Исследование влияния геометрических параметров комбинированного инструмента на величину крутящего момента при резьбонарезании

Автор: Курбанов А.З., Алиомаров Л.М., Магомедова М.А.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 5 (62), 2016 года.
Бесплатный доступ
В статье изложены трудности, связанные с обработкой сталей и сплавов с особыми физико-механическими свойствами, в том числе нарезанием качественных внутренних резьб малых диаметров в деталях судовых машин, механизмов и арматуры. Перед конструкторами стоит задача разработать оптимальный инструмент, предназначенный для нарезания резьбовых отверстий. Предлагаемый комбинированный инструмент зенкер-метчик для обеспечения высокого качества обработки резьбовых отверстий соответствует современным требованиям. С целью оптимизации метчиковой части комбинированного инструмента зенкер-метчик и упорядочения его геометрических параметров были проведены лабораторные исследования, позволившие оптимизировать влияние их на крутящий момент. Это позволило найти пути их уменьшения, стабилизирующий процесс резьбонарезания и повышения стойкости метчиковой части комбинированного инструмента зенкер-метчик.
Резьба, качество, зенкер-метчик, крутящий момент, передний угол, задний угол, угол наклона, обратная конусность
Короткий адрес: https://sciup.org/142143258
IDR: 142143258 | УДК: 621.992.4
The influence of a combined instrument’ sgeometrical parameters at a torque size at threading
The article describes the difficulties associated with the processing of steels and alloys with special physical and mechanical properties, including the cutting of high-quality internal threads of small diameters in the details of ship machines and fittings. This has set a task to develop the best tool for cutting of threaded holes. The proposed combined countersink-tap tool, which ensures high quality of threaded holesprocessing, corresponds to modern requirements. The authors have made laboratory studies in order to optimize the combined instrument and order its geometrical parameters. It allows optimizing and stabilizing the effect of torque, and enhancing the stability of threading.
Текст научной статьи Исследование влияния геометрических параметров комбинированного инструмента на величину крутящего момента при резьбонарезании
В основных направлених экономического и социального развития страны на 20152020 гг. и на период до 2025 г. большое внимание уделяется повышению технического уровня качества выпускаемой продукции, обеспечивающей высокую производительность, благодаря применению высокопроизводительных инструментов и оснастки. Предложенный в работе комбинированный инструмент зенкер-метчик со специальными фасками на зубьях метчика соответствует требованиям современной технологии [1]. Необходимо оптимизировать его основные параметры и особенно метчиковую часть.
С целью оптимизации метчиковой части комбинированного инструмента и упорядочения ее геометрических параметров были проведены лабораторные исследования по изучению влияния конструктивных и технологических факторов на величину крутящего момента. Ниже показаны результаты проведенных исследований комбинированного инструмента зенкер-метчик для обработки труднообрабатываемых материалов.
На рисунке 1 представлена зависимость крутящего момента (Мкр) от величины переднего угла, откуда видно, что с увеличением угла от 5 до 20° значение Мкр снижается при всех скоростях резания и для группы исследованных материалов.
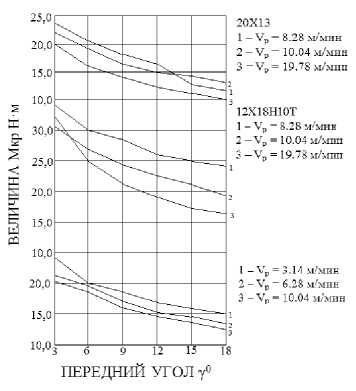
Рисунок 1 – Зависимость крутящего момента М кр от величины переднего угла γ метчиковой части комбинированного инструмента зенкер-метчика
При этом необходимо отметить, что в зоне малых углов у (5-8 ° ) это снижение более эффективно, чем в зоне больших величин переднего угла (12-20 ° ). Поэтому следует признать оптимальным метчик с передним углом, равным 9-10 ° .
Уменьшение крутящего момента при увеличении величины переднего угла у до 10 ° связано с облегчением процесса деформации срезаемого слоя, что особенно важно для материалов, характеризующихся большой удельной работой стружкообразования.
При изучении влияния величины заднего угла α на крутящий момент обнаружено (рис. 2) , что до значения а=6 ° происходит резкое падение Мкр (почти на 50%), после чего изменение параметра не вызывает заметного изменения величины крутящего момента.
Это объясняется тем, что при α<60 на метчик действуют значительные силы трения и упругости на площадках контакта задних поверхностей зубьев метчика и изделия.
При превышении α >60 создаются достаточные зазоры между зубьями метчика и изделиями, и дальнейшее увеличение не отражается на значении Мкр.
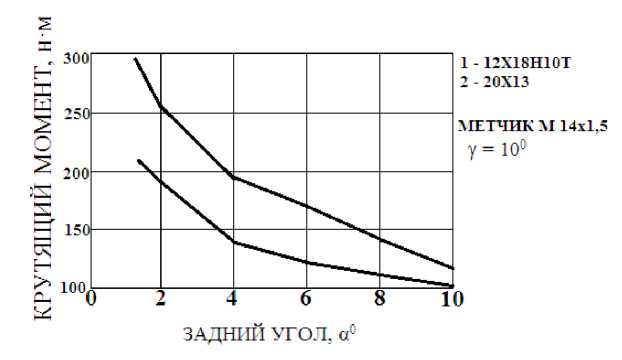
Рисунок 2 – Влияние величины заданего угла α метчиковой части комбинированного инструмента зенкер-метчик на крутящий момент М кр
Конструкция метчика оказывает решающее влияние на величину Мкр [3, 4], с учетом этого все исследования нами осуществлены с применением корригированных метчиков, которые дают наименьший крутящий момент по сравнению с нормальными, «шахматными» и бесканавочными метчиками.
По данным Е.В. Бурмистрова [3], корригированные метчики уменьшают крутящий момент на 30-35 ° при обработке стали 12Х18Н10Т и на 50% - при обработке титанового сплава ВТ6. Температура резания при работе корригированными метчиками меньше соответственно на 50 и 150 ° С, чем при использовании нормальных метчиков и метчиков с шахматным расположением зубьев. Это связано с уменьшением трения по боковым поверхностям и улучшением условий смазки. По результатам этих же исследований установлено, что оптимальные метчики имеют y=5-7 ° , а=6-8 ° . Как видно из наших исследований, они хорошо согласуются с результатами работы [1, 5]. Проведенные исследования выявили, что у комбинированного инструмента зенкер-метчик показатели, характеризующие влияние геометрических параметров на крутящий момент, ниже, чем у корригированного метчика.
Влияние угла уклона заборного конуса на величину крутящего момента имеет сложный характер. Оно проявляется через изменение толщины среза и числа одновременно работающих зубьев.
На рисунке 3 представлены результаты экспериментальных исследований, свидетельствующие о том, что с увеличением угла заборного конуса (φ) и связанного с ним роста толщины среза значение Мкр уменьшается. Это проявляется в том, что до увеличения угла заборного конуса ф до 9 ° и происходит снижение момента трения и сил защемления метчика ввиду уменьшения числа одновременно работающих зубьев. С увеличением угла заборного конуса свыше 9 ° при определенных скоростях резания (V > 10 м/мин) наблюдается повышение крутящего момента, причем, чем больше скорость резания, тем больше рост крутящего момента Мкр. Это следует связывать с повышением температуры в зоне резания, увеличением прилипаемости стружки и эффектов схватывания.
При чрезмерно малых углах заборного конуса (ф < 3 ° ) крутящий момент возрастает.
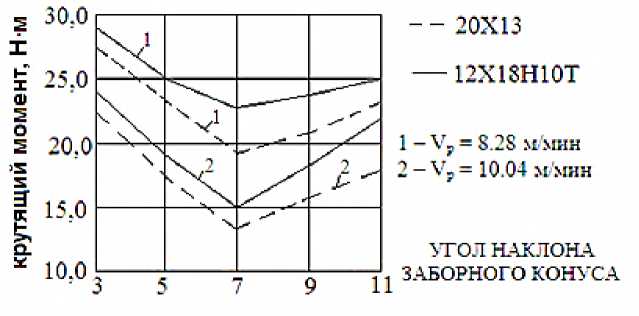
Рисунок 3 - Влияние угла зоборного конуса ф зенкерной части комбинированного инструмента на величину крутящего момента Мкр
Исследования показывают, что это связано с повышенной склонностью к наростообразованию. При обработке труднообрабатываемых материалов в зоне низких скоростей резания (V<6 м/мин) с увеличением угла уклона заборного конуса нарост становится все более плоским с большим радиусом у вершины, это приводит к фактическому уменьшению переднего угла и увеличению момента (сил) резания [4].
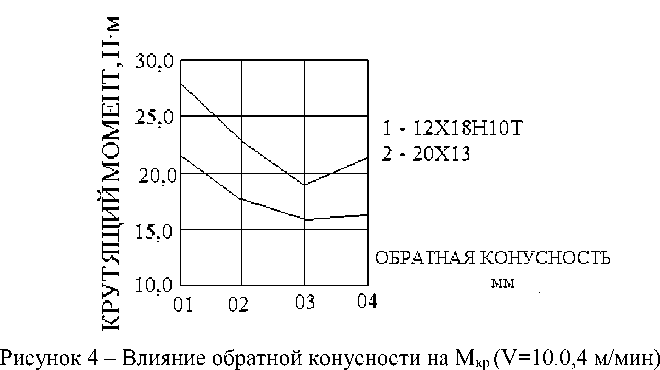
Значит, более оптимальным является диапозон угла заборного конуса ф от 3 до 9 ° Изучение влияния величины обратной конусности на крутящий момент показывает (рис. 4), что с ростом значения обратной конусности от 0,15 до 0,25 величина крутящего момента снижается.
Эта тенденция зависит от свойств обрабатываемого материала и менее явно выражена у стали І2ХІ8НІОТ и ЭИ 654 по сравнению со сталью 20X13.
При дальнейшем повышении обратной конусности с 0,25 до 0,35 мм для аустенитных сталей крутящий момент возрастает. Это можно объяснить тем, что аустенитные стали весьма склонны к наклепу и при большой обратной конусности последние режущие зубья работают в зоне наклепа.
Выводы
Проведенные лабораторные исследования вляния основных геометрических параметров со специальной метчиковой части комбинированного инструмента зенкер-метчик на величину крутящего момента позволили установить их оптимальные величины, что в конечном счете позволит повысить качество нарезаемого резьбового отверстия в ответственных деталях судовых машин, механизмов и судовой арматуры.
Список литературы Исследование влияния геометрических параметров комбинированного инструмента на величину крутящего момента при резьбонарезании
- Курбанов А.З., Алиомаров Л.М. Новая технология нарезания внутренних резьб в деталях из труднообрабатываемых материалов//В мире научных открытий. -Красноярск: Изд-во Научноинновационного центра, 2013. -№ 7(43) (Проблемы науки и образования). -С. 238-252.
- Таурит Г.Э., Добрянский С.С., Пуховский Е.С. Прогрессивные процессы резьбоформирования. -Киев, 1974. -233 с.
- Бурмистров Е.В. Исследование процесса нарезания резьбы метчиками в жаропрочных и титановых сплавах: дис.. канд. техн. наук. -Куйбышев, 1974. -320 с.
- Бурмистров Е.В., Лясковский И.Ф., Махов В.А. Нарезание наружной и внутренной резьбы по жаропрочным и высокопрочным материалам. -Куйбышев, 1972. -262 с.
- Курбанов А.З., Алиомаров Л.М., Магомедова М.А. Технология нарезания точных резьб в труднообрабатываемых материалах (комбинированный инструмент зенкер-метчик): монография. -Махачкала, 2015. -105 с.
