Эффективный пенобетон с добавкой микрокремнезема

Автор: Баранова А.А., Савенков А.И., Балханова Е.Д.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 6 (57), 2015 года.
Бесплатный доступ
Изложены результаты исследования влияния микрокремнезема на прочность, теплопроводность и влажность теплоизоляционного пенобетона неавтоклавного твердения. С помощью рентгенофазового анализа и электронно-микроскопических исследований цементного камня установлено изменение его фазового состава и структуры новообразований при введении ультрадисперсной добавки. Выявлено, что введение микрокремнезема совместно с гиперпластификатором на основе поликарбоксилатов «МС-Power-Flow-3100» позволяет увеличить прочность при сжатии пенобетона по сравнению с контрольными образцами. При этом теплопроводность материала с добавками изменяется незначительно. Кроме того, использование вышеперечисленных добавок приводит к снижению себестоимости готовой продукции и утилизации многотонных отходов металлургической промышленности. Данные исследования подтвердили целесообразность совместного введения микрокремнезема и гиперпластификатора в состав теплоизоляционного пенобетона неавтоклавного твердения.
Микрокремнезем, теплопроводность, влажность, прочность, неавтоклавный пенобетон, гиперпластификатор
Короткий адрес: https://sciup.org/142143146
IDR: 142143146 | УДК: 693.542
The effective foam concrete with the additive of silica fume
The results of investigation of the influence of silica ^ fume on the strength, heat conductivity and moisture of insulating foam concrete of non-autoclave curing. With the help of X-ray diffraction and electron microscopy studies of cement stone set changing its phase composition and structure of tumors when introduction of ultra disperse additive. It is revealed that the introduction of silica fume together with hyper softener based on polycarboxylates ”MS-Power-Flow-3100” can increase the compressive strength of the foam concrete compared to the control samples. Thus, the thermal conductivity of the material varies slightly with additives. Furthermore the use of the above additives leads to lower cost of the finished product and utilization of large-tonnage waste of the steel industry. These studies have confirmed the feasibility of joint introduction silica fume and hyper softener in the composition of insulating foam concrete of non-autoclave curing.
Текст научной статьи Эффективный пенобетон с добавкой микрокремнезема
Развитие бетонных технологий в последние десятилетия связано с созданием бетонов нового поколения, обладающих уникальными технологическими возможностями, высокими показателями прочности и долговечности. Применение в составе этих бетонов ультрадисперс-ных активных минеральных добавок с высоким содержанием диоксида кремния в некристаллическом состоянии позволяет производить и успешно эксплуатировать материалы высокой (55 ^ 80 МПа) и сверхвысокой (свыше 80 МПа) прочности, низкой проницаемости, повышенной коррозионной стойкости [1].
Микрокремнезем (МК) образуется попутно в результате конденсации из газовой фазы при выплавке кремниевых сплавов (ферросилиция, силикохрома, силикомарганца). Благодаря большому содержанию аморфного кремнезема с развитой удельной поверхностью он способен активно взаимодействовать с Са(ОН)2 в ходе гидратации цемента. Это делает его эффективным компонентом современных цементных бетонов.
В бетонных технологиях применение МК получило развитие в 1970-х гг. и первоначально было обусловлено возможностью утилизировать его без потери в свойствах бетона. Еще раньше в бетонные смеси с этой же целью стали вводить доменные шлаки и золы уноса ТЭЦ, которые и по настоящее время являются кремнеземсодержащими промышленными отходами, наиболее широко используемыми в качестве наполнителей бетона. По сравнению с ними МК характеризуется большим содержанием SiO 2 и большей дисперсностью.
При введении микрокременезема в пенобетонную смесь увеличивается удельная поверхность твердой фазы, при этом из-за его невысокой насыпной плотности уменьшается открытая пористость, т.е. увеличивается толщина межпоровых перегородок, что впоследствии приводит к увеличению прочности готового пенобетона. Высокая дисперсность микрокремнезема придает ему свойства ультрадисперсного наполнителя, заполняющего пространство между зернами цемента. Распределяясь в объеме растворной смеси, реактивные микрочастицы окружают зерна цемента, при этом продукты гидратации заполняют пустоты, структура цементного камня уплотняется, улучшается сцепление [2].
На территории ЗАО «Кремний» (г. Шелехов, Иркутская область) хранятся многотонные отходы микрокремнезема в шлам-бассейнах. Поэтому вопрос об их утилизации очень актуален.
Целью исследований было определить влияние микрокремнезема и комплексной добавки микрокремнезема и гиперпластификатора нового поколения «МС-Power-Flow-3100» на подвижность пенобетонной смеси и на такие физико-механические характеристики неавтоклавного пенобетона, как прочность при сжатии, теплопроводность и влажность.
В исследованиях использовались цемент марки ЦЕМ I 42,5 Н (ПЦ-ДО-500) ОАО «Ангарский цемент», микрокремнезем (химический состав микрокремнезема приведен в таблице 1) ЗАО «Кремний» (г. Шелехов), гиперпластификатор на основе поликарбоксилатов «МС-Power-Flow-3100» плотностью 1,09 г/см3 и синтетический пенообразователь на основе силиконов «Пента Пав 430А» [3].
Таблица 1 Химический состав микрокремнезема
|
Наименование соединения |
SiO 2 |
AL 2 O 3 |
Fe 2 O 3 |
CaO |
MgO |
SO 4 |
СО 2 |
F |
C общ |
С своб |
|
Содержание, % по массе |
91,1 |
0,021 |
0,039 |
1,4 |
0,44 |
0,36 |
0,015 |
0,044 |
6,94 |
6,08 |
Состав пенобетонной смеси подбирался из расчета получения пенобетона марки по плотности D400÷D450, приготовленной по раздельной двухстадийной (классической) схеме. Концентрация водного раствора пенообразователя составляла 2,5 %, кратность пены - 22 ^ 23. Приготовление пены осуществлялось дрелью со специальной насадкой в лабораторных условиях [4].
Микрокремнезем вводился в состав смеси не только в качестве активной минеральной добавки, но и как наполнитель, так как является отходом производства и требует утилизации.
Цементное тесто с добавкой разного количества микрокремнезема, а также гиперпластификатора приготавливалось ручным способом в соответствии с ГОСТ 310.3-2003. Подвижность цементного теста определялась вискозиметром Суттарда в соответствии с ГОСТ 23789-79.
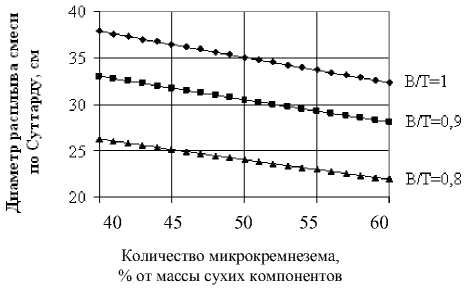
Результаты испытаний изображены на рисунках 1, 2.

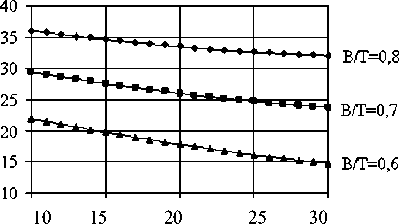
Количество микрокремнезема, % от массы сухих компонентов
б
а
а ‒ количество МК от 10 до 30 % при В/Т от 0,6 до 0,8; б ‒ количество МК от 40 до 60 % при В/Т от 0,8 до 1,0
Рисунок 1 – Зависимость диаметра расплыва растворной смеси по вискозиметру Суттарда от количества микрокремнезема и водотвердого отношения (В/Т)
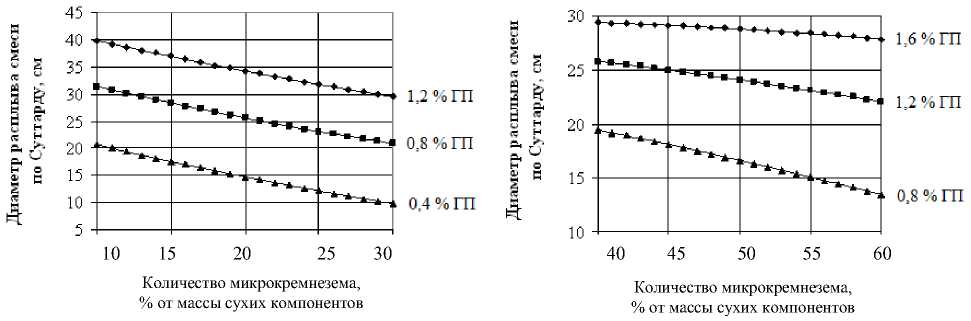
а
б
а ‒ количество гиперпластификатора (ГП) от 0,4 до 1,2 % от массы твердых веществ, количество МК от 10 до 30 %;
б ‒ количество гиперпластификатора от 0,8 до 1,6 % от массы твердых веществ, количество МК от 40 до 60 %
Рисунок 2 – Зависимость диаметра расплыва растворной смеси (В/Т=0,42) по вискозиметру Суттарда от количества гиперпластификатора «MC-Power-Flow-3100» и микрокремнезема
Для того чтобы определить влияние МК и его совместное влияние с гиперпластификатором на прочность при сжатии, влажность и теплопроводность пенобетона, из контрольного состава пенобетона (без добавок) и пенобетонной смеси с добавкой разного количества МК и гиперпластификатора были изготовлены кубы размером 10х10х10 см.
После 28 сут нормального твердения кубы были высушены до постоянной массы в соответствии с ГОСТ 12730.2-78 и испытаны на сжатие в соответствии с ГОСТ 10180-90 и на теплопроводность в соответствии с ГОСТ 7076-87.
Результаты испытаний сведены в таблицу 2.
Таблица 2
Физико-механические характеристики пенобетонных образцов на основе микрокремнезема
|
Количество микрокремнезема, % |
Образцы без гиперпластификатора |
Образцы с гиперпластификатором |
||||||
|
средняя плотность, кг/м3 |
влажность, % |
прочность при сжатии, МПа |
теплопроводность, Вт/(м·ºС) |
средняя плотность, кг/м3 |
влажность, % |
прочность при сжатии, МПа |
теплопроводность, Вт/(м·ºС) |
|
|
0 |
440 |
29,0 |
0,64 |
0,106 |
450 |
19,5 |
1,19 |
0,096 |
|
10 |
450 |
33,5 |
1,53 |
0,088 |
440 |
16,4 |
1,55 |
0,105 |
|
20 |
450 |
38,3 |
1,98 |
0,120 |
450 |
24,1 |
1,47 |
0,110 |
|
30 |
450 |
41,1 |
2,08 |
0,120 |
440 |
25,0 |
1,73 |
0,106 |
|
40 |
440 |
40,8 |
1,42 |
0,105 |
450 |
14,5 |
1,39 |
0,086 |
|
50 |
450 |
46,8 |
1,32 |
0,107 |
450 |
16,3 |
2,61 |
0,123 |
|
60 |
450 |
50,4 |
1,06 |
0,119 |
450 |
15,3 |
2,52 |
0,112 |
Из таблицы видно, что максимальный прирост прочности пенобетонных образцов по сравнению с контрольными наблюдается при добавлении микрокремнезема в растворную смесь в количестве 30 % без гиперпластификатора и 50 % с добавкой 1,3 % гиперпластификатора «MC-Power-Flow-3100». Таким образом, применение гиперпластификатора на основе поликарбоксилатов «MC-Power-Flow-3100» не только снижает влажность пенобетонных образцов, но и позволяет увеличить расход микрокремнезема до 50 % массы твердых компонентов.
Для контрольного пенобетонного образца (без добавок) и образцов с добавками разного количества микрокремнезема и гиперпластификатора был сделан рентгенофазовый анализ (РФА), результаты которого представлены в таблице 3.
Таблица 3 Результаты рентгенофазового анализа
|
Наименование образца |
Количество полученных соединений, % |
|||
|
3Ca 3 О·SiO 2 |
Ca(OH) 2 |
SiC |
SiO 2 |
|
|
Без добавок ‒ контрольный |
29,81 |
60,31 |
- |
- |
|
С добавкой 30 % МК |
26,13 |
44,75 |
11,42 |
5,42 |
|
С добавкой 50 % МК |
34,71 |
13,36 |
27,09 |
11,77 |
|
С добавкой 30 % МК и 1 % «MC-Power-Flow-3100» |
39,68 |
31,68 |
14,01 |
3,97 |
|
С добавкой 50 % МК и 1,3 % «MC-Power-Flow-3100» |
41,17 |
9,49 |
26,24 |
8,79 |
Примечание. Диаметр расплыва по Суттарду растворной смеси составлял 25 см.
Анализ РФА подтверждает углубление гидратации. Отмечено уменьшение содержания гидроксида кальция вследствие его связывания аморфным кремнеземом. В связи с этим сокращается количество негидратированных клинкерных минералов.
Изменение фазового состава и структуры новообразований при введении добавки МК положительно влияет на физико-механические характеристики пенобетона. На этом же основано утверждение об увеличении прочности воздушных пузырьков при проявлении эффекта Марангони, который заключается в способности деформированных пузырьков к восстановлению формы вследствие уменьшения толщины адсорбционного слоя, что ведет к увеличению поверхностного натяжения и устойчивости пеноцементной системы. Применение МК требует дополнительного количества воды затворения для смачивания высокодисперсного порошка, что приводит к увеличению влажности конечного продукта. Поэтому, чтобы снизить влажность изделий, содержащих микрокремнезем, необходимо дополнительно вводить пластифицирующие добавки [2].
Для двух образцов ‒ контрольного и с комплексной добавкой микрокремнезема в количестве 50 % массы сухих компонентов и 1,3 % гиперпластификатора «MC-Power-Flow-3100» ‒ были проведены электронно-микроскопические исследования структуры цементного камня (рис. 3).
Пластификаторы изменяют морфологию продуктов гидратации. Вместо иглообразных кристаллов эттрингита (рис. 3 а ) в присутствии пластификатора формируются шарообразные частицы (рис. 3 б ). При росте кристаллов эттрингита сорбция молекул пластификатора происходит преимущественно на их торцевых участках, которые обладают наибольшей поверхностной энергией и тем самым препятствуют их дальнейшему росту. Вследствие адсорбционного модифицирования алюминатных структур пластификаторами удельная поверхность продуктов гидратации С 3 А значительно возрастает. Микрокремнезем также способствует модифицированию микроструктуры. Характер микроструктуры более плотный по сравнению с контрольным составом (рис. 3) за счет уменьшения водосодержания и углубления гидратации.
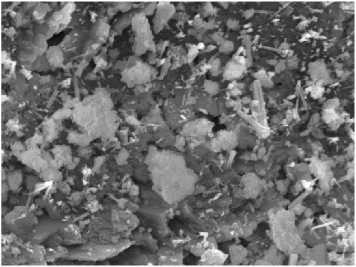
а
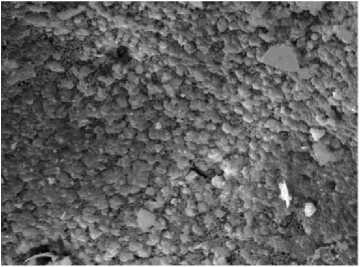
б а ‒ без добавок; б ‒ с добавками 50 % микрокремнезема и 1,3 % гиперпластификатора
Рисунок 3 – Микроструктура цементного камня
По результатам установлено, что:
-
‒ увеличение содержания МК в смеси снижает ее подвижность (рис. 1), следовательно, приходится увеличивать водотвердое отношение, для того чтобы получить необходимую вязкость смеси согласно СН 277-80. Впоследствии это приводит к увеличению влажности готового пенобетона (см. табл. 2);
-
‒ добавка гиперпластификатора в смесь с микрокремнеземом снижает водотвердое отношение пенобетонной смеси с 0,8 до 0,42, что уменьшает влажность пенобетонных образцов и увеличивает их прочность (см. табл. 2);
-
‒ максимальный прирост прочности пенобетонных образцов по сравнению с контрольными наблюдается при добавлении микрокремнезема в количестве 30 % без гиперпластификатора и в количестве 50 % с добавкой 1,2 % гиперпластификатора «MC-Power-Flow-3100» (см. табл. 2). Данный эффект вызван тем, что Са(ОН) 2 химически связывается с микрокремнеземом, что подтверждается данными рентгенофазового анализа (табл. 3);
-
‒ введение микрокремнезема в состав пенобетонных образцов несущественно влияет на их теплопроводность (см. табл. 2).
Выводы
Положительное влияние микрокремнезема на структуру и физико-механические характеристики бетона обусловлено двумя причинами: пуццоланической активностью МК, а также высокой дисперсностью его частиц, которая придает ему свойства ультрадисперсного наполнителя, заполняющего пространство между зернами цемента. Участие МК в образовании продуктов гидратации приводит к снижению капиллярной пористости и в то же время к увеличению количества мельчайших гелевых пор, входящих в состав кальциевосиликатного гидрогеля. Изменение поровой структуры цементного камня межпоровой перегородки сопровождается увеличением прочности пенобетона [5].
Помимо всего вышеперечисленного, совместное применение микрокремнезема и гиперпластификатора «МС-Power-Flow-3100» приводит к снижению себестоимости 1 м3 пенобетона средней плотности 500 кг/м3 на 23,1 % по сравнению с контрольным составом (без добавок).
Список литературы Эффективный пенобетон с добавкой микрокремнезема
- Брыков А.С. Ультрадисперсные кремнеземы в технологии бетонов: учеб. пособие. -СПб.: Изд-во СПбГТИ (ТУ), 2009. -27 c.
- Баранова А.А. Модифицированный теплоизоляционный пенобетон повышенной прочности с применением микрокремнезема: автореф. дис.. канд. техн. наук. -Улан-Удэ, 2014. -22 с.
- Баранова А.А., Савенков А.И. Пенообразователи и прочность пенобетона//Известия Сочинского гос. ун-та. -2014. -№ 3 (31). -С. 10-14.
- Савенков А.И., Баранова А.А. Влияние микрокремнезема на основные физико-механические свойства пенобетона неавтоклавного твердения//Вестник АГТА. -Ангарск: Изд-во Ангарской гос. техн. академии, 2013. -Т. 1, № 1. -С. 39-41.
- Баранова А.А., Савенков А.И. Пенобетон, модифицированный микрокремнеземом ЗАО «Кремний»//Вестник ИрГТУ. -2014. -№ 8. -С. 78-81.
