариваемость крахмала возрастает с увеличением температуры нагрева кукурузы и её смеси с пшеницей до 100–110ºС, когда производительность экструдера составила 300–320 кг/ч, перевариваемость крахмала экструдированной кукурузы и зер-носмеси увеличивается до 85 и 68 мг глюкозы на 1 г продукта (далее по тексту мг/г) соответственно. Для пшеницы этот показатель ниже и соответственно составляет 50 мг/г.
При нагреве в процессе экструдирования кукурузы до температуры до 120–140ºС перевариваемость крахмала составляла 100–110 мг/г, а для зерновой смеси – 80–83 мг/г.
При данной температуре перевариваемость крахмала экструдированной пшеницы соответствовала 60–65 мг/г. Дальнейшее повышение температуры зерна вызывает незначительное увеличение деструкции крахмала, однако имело место интенсивное испарение влаги и снижение технико-экономических показателей процесса экструзии.
Анализируя полученные данные, следует отметить, что наиболее рациональные режимы экструдирования кукурузы с исходной влажностью и зерносмеси: температура продукта на выходе 120–140ºС, нагрузка двигателя – 50–55 А; производительностью экструдера – 420–470 кг/ч; удельный расход электроэнергии 73–85 кВт×ч/т. Для пшеницы данные показатели соответственно изменялись в следующих пределах: 150–155ºС; 58–65 А; 320–330 кг/ч; 120–125 кВт×ч/т. При этом степень декстринизации и перевариваемость крахмала для кукурузы составляла 50–60% и 100–120 мг/г, для зерносмеси 35% и 80 мг/г, для пшеницы 21–23% и 60 мг/г соответственно.
Таблица 2.
Результаты исследований процесса экструдирования зерна
Research results of the grain extrusion process
Table 2.
|
Продукт |
Подготовка |
Влажность, % |
Степень декстринизации, % |
Перевариваемость крахмала, зерна, мг/г |
Температура экструдированного зерна,ºС |
Производительность экструдера, кг/ч |
Удельный расход электроэнергии, кВт×ч/т |
Нагрузка двигателя, А |
|
|
до |
после |
||||||||
|
Кукуруза неизмельченная |
V я а § И |
13,3 |
– |
– |
22,3 |
– |
– |
– |
– |
|
Кукуруза неизмельч. экструдированная |
13,3 |
8,4 |
40,6 |
86,4 |
135 |
452 |
80,6 |
55,0 |
|
|
Кукуруза измельч. экструдированная |
12,8 |
7,6 |
57,2 |
111,6 |
138 |
455 |
78,8 |
55,0 |
|
|
Увлажненная |
17,6 |
11,2 |
64,4 |
143,4 |
122 |
475 |
73,8 |
51,0 |
|
|
Пропаренная |
18,1 |
11,9 |
68,7 |
156,0 |
127 |
483 |
72,6 |
50,0 |
|
|
Пшеница неизмельч. |
i § и я и |
12,3 |
– |
12,4 |
– |
– |
– |
– |
– |
|
Пшеница неизмельч. экструдированная |
12,3 |
8,1 |
21,6 |
59,3 |
152 |
312 |
121,3 |
58,0 |
|
|
Пшеница измельч. экструдированная |
12,1 |
7,9 |
29,0 |
68,5 |
155 |
323 |
120,5 |
65,0 |
|
|
Увлажненная |
18,3 |
12,8 |
32,6 |
88,8 |
140 |
374 |
95,0 |
58,0 |
|
|
Пропаренная |
18,6 |
13,2 |
38,2 |
96,5 |
142 |
388 |
90,0 |
58,0 |
|
|
Зерносмесь измельч. |
§ 1 м я и |
12,7 |
– |
– |
19,3 |
– |
– |
– |
– |
|
Пшеница измельч. экструдированная |
12,7 |
8,9 |
35,8 |
79,5 |
142 |
416 |
86,2 |
55,0 |
|
|
Увлажненная |
17,8 |
11,6 |
44,3 |
108,6 |
133 |
426 |
83,3 |
52,0 |
|
|
Пропаренная |
18,3 |
12,3 |
51,8 |
135,4 |
136 |
434 |
82,6 |
52,0 |
|
|
Product |
preparation |
Humidity, % |
Degree of destrination, % |
Digestability of starch, grains, mg/g |
Extruded grain temperature, sn out |
Extruder performance, kg/h |
Specific electricity consumption, kWh×h/t |
Engine load, A |
|
|
before |
after |
||||||||
|
Unsorthed corn |
о ;§! |
13,3 |
– |
– |
22,3 |
– |
– |
– |
– |
|
The corn is unsorthed. Extruded |
13,3 |
8,4 |
40,6 |
86,4 |
135 |
452 |
80,6 |
55,0 |
|
|
Corn is crushed. Extruded |
12,8 |
7,6 |
57,2 |
111,6 |
138 |
455 |
78,8 |
55,0 |
|
|
Hydrated |
17,6 |
11,2 |
64,4 |
143,4 |
122 |
475 |
73,8 |
51,0 |
|
|
Steamed |
18,1 |
11,9 |
68,7 |
156,0 |
127 |
483 |
72,6 |
50,0 |
|
|
Wheat unpealed. |
§ sj |
12,3 |
– |
12,4 |
– |
– |
– |
– |
– |
|
Wheat unpealed. extruding |
12,3 |
8,1 |
21,6 |
59,3 |
152 |
312 |
121,3 |
58,0 |
|
|
Wheat med. extruding |
12,1 |
7,9 |
29,0 |
68,5 |
155 |
323 |
120,5 |
65,0 |
|
|
Hydrated |
18,3 |
12,8 |
32,6 |
88,8 |
140 |
374 |
95,0 |
58,0 |
|
|
Steamed |
18,6 |
13,2 |
38,2 |
96,5 |
142 |
388 |
90,0 |
58,0 |
|
|
Grain chop. |
о ;§! |
12,7 |
– |
– |
19,3 |
– |
– |
– |
– |
|
Wheat med. extruding |
12,7 |
8,9 |
35,8 |
79,5 |
142 |
416 |
86,2 |
55,0 |
|
|
Hydrated |
17,8 |
11,6 |
44,3 |
108,6 |
133 |
426 |
83,3 |
52,0 |
|
|
Steamed |
18,3 |
12,3 |
51,8 |
135,4 |
136 |
434 |
82,6 |
52,0 |
|
Были проведены опыты по экструдирова-нию увлажненного и пропаренного зерна. Влажность изменяли в пределах от 12 до 25%.
Экструдирование пшеницы с начальной влажностью 12–13% протекает наиболее трудно и нестабильно. Так, экструдирование пшеницы различной влажности позволило установить, что с увеличением содержания влаги в зерне, снижается расход электроэнергии на экструдирование и повышается производительность экструдера.
Полученные зависимости удельного расхода электроэнергии на экструдирование и производительности экструдера от влажности зерна пшеницы (рисунок 4), показывают, что с увеличением влаги в зерне от 12,5% до 18% производительность экструдера возрастает от 300 кг/ч до 380 кг/ч, а удельный расход электроэнергии снижается от 120 до 90 кВт×ч/т. Для кукурузы и зерносмеси с повышением содержания влаги до 18% производительность экструдера достигала 470–480 кг/ч и 430–435 кг/ч; а удельный расход электроэнергии 70–74 кВт×ч/т и 82–83 кВт×ч/т соответственно.
Экструдирование пропаренного зерна интенсифицирует процесс деструкции крахмала. Если в экструдате из пшеницы и кукурузы с исходной влажностью 12–13% перевариваемость крахмала составляла 60–70 и 90–110 мг/г, то в экструдате, полученном из зерна, прошедшее предварительное пропаривание до влажности 18%, данный показатель увеличился до 100 и 160 мг/г, т. е. на 50–60% (рисунок 5).
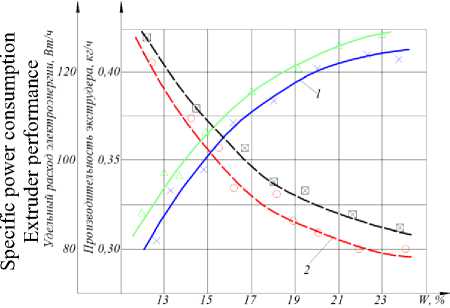
Рисунок 4. Влияние влагосодержания зерна на изменение производительности экструдера и удельного расхода электроэнергии: 1 – увлажненная пшеница; 2 – пропаренная пшеница; (___ – производительность экструдера; – – удельный расход электроэнергии)
Figure 4. nfluence of moisture content of grain on the change in the productivity of the extruder and the specific consumption of electricity: 1 - moistened wheat;
-
2 – parboiled wheat; (___–productivity of the extruder; - –specific power consumption)
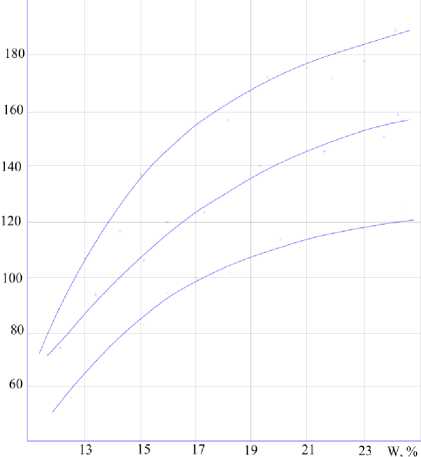
Рисунок 5. Влияние влажности пропаренного зерна на изменение переваримости крахмала (in vitro) при экструдировании: 1 – пропаренная кукуруза ( W = 18,1%); 2 – пропаренная зерносмесь ( W = 18,3%); 3 – пропаренная пшеница ( W = 18,6%)
Figure 5. The influence of the moisture content of parboiled grain on the change in the digestibility of starch (in vitro) during extrusion: 1 - parboiled corn (W = 18.1%); 2 - steamed grain mixture (W = 18.3%); 3 - parboiled wheat (W = 18.6%)
Достигаются данные показатели качества кукурузы при температуре нагрева зерна до 125–130ºС. Для пшеницы эти показатели соответственно равны 140–145ºС и 380–390 кг/ч, для зерносмеси – от 135 до 140ºС и 430–435 кг/ч (таблица 3).
Наряду с этим следует отметить, что пропаривается пшеница до влажности 18% в течение 10–12 минут, кукуруза и зерносмесь – от 15 до 16 минут. При этом давление пара составило 0,2–0,3 МПа, а расход пара – от 75 до 85 кг на 1 тонну обрабатываемого продукта.
Первоначально исследовали возможность экструдирования неизмельченного зерна исходной влажностью, изменяемой от 12,3 до 13,3%. Однако экструдат неизмельченного зерна содержит значительное количество нераздробленных половинок и целых зерен, что существенно снижает качественные показатели готовой продукции. Так, (таблица 1) перевариваемость крахмала (in vitro) неизмельченной пшеницы была ниже на 30–35% по отношению к измельченному экструдированному зерну.
Исследование влияния крупности размола зерна на изменение качества готового экструдированного продукта показало (рисунок 6), что чем меньше диаметр отверстий сита дробилки, тем перевариваемость крахмала выше.
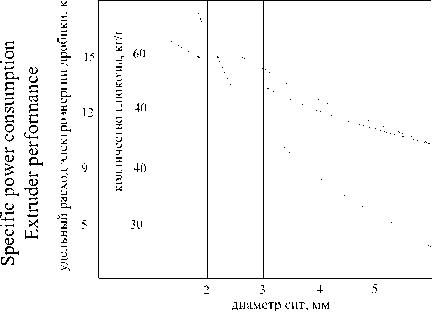
Рисунок 6. Влияние величины диаметра отверстий сита дробилки на перевариваемость крахмала (in vitro) и удельный расход электроэнергии дробилки и экструдера при экструдировании кукурузы: 1 – изменение переваримости крахмала (in vitro); 2 – удельный расход электроэнергии дробилки; 3 – удельный расход электроэнергии экструдера
Figure 6. The influence of the size of the hole diameter of the crusher sieve on the digestibility of starch (in vitro) and the specific power consumption of the crusher and extruder during corn extrusion: 1 – change in the digestibility of starch (in vitro); 2 – specific power consumption of the crusher; 3 – specific power consumption of the extruder
Следует отметить, что разница в показателе содержания количества образуемой глюкозы в исследуемых образцах измельченного и экструдированного зерна небольшая.
Сопоставляя показатели изменения качества и энергетические показатели дробилки и экструдера пришли к выводу, что наиболее оптимальный размер отверстий сита дробилки, на котором измельчается зерно – 3,0 мм. Поэтому в дальнейшем при исследовании процесса экструдирования зерна и приготовленного на базе его комбикорма используется только зерно, измельченное на дробилке с ситом диаметром отверстий 3,0 мм.
Результаты исследований экструдирования измельченного зерна показали, что экструдирова-ние измельченной кукурузы исходной влажности происходит стабильно, с незначительными колебаниями нагрузки на электродвигатель экструдера.
Стабильно осуществляется процесс экстру-дирования смеси кукурузы и пшеницы кондиционной влажности. При экструдировании данных продуктов температура продукта на выходе составляла 120–140ºС, нагрузка двигателя – от 50 до 55 А, напряжение цепи двигателя постоянного тока – 100 В; производительность экструдера – от 450 до 480 кг/ч; удельный расход электроэнергии – от 72 до 80 кВт×ч/т (таблица 1).
Экструдирование измельченной пшеницы кондиционной влажности проходило с большими затруднениями. Температура продукта на выходе повышалась до 175ºС, колебания нагрузки на основной двигатель экструдера доходила до 20 А и составляли 75–80 А. Наблюдались выбросы продукта, хлопки. Часто происходило пригорание продукта и заклинивание экструдера.
Результаты этих исследований позволили установить, что процесс экструдирования пшеницы исходной влажности стабилизируется при температуре зерна на выходе 150–155ºС, а производительность экструдера составила 330–340 кг/ч.
Анализируя физико-механические свойства рассыпных комбикормов для крупного рогатого скота пришли к выводу, что они имеют следующие свойства: угол естественного откоса 46–50 град, объемная масса – 0,48–0,51 т/м³ (таблица 4). В процессе хранения все комбикорма имеют склонность к комкованию, при истечении из бункеров образуют своды, что объясняется большим количеством содержания жира – не менее 6%.
С целью улучшения технологических свойств комбикормов, для придания ему товарного вида, повышения питательности и особенно важно доброкачественности, а также формирования гранул применяя повторное экструдиро-вание. В связи с этим была поставлена задача определения оптимальных параметром процесса экструдирования комбикормов с целью формирования гранул.
При экструдировании комбикормов для крупного рогатого скота важнейшими технологическими факторами, которые обеспечивают наилучшие условия для формирования гранул, являются температура продукта на выходе из шнека экструдера, производительность экструдера, влага обрабатываемого продукта и нагрузка основного двигателя экструдера.
Конструкция головки шнека экструдера позволила получать готовый продукт в виде гранул диаметром 10–13 мм и длиной 20 мм.
Исследования процесса экструдирования зерна позволило установить, что влажность обрабатываемого продукта за счет пластифицирования оказывает существенное влияние на процесс экструдирования.
Изучение влияния содержания влаги на процесс экструдирования и целью формирования гранул проводили при постоянном качественном составе крупности рассыпного комбикорма (таблица 4).
Влажность комбикорма изменяли путем его увлажнения водой от 12 до 25%. За критерий эффективности процесса были приняты производительность экструдера, удельный расход электроэнергии и качественные показатели – крошимость гранул и проход сита Ø 2 мм.
Полученные результаты исследований, показали, что с увеличением влажности комбикорма производительность экструдера уменьшается (рисунок 7). Так, при содержании влаги в комбикорме 12–13% производительность экструдера составляла 350–370 кг/ч, а удельный расход электроэнергии – 53–56 кВт×ч/т, то при влажности комбикорма 18% эти показатели увеличивались до 450 кг/ч и 62–63 кВт×ч/т соответственно. Дальнейшее увеличение влаго-содержания более 18% повышает техникоэкономические показатели, однако кривые их роста снижаются. Повышение влажности комбикорма при экструдировании улучшает и качество гранул (рисунок 8).
Таким образом, анализируя результаты исследований можно отметить, что наиболее оптимальная влажность комбикорма в процессе экструдирования с целью формирования гранул – 18%.
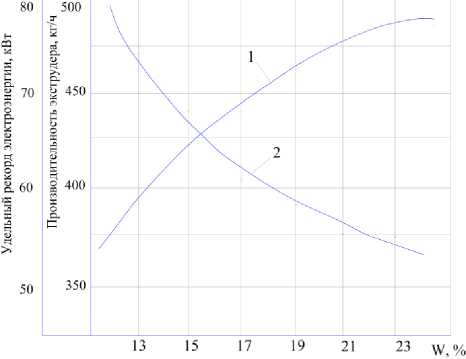
Рисунок 7. Влияние влажности комбикорма на изменение производительности экструдера и удельного расхода электроэнергии: 1 – производительность экструдера; 2 – удельный расход электроэнергии
Figure 7. The influence of the moisture content of the compound feed on the change in the productivity of the extruder and the specific consumption of electricity: 1 – the productivity of the extruder; 2 – specific power consumption
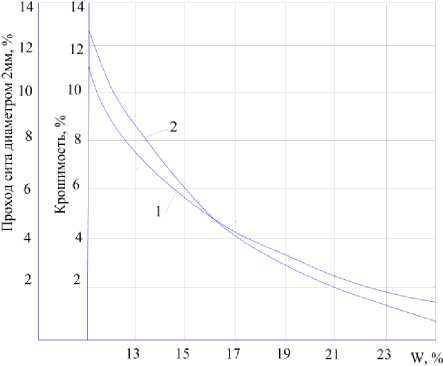
Рисунок 8. Изменение крошимости гранул и величины прохода сита ∅ 2 мм от влажности комбикорма: 1 – крошимость; 2 – проход сита ∅ 2 мм
Figure 8. Changes in the crumbling of granules and the size of the sieve passage ∅ 2 mm from the moisture content of the feed: 1 – crumbling; 2 – sieve passage ∅ 2 mm
Таблица 3.
Качественные показатели рассыпных и экструдированных комбикормов для крупного рогатого скота Table 3.
Quality indicators of loose and extruded feed for cattle
|
Продукт Product |
Влажность Humidity |
Остатки на ситах, % Ext |
Угол естеств. откоса, град Deg |
Объемная масса, т/м³ Density |
Содержание, % |
Перевариваемость крахмала (in vitro) мг глюкозы на 1 г продукта |
|||||||
|
Ø5 |
Ø3 |
Ø2 |
Ø1 |
Дно |
Сырой протеин |
Жир |
Клетчатка |
Растворимые углеводы |
|||||
|
Crude protein |
Fat |
Fiber |
Soluble carbohydrates |
||||||||||
|
Рассыпной комбикорм Loose compound feed |
12,9 |
- |
0,5 |
16,7 |
36,8 |
52,0 |
51 |
0,530 |
21,89 |
11,11 |
1,20 |
7,72 |
29,3 |
|
10,4 |
- |
0,3 |
15,2 |
35,5 |
49,0 |
48 |
0,527 |
21,62 |
10,58 |
1,11 |
6,58 |
27,4 |
|
|
12,1 |
- |
0,3 |
15,5 |
34,2 |
50,0 |
52 |
0,545 |
21,74 |
10,39 |
1,22 |
7,96 |
28,5 |
|
|
Экструдированный комбикорм в гранулах Extruded feed in granules |
8,5 |
- |
- |
- |
- |
- |
40 |
0,340 |
22,34 |
10,35 |
1,15 |
10,54 |
65,32 |
|
7,4 |
- |
- |
- |
- |
- |
41 |
0,330 |
21,18 |
10,64 |
1,08 |
19,13 |
68,15 |
|
|
7,9 |
- |
- |
- |
- |
- |
40 |
0,395 |
21,98 |
10,60 |
1,13 |
11,64 |
63,85 |
|
Исследуя влияние экструдирования на углеводный комплекс обрабатываемого комбикорма можно отметить (таблица 1), что деструкция крахмала в экструдированном продукте повышается. Так, содержание растворимых углеводов увеличивается на 27–32%, а перевариваемость крахмала в 2 раза в экструдированном комбикорме по отношению к необработанному.
Основной целью исследования процесса экструдирования при производстве комбикормов для КРС – повышение питательной ценности обрабатываемого продукта за счет денатурации белков и деструкции углеводов. Но питательная ценность экструдированного продукта обуславливается содержанием и изменением в них не только белковых веществ и углеводов, а и наличием биологически активных веществ – витаминов.
С этой целью проведены опыты по изучению влияния экструдирования на изменение содержания витаминов В1, В2, Е и А в ячмене и комбикорме (таблица 4).
Таблица 4.
Изменение содержания витаминов в ячмене и комбикорме в процессе экструдирования Table 4.
Changes in the content of vitamins in barley and compound feed during the extrusion process
|
Продукт Product |
Соде |
жание витаминов | Vitamins |
||||||
|
В₁, мг/кг |
В₂, мг/кг |
Е, м.е./кг |
А, м.е./кг |
|||||
|
о S |
Рч О |
ч о S |
Рч О |
ч о S |
Рч О |
ч о X S |
Рч О |
|
|
Ячмень Barley |
4,8 |
5,0 |
2,1 |
2,0 |
5,7 |
4,55 |
– |
– |
|
Комбикорм Combi |
0,76 |
0,74 |
2,9 |
2,9 |
45,0 |
42,7 |
4800 |
4530 |
|
0,91 |
0,90 |
2,0 |
2,1 |
– |
– |
– |
– |
|
Экструдирование производили при производительности экструдера 350–400 кг/ч, температура нагрева экструдата 125–130ºС.
В опытах использовали в качестве контроля ячмень и комбикорм с исходной влажностью 12,3 и 12,7% соответственно.
Результаты проведенных исследований показывают, что в экструдированном ячмене содержание витаминов В 1 и В 2 осталось практически без изменений. Не наблюдалось изменения этих витаминов и в экструдированном комбикорме. Содержание витамина Е в ячмене и комбикорме уменьшилось на 23% и 7,3% соответственно. Содержание витамина А в комбикорме снизилось на 5,6%.
Выработку опытных партий комбикормов, проводили в условиях ОАО "Богдановичский комбикормовый завод". Партии комбикормов готовили в соответствии с рецептами ПК-5 и ПК-6 по восьми вариантам.
В соответствии со схемой зоотехнических исследований первый и шестой варианты комбикормов, были контрольными и содержали подсолнечный и соевый шроты. По остальным вариантам готовили комбикорма, в состав которых вводили сою или рапс, прошедшие различную технологическую подготовку. Для всех опытных партий комбикормов зерновые компоненты (кукуруза, пшеница, ячмень) и шроты измельчали на молотковой дробилке БД-2М при установке сит с отверстиями Ø 3, 4, 5 и 6,3 мм, обеспечивая получение продуктов размола требуемой крупности. Подготовку белкового и минерального сырья (рыбная мука, дрожжи, мел, соль) производили по обычной технологии,
Применение высокоусвояемых комбикормов с защищенным белком позволила увеличить молочную продуктивность высокоудойных коров на 18%, содержание белка в молоке – на 12%, а продолжительность их использования возросла с 1,5–2-x до 4–5 лактаций [1].
Заключение
-
1. Установлено, что тепловая обработка оказывает значительное влияние на углеводный комплекс зерна: нагревание его при высоких температурах вызывает деструкцию крахмала, сопровождающуюся образованием легкорастворимых углеводов, что оказывает положительное влияние на усвояемость корма.
-
2. Установлено, что степень декстринизации и перевариваемость крахмала возрастает с увеличением температуры нагрева кукурузы и её смеси с пшеницей до 100–110ºС, когда производительность экструдера составила 300–320 кг/ч, перевариваемость крахмала экструдированной кукурузы и зерносмеси увеличивается до 85 и 68 мг глюкозы на 1 г продукта (далее по тексту мг/г) соответственно.
-
3. Исследования влияние экструдирования на углеводный комплекс обрабатываемого комбикорма показали, что деструкция крахмала в экструдированном продукте повышается, так, содержание растворимых углеводов увеличивается на 27–32%, а перевариваемость крахмала – в 2 раза в экструдированном комбикорме по отношению к необработанному.
Список литературы Исследование кинетических закономерностей процесса экструдирования зерновых культур при производстве высокоусвояемых комбикормов с защищенным белком для крупного рогатого скота
- Афанасьев В. А., Остриков А. Н., Василенко В. Н., Фролова Л. Н. и др. Разработка стартерных комбикормов для крупного рогатого скота // Кормопроизводство. 2020. № 2. С. 39-42.
- Золотарёв А., Седюк И., Золотарёва С. Продуктивность дойных коров при использовании новейшей технологии кормления // Научно-технический бюллетень Института животноводства Национальной академии аграрных наук Украины. 2020. № 124. С. 79-88.
- Есаулова Л.А. Необходимость использования кормовых добавок в рационах высокопродуктивных дойных коров в хозяйствах воронежской области // Вестник Воронежского государственного аграрного университета. 2017. № 1 (52). С. 61-69. doi: 10.17238/issn2071-2243.2017.1.61
- Летунович Е.В., Яцко H.A. Использование "защищенного" различными способами протеина корма при кормлении коров // Зоотехническая наука Беларуси. 2012. Т. 47. № 2. С. 148-163.
- Погосян Д.Г., Чудайкин В.В. Распадаемость протеина в рубце и использование азотистых веществ корма у растущих бычков при химической и барогидротермической обработке кормов // Проблемы биологии продуктивных животных. 2011. № 2. С. 79-86.
- Романов В.Н, Боголюбова HB., Девяткин В.А., Гришин В.Н. и др. Особенности пищеварительных и обменных процессов у молодняка крупного рогатого скота при включении в рационы "защищенной" формы карнитина // Вестник Российского университета дружбы народов. Серия: Агрономия и животноводство. 2015. № 1. С. 35-42.
- Таранович А. «Защищенные» жиры и белки в кормлении высокопродуктивных коров // Молочное и мясное скотоводство. 2010. № 4. С. 18-20.
- Харитонов ЕЛ., Остренко К.С., Лемешевский В.О. Профилактика нарушений рубцового пищеварения у растущих бычков молочных пород // Ветеринария. 2020. № 9. С. 50-55.
- Чуприна Е.Г., Власов А.Б., Юрин Д.А., Юрина H.A. Кормовой продукт в рационах новотельных коров, состоящий из защищенного соевого и подсолнечного белка // Кормление сельскохозяйственных животных и кормопроизводство. 2020. № 10 (183). С. 24-32.
- Афанасьев В.А., Остриков А.Н., Василенко В.Н., Фролова Л.Н. и др. Оценка эффективности технологии получения зерновых хлопьев для производства комбикормов для молодняка крупного рогатого скота // Кормопроизводство. 2017. № 6. С. 33-38.
- KamauE.H., Nkhata S.G., Ayua Е.О. Extrusion andnixtamalization conditions influence the magnitude of change in the nutrients and bioactive components of cereals and legumes // Food science & nutrition. 2020. V. 8. № 4. P. 1753-1765. doi: 10.1002/fsn3.1473
- Menis-Henrique M.E.C., Scarton M., Piran M.V.F., Clerici M.T.P.S. Cereal fiber: extrusion modifications for food industry // Current opinion in food science. 2020. doi: 10.1016/j.cofs.2020.05.001
- Abdel-Ghani A. A. et al. Productive performance and blood metabolites as affected by protected protein in sheep // Open Journal of Animal Sciences. 2011. V. 1. № 02. P. 24. doi:10.4236/ojas.2011.12004
- Shelke S.K. et al. Protected nutrients technology and the impact of feeding protected nutrients to dairy animals: a review//Int J Dairy Sci. 2012. V. 7. P. 51-62. doi: 10.39237ijds.2012.51.62
- Offiah V., Kontogiorgos V., Falade K.O. Extrusion processing of raw food materials and by-products: A review // Critical reviews in food science and nutrition. 2019. V. 59. № 18. P. 2979-2998. doi: 10.1080/10408398.2018.1480007
- Alqaisi O., Moraes L.E., Ndambi O.A., Williams R.B. Optimal dairy feed input selection under alternative feeds availability and relative prices // Information Processing in Agriculture. 2019. V. 6. №4. P. 438-453. doi: 10.1016/j.inpa.2019.03.004
- Amid S., Gundoshmian T.M., Shahgoli G., Rafiee S. Energy use pattern and optimization of energy required for broiler production using data envelopment analysis // Information Processing in Agriculture. 2016. V. 3. № 2. P. 83-91. doi: 10.1016/j.inpa.2016.03.003
- Fu Q., Shen W., Wei X., Zheng P. et al. Prediction of the diet nutrients digestibility of dairy cows using Gaussian process regression // Information Processing in Agriculture. 2019. V. 6. № 3. P. 396-406. doi: 10.1016/j.inpa.2018.11.005
- Zeyner A., Kirchhof S., Susenbeth A., Stidekum K.H. et al. A new protein evaluation system for horse feed from literature data // Journal of nutritional science. 2015. V. 4. doi: 10.1017/jns.2014.66
- Chakraborty P., Shivhare U. S., Basu S. Effect of milk composition on sensory attributes and instrumental properties of Indian Cottage Cheese (chhana) // NFS Journal. 2021. V. 23. P. 8-16. doi: 10.1016/j.nfs.2021.02.002
