Исследование кинетики процесса перемешивания спредов при переменном теплоподводе

Автор: Остриков А.Н., Горбатова А.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 2 (64), 2015 года.
Бесплатный доступ
Выполнено исследование кинетики процесса перемешивания сливочно-растительных спредов при переменном теплоподводе. Определено время каждого из периодов перемешивания. При температуре перемешивания 65 °C оптимальный период конвективного смешивания составил 2,5 мин. Продолжительность конвективного смешивания после начала кристаллизации продукта (т.е. при температуре перемешивания от 30-15 °С) составила 5 мин. Второй период при температуре 65 °C составил 2,2 мин. Время диффузионного смешивания в период кристаллизации продукта 9 мин. Весь процесс перемешивания условно был разделен на три температурно-временных периода: 1 - период интенсивного перемешивания; 2 - период охлаждения продукта до температуры кристаллизации; 3 - период кристаллизации продукта. Проведены исследования процесса при разных частотах вращения рабочего органа и были выбраны наиболее оптимальные для получения качественного распределения всех компонентов за минимальное время. В результате получили, что для спреда, изготовленного по предлагаемой рецептуре, оптимальному времени перемешивания соответствует частота вращения мешалки, равная 150 об/мин (в период интенсивного перемешивания), 10 об/мин (в период охлаждения продукта до температуры кристаллизации) и 15 об/мин в период кристаллизации. Определено оптимальное время перемешивания с использованием зависимости безразмерной концентрации ключевого компонента от времени перемешивания. В результате получили оптимальное время процесса для спреда 4,7 мин, при температуре 65 °С. Проведены исследования для определения оптимального времени перемешивания при кристаллизации продукта, оно составило 14 мин. Увеличение времени смешивания необходимо для равномерного распределения компонентов, входящих в состав смеси в малых количествах.
Перемешивание, спред, функциональный продукт, концентрация
Короткий адрес: https://sciup.org/14040396
IDR: 14040396 | УДК: 664.3
Investigation of the kinetics of the mixing process at variable spreads heat supply
The investigation of the kinetics of mixing creamy vegetable spreads with a variable heat supply. The time of each of the periods of re-mixing. Stirring at a temperature of 65 °C optimum convective mixing period was 2.5 minutes. Convective mixing duration after the beginning of crystallization of the product (i.e., by stirring at a temperature of 30... 15 ° C) was 5 minutes. The second period at a temperature of 65 ° C was 2.2 min. Mixing diffusion time during 9 minutes to crystallize the product. The entire mixing process was conditionally divided into three temperature-time periods: 1 - a period of intense agitation; 2 - during product cooling to a crystallization temperature; 3 - the product during crystallization. The investigations of the process at different speeds working body were to choose the best, to get good distribution of all components in the minimum time. The result was that the spread manufactured according to the proposed formulation meets the optimal mixing time stirrer speed is 150 rev / min (during intensive stirring), 10 rev / min (during cooling of the product to a crystallization temperature) and 15 rev / min during crystallization. The optimal mixing time using the dependence of the dimensionless concentration of a key component of the mixing time. The result was the optimum time for process spread 4.7 min at 65 ° C. Conducted research to determine the optimal mixing time in the crystallization of the product, it was 14 minutes. The increase in the mixing time required for uniform distribution of components in the mixture in small quantities.
Текст научной статьи Исследование кинетики процесса перемешивания спредов при переменном теплоподводе
Создание продуктов сбалансированного состава является одним из приоритетных направлений развития пищевой отрасли. К ним относятся разработанный нами спред. Для поддержания оптимального состояния здоровья человеку необходима сбалансированность в диете содержания ю-3 и ю-6 полиненасы-щенных жирных кислот, что достигнуто в нашем продукте [1, 2].
Перемешивание является одной из основных стадий процесса производства спредов. Качество получаемого продукта и возможность его длительного хранения определяется условиями получения стабильных эмульсий.
Необходимо учитывать, что излишнее механическое воздействие дестабилизирует эмульсии, а также требует дополнительных энергетических затрат. В связи с этим определение продолжительности перемешивания исследуемой смеси до получения однородной массы является актуальной задачей технологии их производства.
Перемешивание в жидких средах широко применяется в различных отраслях промышленности для интенсификации химических, диффузионных и тепловых процессов. Несмотря на широкое его применение, этот процесс еще недостаточно изучен [3, 4].
Значительный вклад в развитие теории и практики перемешивания внесли такие ученые, как Стренк, Брагинский, Васильков, Кар-пушкин и др. Однако, общим недостатком разработанных ими теорий является отсутствие решения проблемы - достижение высокой интенсивности процесса перемешивания псевдо-пластичных жидкостей к которым относятся сливочно-растительные спреды функционального назначения.
Целью работы являлось исследование кинетики процесса перемешивания, определение оптимального времени перемешивания.
Изучение процесса перемешивания при переменном теплоподводе осуществлялось при следующих параметрах: температура продукта 15-65 °С; частота вращения мешалки: 1-150 об/мин.
Объектом для исследования был выбран сливочно-растительный спред функционального назначения, жировая фаза которого состоит и сливочного, арахисового, кукурузного и льняного масел. Данный спред имеет сбалансированный жирнокислотный состав по отношению ю-3:ю-6=1:2,87, что рекомендовано для функционального питания [1, 5].
Для того чтобы оценить качество смешивания одной случайной величиной, смесь условно считают двухкомпонентной, обычно выделяют один компонент, называемый ключевым, а все остальные объединяют во второй условный. К ключевому компоненту предъявляют такие требования: сравнительная простота определения его содержания в пробе; небольшое его количество; физические свойства должны отличаться от свойств остальных компонентов. Т.к. все компоненты, входящие в состав спреда, имеют примерно одинаковые физические свойства, было принято решение использовать в качестве ключевого компонента трассер.
Частицы ключевого компонента находятся в продукте во время перемешивания во взвешенном состояние, они являются легко определимыми, не растворяются, не теряют цвет и для оценки качества перемешивания необходимо введения небольшого количества.
В качестве критерия оценки качества смешивания была использована безразмерная концентрация N:
N = псч / побщ , (1)
где nC4 = NC4 / V - концентрация трассеров в отбираемой пробе, шт/м3; NC4 - количество трассеров в отбираемой пробе, шт; V - объем отбираемой пробы, м3; no6 = No /V - общая концентрация частиц, шт/м3; N - число вводимых трассеров, шт; V - объем продукта, м3.
Отбираемая проба составляла 3 мл, отбиралась в одном и том же месте через равные промежутки времени. Объем продукта 464 мл.
Смесь считается однородной, если в N -^ 1. И наоборот, чем больше значение N , тем менее однородна смесь. В смесителях периодического действия, процесс смешивания складывается из элементарных процессов:
-
- перемещение группы смежных частиц из одного места смеси в другое внедрением, скольжением слоев (так называемое конвективное смешивание);
-
- постепенное перераспределение частиц через свежеобразованную границу из раздела (так называемое диффузионное смешивание);
-
- сосредоточение частиц, имеющих близкую массу и размеры, в соответствующих местах смесителя под действием инерционных, гравитационных сил (сегрегация частиц).
Если первые два процесса способствуют улучшению качества смеси, то последний препятствует этому.
Главное влияние на скорость процесса смешивания в эти моменты времени оказывает характер движения потоков частиц в смесителе, который зависит от конструкции и параметров смесителя.
После того как компоненты в основном будут распределены по рабочему объему смесителя, процессы конвективного и диффузионного смешивания становится по их влиянию на общий процесс смешивания сопоставимы.
В это время процесс перераспределения частиц идет уже на уровне макрообъемов. Начиная с некоторого момента, процесс диффузионного смешивания становится преобладающим ( II участок).
Существенное влияние на процесс начинает оказывать сегрегация частиц. В какой-то момент времени эти процессы могут уравновеситься, после чего дальнейшее перемешивание теряет смысл, и процесс должен быть закончен ( III участок).
а

б
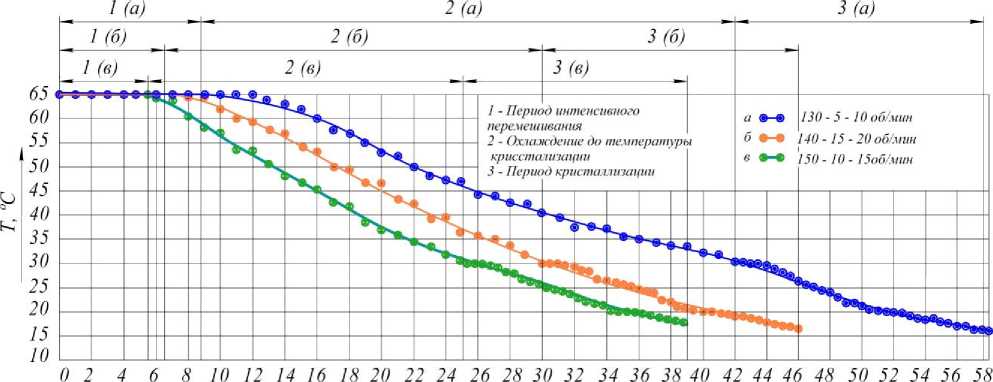
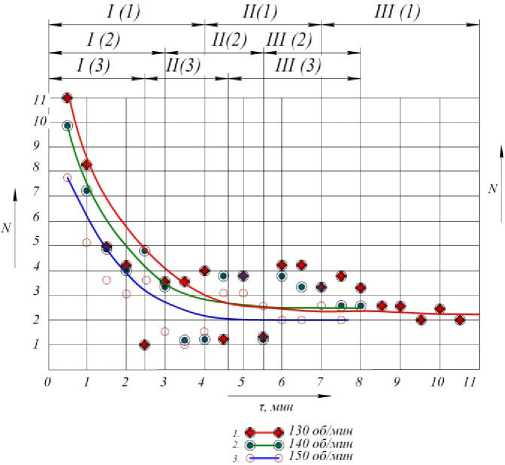
Рисунок 1. Кинетические кривые процесса перемешивания для спреда № 1: а – изменение концентрации в процессе перемешивания Т = 65 °С;
б – изменение концентрации в процессе кристаллизации Т = 15 - 30 °С;
в – изменение температуры продукта в процессе перемешивания.
Анализ экспериментальных зависимостей, безразмерной концентрации от времени перемешивания, полученных при исследовании процесса перемешивания сливочнорастительных спредов показал, что кинетическая кривая процесса перемешивания имеет три характерных участка (рисунок 1), каждый из которых соответствует определенному по времени периоду смешивания.
Время достижения смесью однородности, является оптимальным временем смешивания, так как при дальнейшем смешивании безразмерная концентрация основного компонента не уменьшается.
Весь процесс перемешивания условно был разделен на три температурно-временных периода (рисунок 1, в ): 1 – период интенсивного перемешивания; 2 – период охлаждения продукта до температуры кристаллизации; 3 – период кристаллизации продукта.
Для определения оптимальной частоты вращения рабочего органа были проведены исследования на каждом периоде перемешивания, результаты представлены на рисунках 1 а, б .
Было определено, что для спреда, изготовленного по предлагаемой рецептуре оптимальному времени перемешивания соответствует частота вращения мешалки равная 150 об/мин (в период интенсивного перемешивания), 10 об/мин (в период охлаждения продукта до температуры кристаллизации) и 15 об/мин в период кристаллизации.
Список литературы Исследование кинетики процесса перемешивания спредов при переменном теплоподводе
- Остриков А. Н., Горбатова А. В. Анализ химического состава физиологически функционального спреда//Масложировая промышленность. 2014. № 2. С. 11 -13.
- Тихомирова Н. А. Продукты функционального питания//Молочная промышленность. 2013. № 6. С. 46-49.
- Maureen L. R. Jozef L. K. Effect of mixer geometry and operating conditions on mixing efficiency of a non-Newtonian fluid in a twin screw mixer//Journal of Food Engineering. 2013. Vol. 118. P. 256-265.
- Norton J. E., Fryer P. J. Investigation of changes in formulation and processing parameters on the physical properties of cocoa butter emulsions//Journal of Food Engineering. 2012. Vol. 113. P. 329-336.
- Simopoulos A. P. The importance of the ratio of omega-6/omega-3 essential fatty acids//Biomed. Pharmacother. 2006. № 56. P. 365-379.
