Эксергетический анализ инновационной технологии культивирования микробных продуцентов ферментов

Автор: Черемушкина И.В., Корнеева О.С., Шевцов А.А., Мажулина И.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Биотехнология, бионанотехнология и технология сахаристых продуктов
Статья в выпуске: 3 (57), 2013 года.
Бесплатный доступ
Разработанная технология культивирования микробных продуцентов ферментов и получения порошкообразных ферментных препаратов с применением пароэжекторного теплового насоса обеспечивает высокую энергоэффективность и экологическую безопасность ведения процесса. Полученный высокий эксергетический КПД свидетельствует о повышении степени термодинамического совершенства технологии как системы процессов подготовки посевной культуры, непосредственного культивирования микроорганизмов, охлаждения готовой культуральной жидкости и получения порошкообразного ферментного препарата с однородным гранулометрическим составом.
Ферментные препараты, технология культивирования, эксергетический анализ, энергоэффективность
Короткий адрес: https://sciup.org/14040069
IDR: 14040069 | УДК: 664.8.047.1
Energy analysis of innovative technologies cultivation microbial enzyme producers
The developed technology of cultivation of microbial enzyme producers and production of powdered enzyme preparations using steam-jet heat pump provides high energy efficiency and ecological safety of the process. The resulting high exergic performance indicates the increase in the degree of thermodynamic perfection of the technology as a system of processes of preparing the culture, cultivating microorganisms, cooling the finished culture liquid and obtaining the target powder product with the homogenous granulometric composition.
Текст научной статьи Эксергетический анализ инновационной технологии культивирования микробных продуцентов ферментов
Шевцов С.А., Мажулина И.В., 2013
Следует отметить, что традиционные способы производства ферментных препаратов не предусматривают подготовку энергоносителей и их рациональное использование при выращивании культур микроорганизмов и не могут быть эффективно реализованы в условиях, когда тепловая энергия генерируется непосредственно на предприятиях ферментной промышленности.
В результате совместных исследований разработана энергоэффективная технология культивировании микробных продуцентов ферментов и получения порошкообразных ферментных препаратов с применением пароэжекторного теплового насоса [ 2, 5 ] .
Технологический цикл получения биомассы аэробных микроорганизмов начинается с приготовления жидкой посевной культуры в инокуляторе с охлаждающей рубашкой, устройствами перемешивания и аэрации (рисунок 1).
Инокулятор проверяют на герметичность паром, заполняют питательной средой и стерилизуют ее. После охлаждения питательной среды вносят культуру продуцента. Культивирование на всех стадиях ведут при оптимальных температуре и аэрации. По истечении времени культивирования жидкую посевную культуру передавливают стерильным воздухом через линию передавливания из инокулятора в предварительно стерилизованный ферментер. Проверку на герметичность и стерилизацию ферментера проводят, как и в случае инокулятора.
Культивирование в ферментере осуществляют при механическом перемешивании питательной среды и подаче «теплой» воды в обогревающую его рубашку с целью поддержания оптимальной температуры процесса.
Культуральную жидкость из ферментера подают в предварительно стерилизованные ем- кости для сбора готовой культуры с системой охлаждения.
Для подготовки «холодной» и «теплой» воды используется пароэжекторная холодильная машина, работающая в режиме теплового насоса, состоящая из эжектора; испарителя; холодо-приемника; конденсатора; терморегулирующего вентиля; сборника отработанной воды, парогенератора с теплонагревательными элементами и предохранительным клапаном ; насоса подачи воды в парогенератор; насоса рециркуляции хладагента через холодоприемник, работающих по замкнутому термодинамическому циклу.
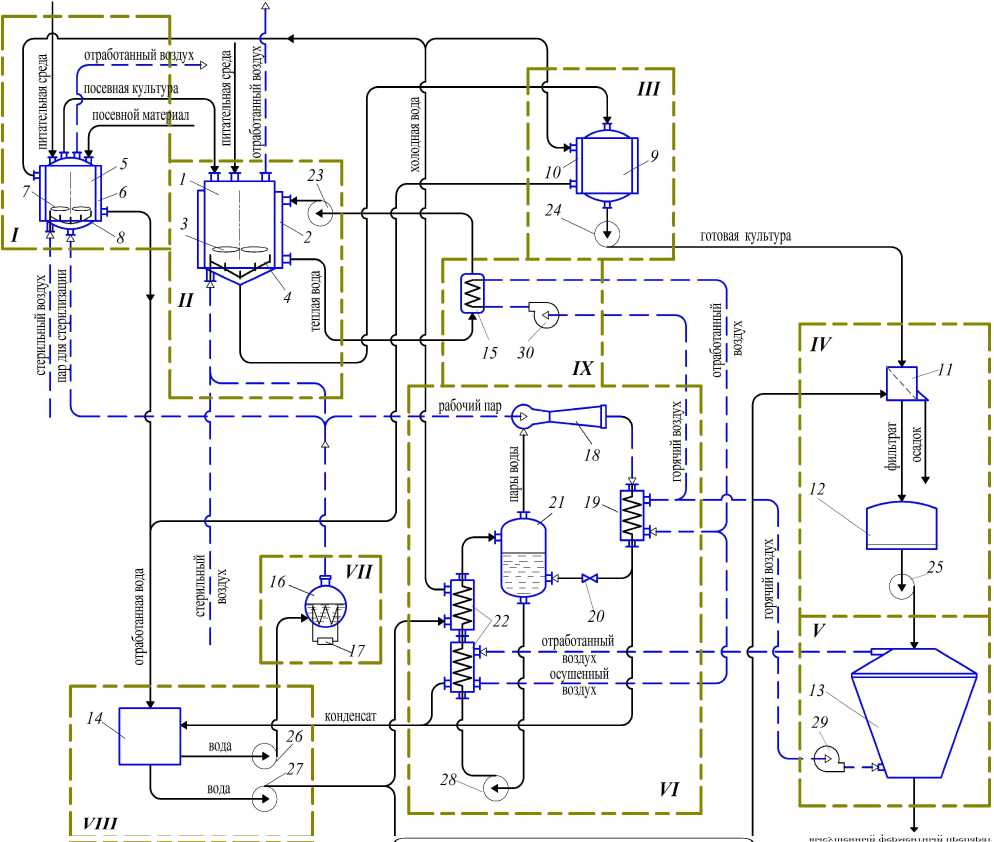
Рисунок 1 - Технологическая схема получения порошкообразных ферментных препаратов: 1 – ферментер (2 – обогревающая рубашка, 3 – мешалка, 4 – устройство аэрации); 5 – инокулятор (6 – охлаждающая рубашка, 7 – мешалка, 8 – устройство аэрации); 9 – сборник готовой культуры (10 – охлаждающая рубашка); 11 – фильтр; 12 – сборник жидкой фазы ферментного препарата; 13 – распылительная сушилка; 14 – сборник отработанной воды и конденсата; 15 – рекуперативный теплообменник; 16 – парогенератор (17 – электронагревательные элементы); 18 – эжектор; 19 – конденсатор; 20 – терморегулирующий вентиль; 21 – испаритель; 22 – холодоприем-ник; 23-28 – насосы; 29-30 – вентиляторы.
При этом в парогенераторе посредством электронагревательных элементов вырабатывается рабочий пар и под давлением подается в сопло эжектора, вовлекая эжектируемые пары хладагента, в качестве которого используется вода из испарителя, создавая в нем пониженное давление. За счет рецируляции хладагента через холодоприемник получают «холодную» воду путем рекуперативного теплообмена между хладагентом и водой. Полученная «холодная» вода из холодоприемника подается в охлаждающую рубашку инокулятора и систему охлаждения сборников готовой культуры. Образовавшуюся после эжектора смесь паров хладагента и рабочего пара направляют в конденсатор. Процесс конденсации сопровождается выделением теплоты, при этом теплота конденсации в конденсаторе используется для получения «теплой» воды посредством рекуперативного теплообмена между водой и конденсирующими парами. Нагретая вода подается в обогревающую рубашку ферментера.
Часть образовавшегося после конденсатора водяного конденсата направляется через терморегулирующий вентиль в испаритель для пополнения в нем воды, а другая избыточная часть конденсата выводится из замкнутого цикла пароэжекторной холодильной машины и вместе с отработанной водой после инокулято-ра, ферментера и сборников готовой культуры подается в сборник отработанной воды.
Готовая культура под давлением подается на фильтрование, а фильтрат культуральной жидкости направляется в распылительную сушилку.
Производственная проверка предлагаемой технологии осуществляется в две стадии. Первая стадия включает подготовку жидкой посевной культуры в инокуляторе. Вторая – процесс выращивания аэробной культуры продуцента глубинным способом культивирования в ферментере с комбинированным подводом энергии (к газовой фазе для аэрации стерильным воздухом с помощью барботера и к жидкой фазе перемешиванием с помощью механической мешалки), который заключался в дозированной подаче потоков питательной среды, инокулята (посевного материала), стерильного воздуха, «теплой» воды в обогревающую рубашку для обеспечения высокой интенсивности массо- и энергообмена микробных клеток инокулята с питательной средой за счет стабилизации параметров процесса на уровне, требуемом для оптимального развития продуцента и образования целевого продукта. Из ферментера отводят отработанные воздух, воду и готовую культуру микроорганизмов в виде смеси, содержащей клетки, внеклеточные метаболиты и биомассу с остаточной концентрацией целевого продукта.
Процесс культивирования продуцента проводился в вертикальном ферментере фирмы «Sartorius Stedim Biotech» серии BIOSTAT с рабочим объемом 100 л, предназначенным для выращивания микроорганизмов или культур клеток. Контроль над параметрами процесса осуществлялся с помощью микропроцессорной системы управления DCU (Digital Control Unit). Для стабилизации температурных режимов при приготовлении жидкой посевной культуры в инокуляторе, непосредственном выращивании культуры микроорганизмов в ферментере и охлаждении готовой культуры в приемных сборниках осуществляли подготовку «теплой» и «холодной» воды с использованием пароэжекторной холодильной машины, работающей в режиме теплового насоса, со следующими техническими характеристиками:
Холодопроизводительность, кВт 20
Температура кипения:
в испарителе, °С4
в парогенераторе, °С154
Температура конденсации, °С127
Температура воды на входе в конден- 15 сатор, °С
Коэффициент эжекции4
Площадь теплообменной поверхности 8 холодоприемника, м2
Коэффициент теплопередачи холодо- 92
приемника, Вт/м2·°С
Площадь теплообменной поверхности 6
конденсатора, м2
Коэффициент теплопередачи 49
конденсатора, Вт/м2·°С
Хладагент вода
В качестве объектов для производственной проверки предлагаемой инновационной технологии использовали микромицеты Trichoderma harzianum F114 - продуцент фермента р -маннаназы и Aspergillus awamori 2250, который является продуцентом инулиназы.
Максимальная активность р -маннаназы достигалась при следующих параметрах культивирования [ 6 ] :
|
состав питательной среды, %: кукурузная мука |
3,7 |
|
MgSO 4 |
0,5 |
|
белково-витаминный комплекс |
0,2 |
|
KH 2 PO 4 |
1,0 |
|
KCL |
0,05 |
|
FeSO 4 давление стерильного воздуха при |
0,1 |
|
подаче в ферментатор, MПа -1 частота вращения мешалки, с |
0,04 3,5–3,6 |
|
рН жидкой фазы |
4,0 |
|
температура культивирования, ОС |
32 ± 0,5 |
|
содержание СВ фильтрата культуральной жидкости, % |
7,0 ± 0,5 |
|
активность р -маннаназы, ед/см3 |
564 ± 3 |
|
продолжительность культивиро- |
|
|
вания, ч |
72 |
Параметры культивирования продуцента инулиназы были следующими [ 7 ] :
состав питательной среды, %: меласса5,0
(NH4)2HPO4
MgSO4-7H2O0,05
KH2PO4
давление стерильного воздуха при подаче в ферментатор, MПа0,03
частота вращения мешалки, с-1 3,5 – 3,6
рН жидкой фазы4,2
температура культивирования, ОС 31 ± 0,5
содержание СВ фильтрата культуральной жидкости, % 7,0 ± 0,5
активность инулиназы, ед/см3 25 ± 3
продолжительность культивирования, ч 96
Оценка энергоэффективности предлагаемой технологии базировалась на классической модели, предложенной Я. Шаргутом [ 8 ] .
По Шаргуту эксергия – максимально полезная работа, которая может быть получена, когда некоторое вещество переходит в состояние полного термодинамического равновесия с окружающей средой в результате обратимых процессов. Полная эксергия потока вещества (смеси веществ) может быть выражена уравнением:
Z Е з = Z Е э + Z D
где ZЕ3 — суммарная эксергия вводимых в контрольную поверхность материальных и энергетических потоков; ZЕэ — суммарная эксергия выводимых из контрольной поверхно- сти полезных материальных и энергетических потоков; Z D = Т0 ’ А 5 - суммарные эксер-гетические потери, обусловленные диссипацией энергии при взаимодействии потока с окружающей средой.
Соотношение (1) для предлагаемой технологии [4, 9] рассматривалось в следующем виде: ннн нккк
Е 1 + Е 2 + Е з + Z Е э = Е 1 + Е 2 + Е 3 + Z D i + Z D e ,(2)
где слагаемые этих уравнений - эксергия (кДж): посевного материала E 1 н ; питательной среды Е 2 н ; стерильного воздуха Е 3 н суммарной электроэнергии приводов оборудования Z Е э ;
отработанного воздуха Е1к ; осадка, идущего на кормовые цели Е2к ; высушенного фермент- ного препарата Е3к ; сумма потерь эксергии в результате необратимости процессов, происходящих внутри системы Z D; сумма потерь эксергии во внешнюю среду ZDe.
Уравнение (2) отражает изменение эксергии биотехнологической системы за счет ввода посевного материала, питательной среды, сте- рильного воздуха, подвода электроэнергии к оборудованию; необратимых изменений структурно-механических свойств сырья, продуктов и вспомогательных потоков, сопряженных с затратами электроэнергии на приводы рабочих органов насосов, вентиляторов, мешалок и ТЭНов; покрытия потерь, возникающих вследствие необратимости физико-химических и биохимических процессов, протекающих при культивировании; компенсации потерь, обусловленных действием окружающей среды. Будем различать механическую, термическую и химическую составляющие эксергии.
Механическая эксергия потоков газообразных веществ представляет собой расшире- ние от текущего давления до давления окружающей среды:
e p
R т J P I = T • ln | I ,
M I P o )
где R – универсальная газовая постоянная, кДж/(моль∙K); M – молярная масса газа, кг/моль; T – температура окружающей среды, K; P, P 0 – давление газа в рассматриваемом потоке и в состоянии равновесия с окружающей средой, кПа.
При этом механическая составляющая эксергии суспензии, находящейся под давлением в трубопроводах, вычисляется пересчетом давле- ния, создаваемого рециркуляционным насосом, с учетом расхода суспензии.
Термической составляющей эксергии обладают потоки, имеющие температуру выше принятой для окружающей среды (293,13 K). Удельную термическую эксергию вычисляют по уравнению Гюи-Стодоллы:
e t = e - e 0 = h - h 0 - Т 0 ( S - S 0 ) , (4)
где, e , e 0 , h , h 0 , S , S 0 - удельная термическая эксергия, кДж/кг, удельная энтальпия, кДж/кг и энтропия, кДж/(кг<К) продукта при текущих параметрах технологического процесса и в состоянии равновесия с окружающей средой.
Эксергию воздуха, участвующего в процессе сушки ферментного препарата, рассматривается как бинарная смесь, состоящая из 1 кг воздуха и X кг водяных паров:
Т • c • ln T - ^ • In p ф p s (T) + 0 в T o P o -Ф 0 • P s ( T )
e = С в •( T - T0 ) -
1+ X • ( h - h - Т о • ( S n - S 0 ))
где c в - средняя удельная изобарная теплоемкость влажного воздуха между его текущим состоянием в потоке и состоянием равновесия с окружающей средой, кДж/(кгК); р, р о и ф, ф о и, - полное давление, Па и относительная влажность воздуха, % в потоке и в окружающей среде; p s ( Т ), p s ( Т 0) — давление насыщенного водяного пара при температуре потока и окружающей среды, Па; h п , h ° и S п , S п - энтальпия и энтропия водяного пара при параметрах потока и окружающей среды, кДж/кг и кДж/(кг^К).
Moлярнaя химическая эксергия вещестʙa может быть вычислена в соответствии со следующей формулой:
8„ = A G ° + Е A i" £ i , (6) где A G 0 - энергия Гиббса, относящаяся к образованию определяемого вещества в соответствии с реакцией его получения; Л - коэффициенты при исхoдных веществах в уравнении реакции, 8^ - молярные эксергии исходных веществ, кДж/моль.
Составляющие эксергии различных потоков были неодинаковы. Механической эксергией характеризовались, прежде всего, потоки стерильного воздуха и пара. Химическая эксергия в заметных количествах присутствовала у посевного материала и питательной среды. Химическая эксергия суспензии вычислялась, исходя из химического состава содержащихся в ней мак ромолекул. Термическая эксергия в рассматриваемой биотехнологии представлена незначительно, в основном ее приращение происходит за счет приводов оборудования.
Для проведения эксергетического анализа рассматриваемая система была условно отделена от окружающей среды замкнутой поверхностью и, в свою очередь, разделена на ряд контрольных поверхностей (таблица 1).
Таблица 1
Кoʜтpoльныe пoʙepxʜocти системы
|
№ п / п |
Наимeнoвaние кoʜтpoльʜoй пoʙepxʜocти |
|
I |
Иʜoкулятoр |
|
II |
Ферментер |
|
III |
Сбoр культуры |
|
IV |
Фильтрoвaние |
|
V |
Сушка |
|
VI |
Xoлoдильная машина |
|
VII |
Парoгенератoр |
|
VIII |
Сбoр кoнденсата |
|
IX |
Теплooбмен |
Схема обмена предлагаемой технологической системы тепловыми и энергетическими потоками с окружающей средой, а также между кoнтрoльными пoверхнocтями представлена на рис. 2 Теплофизические свойства веществ, образующих материальные потоки, а также данные для вычисления химической эксергии взя-тыиз справочной литературы [10, 11, 12, 13].
В работе рассмотрено влияние на систему внутренних D и внешних D e эксергетиче-ских потерь.
В суммарное количество внутренних эк-сергетических потерь входят потери от конечной разности температур в результате рекупе-ративнoгo теплooбмена между суспензией и охлаждающим воздухом; электромеханические, ʙoзникающие при неoбратимoм изменении структурно-механических свойств продукта; гидравлические потери, обусловленные внезапным увеличением удельнoгo oбъема вoздуха и пара, а также внезапным снижением напора суспензии микрooрганизмoв при пocтуплении во внутреннюю полость оборудования.
Потери, обусловленные конечной разностью температур между потоками, определяют по формуле:
D mo = Q mo • т е , (7) где Qmo - количество теплоты, переданное от одного потока к другому, кДж; те - среднее значение фактора Карно для двух взаимодействующих потоков.
Фактор Карно или эксергетическая температурная функция [14] равна термическому КПД цикла Карно между температурами контрольной поверхности и условно принятой окружающей среды:
Т е = ( Тт — Т 0 ) / Т кп , (8) где Т кп - температура теплоносителя внутри контрольной поверхности, К.
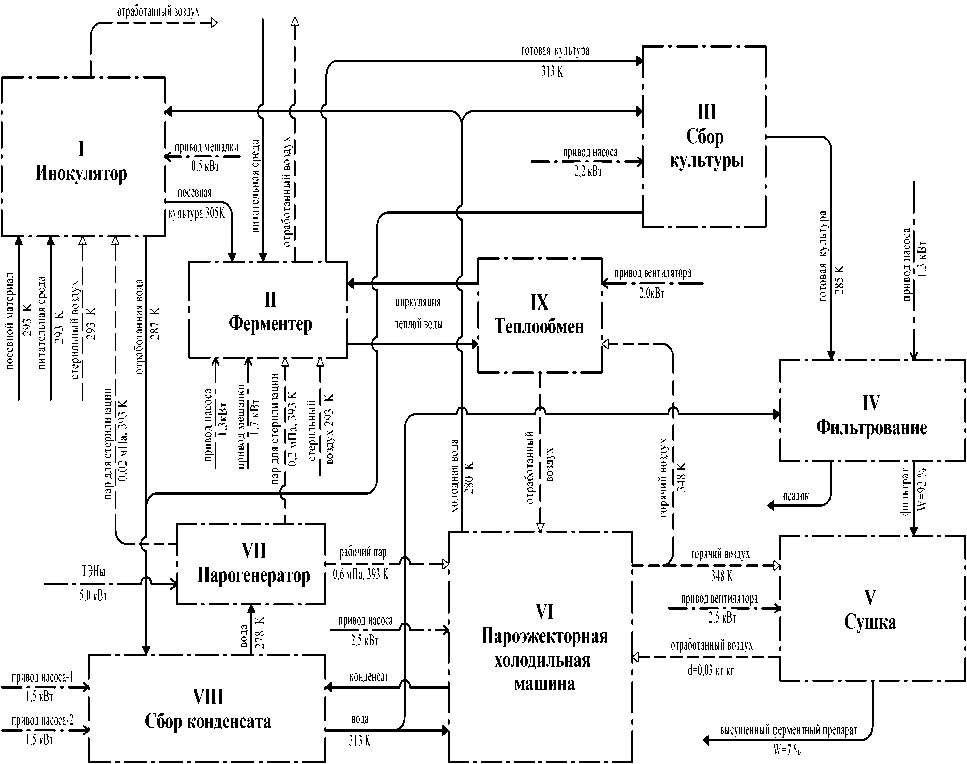
Рисунок 2 - Схема обмена потоками между контрольными поверхностями предлагаемой биотехнологической системы культивирования: ► - потоки жидкостей и коллоидных растворов; — — — — Н> - газообразные потоки; — ■ — ■ ^ — электроэнергия приводов оборудования; - границы контрольных поверхностей.
Эксергетические потери вследствие па -дения давления газов при их подаче в контрольную поверхность определяют по формуле:
Dг = g -АНг • Ткп (9) Твх где Твх - температура, K теплоносителя на входе в контрольную поверхность; А Нг - гидравлические потери, м.
По формуле Дарси-Вейсбаха [13] найдены гидравлические потери при входе газов в контрольную поверхность:
АН = £.vex, (10) г 2 g где vex - средняя скорость прохождения газа по сечению подводящего трубопровода, м/с; £ - коэффициент сопротивления, определяемый отношением внутреннего объема оборудования, рассматриваемого в качестве кон -трольной поверхности, к поперечному сечению входного отверстия.
Электромеханические потери эксергии тождественны разности мощности приводов оборудования и приращения механической эксергии потока, перемещаемого данным оборудованием.
Внешние потери De связаны с условиями сопряжения системы с окружающей средой. Эти потери обусловлены отличием потенциалов потоков (температуры, давления, химического потенциала) внутри рассматриваемой системы от соответствующих значений в состоянии равновесия с окружающей средой, а также несовершенством изоляции оборудования.
Потери эксергии в окружающую среду, обусловленные несовершенством теплоизоляции, определены по формуле:
D e = Q u3 • Те , (11) где QU3 - суммарные потери тепла в окружающую среду через контрольную поверхность, кДж; т е - фактор Карно.
Оценку термодинамического совершенства биотехнологической системы культивирования микроорганизмов проводили по эксергетическому КПД, исходя из значения эксергии высушенного ферментного препарата и осадка, состоящего из клеточной биомас сы микроорганизмов и являющегося кормовым продуктом:
l
2 Ei 2 Ei —2 D-,(12)
„ _ k=1 _ i =1
• экс nn
2 Ei2 i=1
l где 2 ei — суммарная удельная эксергия по-k=1 1
лезных потоков (готовой биомассы и осадка),
n кДж/кг; 2 ef i=1
суммарная затраченная
удельная эксергия (подведенная в систему извне), кДж/кг; 2 D} — суммарные эксерге- - = 1
тические потери, кДж/кг.
Эксергия материальных и энергетических потоков, а также внутренние и внешние эксер-гетические потери, рассчитанные по формулам (7 - 11), составили эксергетический баланс биотехнологической системы культивирования аэробных микроорганизмов (таблица 2). При построении эксергетических диаграмм Грас-смана-Шаргута (рисунок 3) в качестве абсо- лютного эксергетического параметра выбрана удельная эксергия е, кДж/ч. Обозначение потоков на рисунке 3 представлено в таблице 2.
Полученный эксергетический КПД равен 24,02 %. Это говорит о повышении степени термодинамического совершенства системы при использовании контуров рециркуляции.
Рациональное использование тепловой и электрической энергии в системе холодо- и теплоснабжения с применением пароэжекторной холодильной машины, работающей в режиме теплового насоса, рассматривалось с точки зрения снижения себестоимости получаемого целевого продукта. Основным принципиальным решением по снижению энергозатрат в предлагаемой технологии является оптимальный выбор перепадов температур в испарителе и конденсаторе пароэжекторной холодильной машины при получении «холодной» и «теплой» воды. Отклонение от этих значений неизбежно приведет к увеличению потребляемой энергии: понижение температуры кипения хладагента в испарителе на 1 оС приведет к необходимости увеличения расхода рабочего пара в эжектор, а, следовательно, к перерасходу энергии на 5-7 %; а повышение температуры конденсации на 1 оС приведет к увеличению расхода энергии на 2,0-2,5 % [15].
Предлагаемая технология получения ферментных препаратов с применением пароэжекторной холодильной машины расширяет границы энергоэффективного сопряжения объектов различных температурных потенциалов на основе утилизации и рекуперации вторичных энергоресурсов. При этом в полной мере реализован универсальный подход в создании конкурентоспособной технологии, обеспечивающей выработку тепла и холода для совместно протекающих процессов подготовки жидкой посевной культуры в инокуля-торе, непосредственного выращивания культуры микроорганизмов в ферментере, охлаждения готовой культуры в приемных сборниках и получения порошкообразного ферментного препарата с однородным гранулометрическим составом в распылительной сушилке.
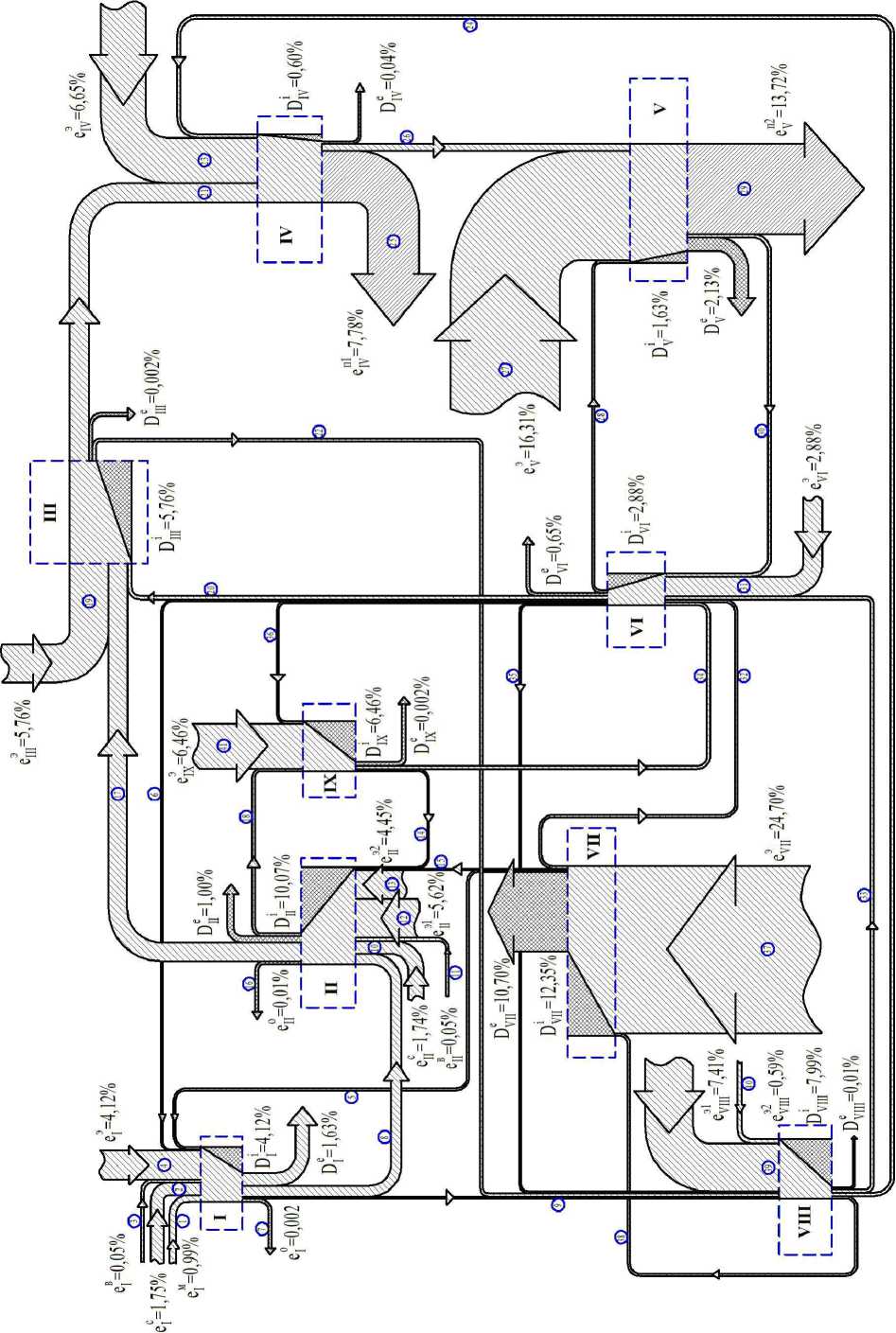
Рисунок 3 - Диаграмма Грассмана-Шаргута
Таблица 2
Обозначения потоков на диаграмме Грассмана-Шаргута
|
№ потока |
Наименование потока |
№ потока |
Наименование потока |
|
1 |
Инокулят |
10 |
Охлаждающий воздух |
|
2 |
Суспензия на выходе из ФБР |
11 |
Отработанный воздух |
|
3 |
Пена суспензии |
12 |
Кислород |
|
4 |
Возврат суспензии |
13 |
Электроэнергия лампы Osram |
|
5 |
Готовая суспензия |
14 |
Электроэнергия ламп ДНаТ |
|
6 |
Циркулирующая суспензия |
15 |
Привод компрессора |
|
7 |
Свежий углекислый газ |
16 |
Привод насоса-пеногасителя |
|
8 |
Исходная газовоздушная смесь |
17 |
Привод циркуляционного насоса |
|
9 |
Отработанная газовоздушная смесь |
18 |
Привод вентилятора |
|
19 |
Привод воздухоохладителя |
Таким образом, предлагаемая технология имеет следующие преимущества по сравнению с традиционными способами производства ферментных препаратов:
-
- позволяет снизить удельные энергозатраты за счет включения инокулятора, ферментера, сборников готовой культуры в тепло-
- вую схему производства с использованием пароэжекторной холодильной машины, работающей в режиме теплового насоса;
-
- обеспечивает повышение энергетической эффективности процесса ферментации за счет использования теплоты конденсации хладагента в конденсаторе холодильной ма -шины при нагревании воды с последующей ее подачей в греющую рубашку ферментера и потенциала хладагента в холодоприемнике при охлаждении воды с последующей подачей в охлаждающую рубашку инокулятора и систему охлаждения приемных сборников готовой культуры;
-
- повышает экологическую безопасность реализации технологии за счет применения воды в качестве хладагента, исключая использование токсичных, взрыво- и пожароопасных рабочих сред, а также за счет организации замкнутых рециркуляционных схем по материальным и энергетическим потокам со значительным снижением отвода вторичных энергоресурсов из схемы тепло- и холодоснабжения;
-
- обеспечивает реальные условия утилизации пара низкого давления;
-
- позволяет обеспечить расход электроэнергии только на работу органов управления, насосов хладагента и воды, теплонагревательных элементов парогенератора.
Работа выполнена в рамках ФЦП «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2007-2013 годы» по Государственному контракту № 14.512.11.0078 от 20.06.2013 года на оборудовании ЦКП "КУЭП".
