Экспериментальное исследование адекватности математических моделей расчета увода оси отверстия при сверлении двухлезвийным сверлом

Автор: Дерябин И.П., Шаламов В.Г., Токарев А.С., Морозов А.В.
Рубрика: Численные методы моделирования
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
В статье представлены результаты серии экспериментов по сверлению отверстий двухлезвийным сверлом. Эти эксперименты были проведены с целью подтверждения адекватности разработанной математической модели, предназначенной для расчета увода оси отверстия. Первым этапом создания математической модели было построение схем срезаемых сечений припусков с учетом погрешности главных углов в плане. Данная методика уже не раз применялась при исследовании подобных процессов обработки отверстий, и она постоянно совершенствуется, добавляются новые параметры, которые раньше не были учтены. Построение схем срезаемых сечений припуска осуществляется в программе Компас 3D. Следующим этапом были разработаны математические формулы, учитывающие особенности обработки отверстий концевым мерным инструментом, такие как погрешности главного угла в плане, амплитуда осевых колебаний инструмента и прочие факторы. Математические формулы были выведены на основании построенных площадей срезаемых сечений припусков. В тексте статьи представлены основные параметры, использованные при проведении экспериментов. Также в статье описаны результаты измерений отклонения осей отверстий высокоточным измерительным оборудованием. Исследование позволяет на практике оценить эффективность разработанной математической модели и ее применимость в практических задачах. Эксперименты были проведены на одинаковых заготовках. При глубоком сверлении, т. е. свыше пяти диаметров отверстия, применялись сверла разного диаметра. Анализ представленных результатов и подтверждение адекватности математической модели позволяет сделать выводы о возможности использования этой модели для оптимизации процессов, а вследствие этого и повышения качества производства в технических отраслях.
Сверло, увод оси, математическая модель, расчет увода оси, разность главных углов в плане
Короткий адрес: https://sciup.org/147253148
IDR: 147253148 | УДК: 621.91.02 | DOI: 10.14529/engin250406
Experimental study of the adequacy of mathematical models for calculating the deflection of the hole axis when drilling with a two-blade drill
This article presents the results of a series of experiments on drilling holes with a doubleedged drill. These experiments were conducted to confirm the adequacy of the developed mathematical model for calculating the deviation of the hole axis. The first step in creating the mathematical model was to construct diagrams of the cut sections of the allowances, taking into account the error in the main angles in plan view. This methodology has been used in previous studies of similar hole processing processes, and it is constantly being improved by adding new parameters that were not previously considered. The construction of the cut sections is carried out in the Compass 3D program. The next step was to develop mathematical formulas that take into account the features of hole processing with a measuring end tool, such as errors in the main angle in plan, the amplitude of axial vibrations of the tool, and other factors. Mathematical formulas were derived based on the constructed areas of the cut sections of the allowances. The article presents the main parameters used in the experiments. The article also describes the results of measuring the deviation of the hole axes using high-precision measuring equipment. This study allows for an empirical assessment of the effectiveness of the developed mathematical model and its applicability in practical tasks. The experiments were conducted on identical workpieces. When drilling deeply, i.e., beyond five hole diameters, using drills of different diameters. The analysis of the presented results and the confirmation of the mathematical model's adequacy allow us to draw conclusions about the possibility of using this model to optimize processes and, consequently, improve the quality of production in technical industries.
Текст научной статьи Экспериментальное исследование адекватности математических моделей расчета увода оси отверстия при сверлении двухлезвийным сверлом
При обработке отверстий в детали серийного производства очень часто достигается удовлетворительная точность диаметрального размера, так как сборка осуществляется селективно, но допуск на прямолинейность оси (данный параметр может иметь особое значение при сборке изделия) далеко не всегда лежит в пределах допуска. В связи с этим возникает необходимость исследования процессов образования отверстий концевыми мерными инструментами.
Математическая модель
Используя разработанную методику [1, 6–8, 12–16] расчета сечений срезаемых при сверлении слоев, где увод оси сверла является следствием возникновения различия сил на режущих лезвиях (рис. 1), был рассмотрен случай получения отверстия в сплошном материале с после- дующим построением схем образования срезаемых сечений припуска. Основные параметры построения: подача S = 0,1 мм/об; диаметр сверла 2,5 мм, материал – сталь 20; главные углы в плане φ1 = 61° и φ2 = 57°.
Δ1 – площадь сечения припуска, срезаемая первым лезвием, Δ2 – площадь сечения припуска, срезаемая вторым лезвием, S – подача.
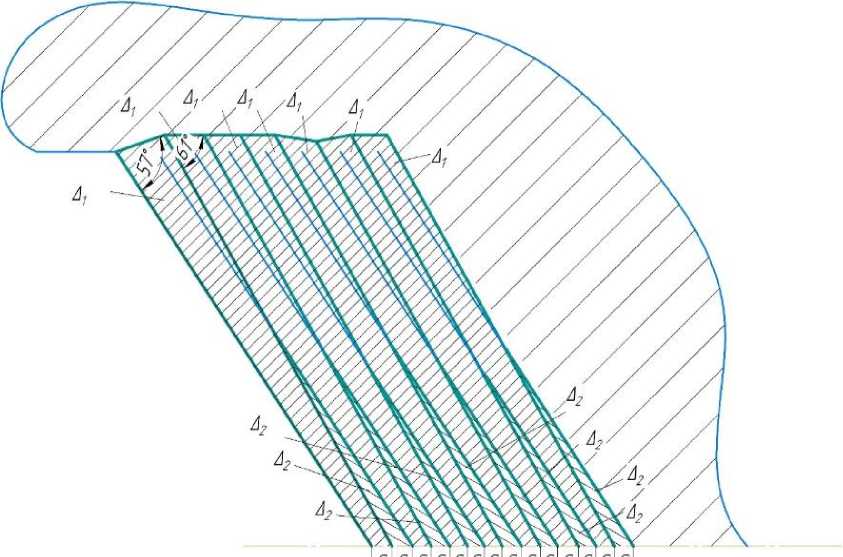
Рис. 1. Схема образования при сверлении сечений срезаемых каждым лезвием слоев для варианта главных углов в плане 57–61°
Fig. 1. Scheme of formation of sections cut by each blade during drilling for the main angles in plan view 57-61 °
За основу была взята формула расчета увода оси отверстия, полученная в работе [3]:
е = Ду Ьон =
^У _ L отв
,
где J – жесткость сверла, Н/м; L отв – длина обрабатываемого отверстия, мм; S – номинальная подача, установленная на станке, мм/об; ∆y – величина увода оси за один оборот инструмента, мм; Рy – величина вектора радиальной составляющей силы резания, Н.
После аналогичных преобразований, использованных в работах [1, 3], была получена формула расчета увода оси отверстия при обработке сверлом:
e
(((t- 1/ 3 0 -t)-(s
in 2S0)
3-D •£ L3
So '
So = S + a - cos(n • (^ — я)) • s in [n • ^
где а – амплитуда осевых колебаний шпинделя станка, мм; n – количество осевых колебаний за один оборот детали или инструмента; Ψ – текущий угол поворота инструмента, град, Е – модуль упругости первого рода, МПа; D – диаметр сверла, мм; L – рабочий вылет сверла, мм; t – глубина резания, мм; φ 1 , φ 2 – главные углы в плане 1-го и 2-го лезвий, град.
Экспериментальное исследование
Для проверки адекватности разработанной математической модели расчета увода оси отверстия при обработке двухлезвийным сверлом были произведены измерения увода оси отверстия после операции – сверление отверстия в сплошном материале [2–5, 9–11]. Предварительно были произведены расчеты увода оси отверстия по разработанной математической модели, а затем, используя эти же данные (режимы резания, главные углы в плане у режущего инструмента и т. п.), были произведены эксперименты. Результаты измерений представлены в табл. 1–5 и в виде гистограмм (рис. 4, 6, 8, 10, 12).
Для данного эксперимента были определены основные параметры.
Выбраны диаметры режущего инструмента – сверла с цилиндрическим хвостовиком: 2,5; 4,5; 7, 10, 13 мм (рис. 2). 2,5–13 мм – это диапазон диаметров отверстий, которые возможно получить без предварительного сверления.
Материал заготовок – сталь 20, количество – 30 шт., диаметр – 20 мм.
Длина заготовок была выбрана таким образом, чтобы получаемое сквозное отверстие было длиной не менее 5D, т. е. глубоким.
Для проведения экспериментальной части был использован комплект сверл из быстрорежущей стали марки HSS, главный угол в плане 59° (см. рис. 2).
Оборудование – станок универсальный 1К62.
Для обработки заготовок были выбраны следующие режимы резания:
-
- S – 0,1 мм/об; V (скорость резания) – 45 м/мин – для диаметров 2,5; 4,5; 7 мм;
-
- S – 0,12 мм/об; V – 48 м/мин – для диаметров 10; 13 мм.

Рис. 2. Набор сверл для проведения экспериментальных исследований
Fig. 2. A set of drills for conducting experimental research

5? 5 A? 4 3? 3 2» 2 1 ’1
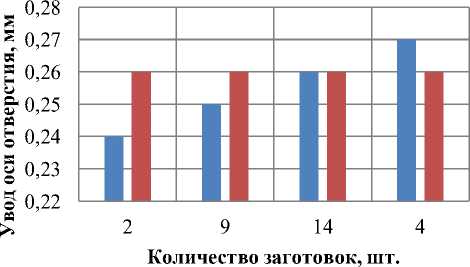
Используя выбранный режущий инструмент в заготовках, были получены отверстия в заготовках, которые показаны на рис. 3, 5, 7, 9, 11. Затем на координатно-измерительной машине произведены измерения увода оси отверстия. Расчетные значения увода оси отверстия также представлены на рис. 4, 6, 8, 10, 12 в виде гистограмм. Увод оси является расчетной (детерминированной) величиной и на гистограммах не изменяется.

Рис. 3. Заготовки с просверленным отверстием диаметром 2,5 мм
Fig. 3. Blanks with a 2.5 mm hole drilled through them
Таблица 1
Результаты измерений увода оси отверстий при обработке сверлом 2,5 мм и глубине сверления 15 мм
Table 1
Results of measurements of the axis deviation of the holes when processing with a 2.5 mm drill and a drilling depth of 15 mm
|
Диаметр сверла 2,5 мм, глубина сверления 15 мм, главные углы в плане 1-я режущая кромка 57°, 2-я режущая кромка 61° |
|||||
|
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
|
1 |
0,30 |
11 |
0,30 |
21 |
0,28 |
|
2 |
0,31 |
12 |
0,29 |
22 |
0,29 |
|
3 |
0,30 |
13 |
0,29 |
23 |
0,30 |
|
4 |
0,27 |
14 |
0,29 |
24 |
0,30 |
|
5 |
0,28 |
15 |
0,29 |
25 |
0,30 |
|
6 |
0,28 |
16 |
0,30 |
26 |
0,29 |
|
7 |
0,29 |
17 |
0,31 |
27 |
0,30 |
|
8 |
0,30 |
18 |
0,30 |
28 |
0,30 |
|
9 |
0,30 |
19 |
0,30 |
29 |
0,29 |
|
10 |
0,31 |
20 |
0,30 |
30 |
0,30 |
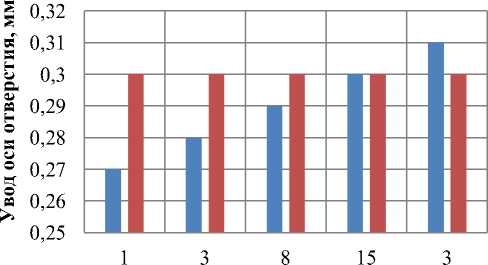
Количество заготовок, шт.
-
■ Измеренный увод оси ■ Расчетный увод оси
Рис. 4. Гистограмма результатов измерений увода оси отверстия в заготовках при обработке сверлом диаметром 2,5 мм
Fig. 4. Histogram of the results of measuring the deviation of the hole axis in the workpieces during drilling with a 2.5 mm drill bit

Рис. 5. Заготовки с просверленным отверстием диаметром 4,5 мм
Fig. 5. Blanks with a drilled hole of 4.5 mm in diameter
Таблица 2
Результаты измерений увода оси отверстий при обработке сверлом 4,5 мм и глубине сверления 25 мм
Table 2
Results of measurements of the axis deviation of the holes when processing with a 4.5 mm drill and a drilling depth of 25 mm
|
Диаметр сверла 4,5 мм, глубина сверления 25 мм, главные углы в плане 1-я режущая кромка 58°, 2-я режущая кромка 60° |
|||||
|
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
|
1 |
0,28 |
11 |
0,27 |
21 |
0,28 |
|
2 |
0,28 |
12 |
0,26 |
22 |
0,27 |
|
3 |
0,28 |
13 |
0,27 |
23 |
0,26 |
|
4 |
0,29 |
14 |
0,28 |
24 |
0,28 |
|
5 |
0,26 |
15 |
0,28 |
25 |
0,28 |
|
6 |
0,28 |
16 |
0,26 |
26 |
0,28 |
|
7 |
0,27 |
17 |
0,28 |
27 |
0,28 |
|
8 |
0,29 |
18 |
0,29 |
28 |
0,29 |
|
9 |
0,28 |
19 |
0,28 |
29 |
0,27 |
|
10 |
0,28 |
20 |
0,27 |
30 |
0,28 |
Количество заготовок, шт.
-
■ Измеренное значение ■ Расчетное значение
Рис. 6. Гистограмма результатов измерений увода оси отверстия в заготовках при обработке сверлом диаметром 4,5 мм
Fig. 6. Histogram of the results of measuring the deviation of the hole axis in the workpieces during drilling with a 4.5 mm drill bit

Рис. 7. Заготовки с просверленным отверстием диаметром 7 мм
Fig. 7. Blanks with a 7 mm diameter hole
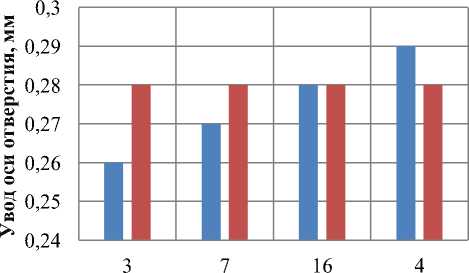
Таблица 3
Результаты измерений увода оси отверстий при обработке сверлом 7 мм и глубине сверления 35 мм
Table 3
Results of measurements of the hole axis deviation during drilling with a 7 mm drill and a drilling depth of 35 mm
|
Диаметр сверла 7 мм, глубина сверления 35 мм, главные углы в плане: 1-я режущая кромка 59°, 2-я режущая кромка 61° |
|||||
|
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
|
1 |
0,25 |
11 |
0,23 |
21 |
0,26 |
|
2 |
0,22 |
12 |
0,25 |
22 |
0,26 |
|
3 |
0,25 |
13 |
0,24 |
23 |
0,26 |
|
4 |
0,23 |
14 |
0,24 |
24 |
0,25 |
|
5 |
0,26 |
15 |
0,25 |
25 |
0,24 |
|
6 |
0,26 |
16 |
0,25 |
26 |
0,25 |
|
7 |
0,25 |
17 |
0,24 |
27 |
0,25 |
|
8 |
0,26 |
18 |
0,24 |
28 |
0,24 |
|
9 |
0,25 |
19 |
0,25 |
29 |
0,25 |
|
10 |
0,24 |
20 |
0,24 |
30 |
0,25 |
Количество заготовок, шт.
-
■ Измеренное значение ■ Расчетное значение
Рис. 8. Гистограмма результатов измерений увода оси отверстия в заготовках при обработке сверлом диаметром 7 мм
Fig. 8. Histogram of the results of measuring the deviation of the hole axis in the workpieces during drilling with a 7 mm drill

Рис. 9. Заготовки с просверленным отверстием диаметром 10 мм Fig. 9. Blanks with a 10 mm diameter hole
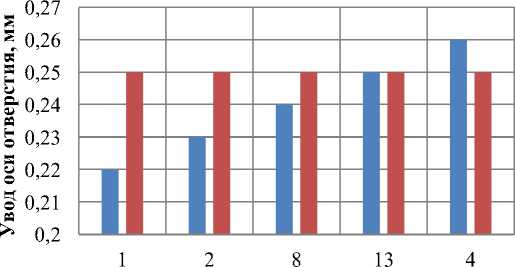
Таблица 4
Результаты измерений увода оси отверстий при обработке сверлом 10 мм и глубине сверления 50 мм
Table 4
Results of measurements of the axis deviation of the holes when processing with a 10 mm drill and a drilling depth of 50 mm
|
Диаметр сверла 10 мм, глубина сверления 50 мм, главные углы в плане: 1-я режущая кромка 57°, 2-я режущая кромка 59° |
|||||
|
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
|
1 |
0,26 |
11 |
0,26 |
21 |
0,25 |
|
2 |
0,26 |
12 |
0,24 |
22 |
0,28 |
|
3 |
0,27 |
13 |
0,26 |
23 |
0,26 |
|
4 |
0,25 |
14 |
0,27 |
24 |
0,26 |
|
5 |
0,25 |
15 |
0,25 |
25 |
0,26 |
|
6 |
0,26 |
16 |
0,25 |
26 |
0,26 |
|
7 |
0,27 |
17 |
0,25 |
27 |
0,26 |
|
8 |
0,24 |
18 |
0,25 |
28 |
0,27 |
|
9 |
0,26 |
19 |
0,25 |
29 |
0,26 |
|
10 |
0,26 |
20 |
0,25 |
30 |
0,26 |
-
■ Измеренное значение ■ Расчетное значение
Рис. 10. Гистограмма результатов измерений увода оси отверстия в заготовках при обработке сверлом диаметром 10 мм
Fig. 10. Histogram of the results of measuring the deviation of the hole axis in the workpieces during drilling with a 10 mm drill

Рис. 11. Заготовки с просверленным отверстием диаметром 13 мм
Fig. 11. Blanks with a 13 mm diameter hole
Таблица 5
Результаты измерений увода оси отверстий при обработке сверлом 13 мм и глубине сверления 75 мм
Results of measurements of the deviation of the axis of the holes when processing with a 13 mm drill and a drilling depth of 75 mm
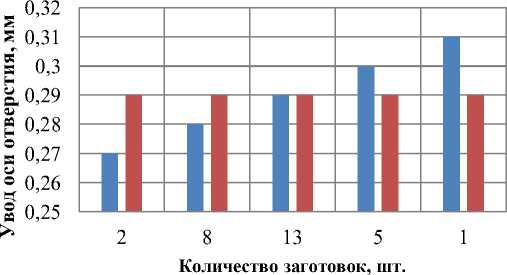
■ Измеренное значение ■ Расчетное значение
Рис. 12. Гистограмма результатов измерений увода оси отверстия в заготовках при обработке сверлом диаметром 13 мм
Fig. 12. Histogram of the results of measuring the deviation of the hole axis in the workpieces during drilling with a 13 mm drill
Table 5
|
Диаметр сверла 13 мм, глубина сверления 75 мм, главные углы в плане: 1-я режущая кромка 58°, 2-я режущая кромка 59° |
|||||
|
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
№ заготовки |
Увод оси отверстия, мм |
|
1 |
0,29 |
11 |
0,29 |
21 |
0,29 |
|
2 |
0,29 |
12 |
0,29 |
22 |
0,30 |
|
3 |
0,31 |
13 |
0,29 |
23 |
0,29 |
|
4 |
0,27 |
14 |
0,29 |
24 |
0,28 |
|
5 |
0,28 |
15 |
0,27 |
25 |
0,30 |
|
6 |
0,28 |
16 |
0,28 |
26 |
0,30 |
|
7 |
0,28 |
17 |
0,29 |
27 |
0,28 |
|
8 |
0,28 |
18 |
0,30 |
28 |
0,29 |
|
9 |
0,28 |
19 |
0,29 |
29 |
0,30 |
|
10 |
0,29 |
20 |
0,29 |
30 |
0,28 |
Заключение
По полученным данным можно сделать вывод, что максимальная разница между расчетным значением увода оси (показаны на гистограммах рис. 4, 6, 8, 10, 12) и полученным экспериментально по этим же параметрам не превышает 10 %. Следовательно, разработанная математическая модель расчета увода оси отверстия при сверлении двухлезвийным сверлом адекватна [17– 20]. В данной статье рассматривалась проверка адекватности в первом приближении, данная методика применяется в научных работах В.И. Гузеева, А.М. Розенберга, В.П. Когаева, В.П. Шаламова и др., т. е. определялась оценка сверху – не превышает 10 %, которая укладывается в допустимые значения, рекомендуемые в теории резания технологии машиностроения. Для уточнения адекватности будет проведена статистическая обработка.
