Экспериментальное определение увода оси отверстий при обработке зенкером с МНП

Автор: Дерябин Игорь Петрович, Токарев Артем Сергеевич, Лопатин Борис Александрович
Рубрика: Технология
Статья в выпуске: 1 т.20, 2020 года.
Бесплатный доступ
В данной статье рассматривается разработанная математическая модель, учитывающая погрешности заточки и сборки режущих лезвий инструмента - зенкера с многогранными неперетачиваемыми пластинами (МНП). Это позволяет определить фактические площади срезаемых сечений припуска каждым лезвием и рассчитать действующие на них силы резания. Равнодействующая сил резания приводит к поперечным смещениям оси инструмента во время обработки отверстия. Математическая модель дает возможность определять погрешности обработки отверстий (увод оси, разбивку и точность формы) зенкером с МНП. Для проверки адекватности математической модели проведены натурные эксперименты на заготовках из различных материалов. Разработана методика проведения натурного эксперимента. Выбраны рекомендуемые режимы резания и зенкер с тремя лезвиями. Обработка производилась на обрабатывающем центре ММ800 Fanuc. Используя современные средства автоматизации - систему Renishaw и аддитивные технологии с применением 3D-сканера Range Vision Spectrum, произведено измерение увода оси отверстия после обработки зенкером с МНП. Данное устройство позволяет получить требуемый результат в очень короткие сроки. Для замера увода оси отверстия был использован компактный датчик, позволяющий получить очень точные результаты. Подставив данные обработки детали в математическую модель, получили расчетные значения (теоретические) увода оси отверстия при обработке для опытных образцов. Произведено сравнение теоретических результатов и результатов проведения натурного эксперимента. Сравнив полученные теоретические результаты - результаты математической модели и результаты проведения натурного эксперимента, сделали вывод об адекватности разработанной математической модели и возможности применения ее в производстве технологами при разработке и компьютерной отладке технологических процессов.
Зенкер с мнп, математическая модель, натурный эксперимент, обработка отверстий
Короткий адрес: https://sciup.org/147233473
IDR: 147233473 | УДК: 621 | DOI: 10.14529/engin200107
Experimental determination of the hole axis deflection when working with a countersink with carbide blades
This article discusses the developed mathematical model that takes into account the errors of sharpening and assembling the cutting blades of a countersink tool with carbide blades. This allows you to determine the actual area of the cut sections of the allowance for each blade and calculate the cutting forces acting on them. The resultant cutting forces leads to lateral displacements of the axis of the tool during machining of the hole. The mathematical model makes it possible to determine the errors of processing holes (axis retraction, split and shape accuracy) with a countersink with a carbide blades. To check the adequacy of the mathematical model, full-scale experiments were performed on blanks made of various materials. The method of conducting a full-scale experiment was developed. Recommended cutting modes and a countersink with three blades are selected. Processing was performed at the MM800 Fanuc processing center. Using modern automation tools - the Renishaw system and additive technologies using the Range Vision Spectrum 3D scanner, the drift of the hole axis was measured after processing with a vertical drill with carbide blades. This device allows you to get the desired result in a very short time. A compact sensor was used to measure the deflection of the hole axis, allowing for very accurate results. Substituting the part processing data into the mathematical model, the calculated values (theoretical) of the hole axis withdrawal during processing for the prototypes are obtained. The theoretical results and the results of the field experiment are compared. Comparing the obtained theoretical results - the results of a mathematical model, and the results of a full-scale experiment, it was concluded that the developed mathematical model is adequate and can be used in production by technologists in the development and computer debugging of technological processes.
Текст научной статьи Экспериментальное определение увода оси отверстий при обработке зенкером с МНП
Разработана математическая модель (1), которая учитывает фактические значения площадей срезаемых каждым лезвием сечений припуска Δ1, Δ2 и Δ3, возникающих из-за погрешностей заточки и сборки лезвий зенкера с многогранными неперетачиваемыми пластинами (МНП) [1, 2]. Это приводит к различным значениям сил резания, действующих на каждое лезвие, и к поперечным смещениям оси инструмента во время обработки отверстия. Следствием этого является разбивка (разница между диаметрами обработанного отверстия и инструмента) и увод оси отверстия [3–7]. Для проверки адекватности математической модели были проведены натурные и компьютерные эксперименты.
41 = (' pitu^zs : ^ • g + (tg(90 - ф1) • „1W _ 4^.
■ А2 = (P~" ~1"""" Z"^ • [ | + 1 + tgt^ - Ф 1 ) • (р2(Ф + 120 » ) -"~)]. (1)
A3 = ( . .^^ • [($ - ( 25 + т) + 1 ) + tg(V3 - ф2) • (р3(ф + 240 » ) - 2 ? )].
где Δ1, Δ2, Δ3 – площади сечения припуска срезаемых соответственно 1, 2 и 3-м лезвиями зенкера; ρ1(ψ), ρ2(ψ + 120°), ρ3(ψ + 240°) – радиус-векторы соответственно 1, 2 и 3-го лезвий зенкера;
ψ – текущий угол поворота зенкера вокруг своей оси; φ1, φ2, φ3 – главные углы в плане соответственно 1, 2 и 3-го лезвий зенкера с учетом погрешностей заточки или уст а новки лезвий; S – подача инструмента; d 0 – диаметр отверстия в заготовке.
Радиальные составляющие сил резания Р1, Р2 и Р3, действующие на каждое лезвие зенкера, определяются по зависимостям [8–11]:
Р1 = Δ1 К1, Р2 = Δ2 К2, Р3 = Δ3 К3, (2) где К1, К2 и К3 – коэффициенты пропорциональности сил резания площад я м срезаемых сечений, учитывающие свойства обрабатываемого и инструментального материалов, геометри ю режущей части инструмента и др. [12, 13].
Как показали исследования [1, 2], основной причиной возникновения увода оси отверстия являются осевые биения инструмента, возникающие от осевых колебаний ш пинделя с т анка. Это приводит к колебаниям подачи S , которая будет изменяться по следующей зависимост и
S = S0 ΔS cos(ψ), (3) где S0 – номинальное значение подачи инструмента; ΔS – амплитуда колебаний подачи или шпинделя станка.
Сравнение расчетных значений площадей срез а емых сечений (1) показало, что на разных лезвиях величина площадей Δ1, Δ2 и Δ3 может различаться до 25 раз. Следовательно, и силы резания (2) будут различаться во столько же раз.
Поскольку Р1 ≠ Р2 ≠ Р3, то возникает результи р ующая сила Σ P, приводящая к поперечным смещениям зенкера, т. е. к уводу оси отверстия. Ре з ультирующая сила [14–19] определяется за каждый оборот инструмента по правилам сложения в екторов (рис. 1). Увод оси отверстия Δу определяется по формуле
ДУ = j , (4)
где j – жесткость инструмента.
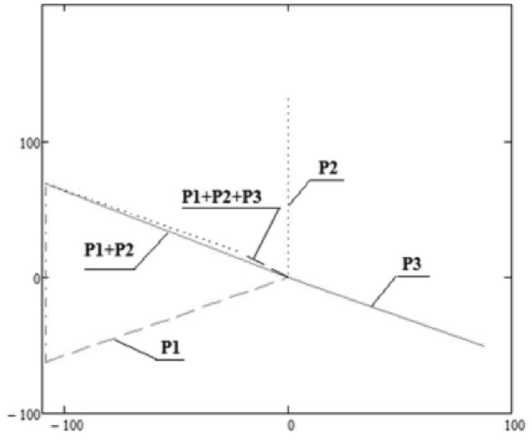
Рис. 1. Сложение векторов сил резания
Для проведения экспериментов выбран трехлезвийный зенкер с МНП (рис. 2), обработка производилась на обрабатывающем центре ММ800 Fanuc [20]. Измерения обработанных де т алей производилось:
-
1) в системе Renishaw с т очностью позиционирования п о осям X, Y, Z – ± 0,005 мм, повторяемость X, Y, Z – ± 0,003 мм;
-
2) с применением аддитивных технологий на основе 3D-сканера производителя Range Vision Spectrum (рис. 3), это сканер высокого разрешения, работает по принципу структурированного света. Погрешность его сост а вляет 0,001 мм для деталей до 300 мм п ри измере н ии линейных и диаметральных размеров.
Эксперимент заключался в обработке заготовок (рис. 4) из стали 40Х, алюминия АМЦ и нержавеющей стали 12Х18Н9.
Методика проведения натурного эксперимента следующая:
-
• Сверлится сквозное отверстие в металле.
-
• Зенкером с МНП производится чистовая обработка отверстия.
-
• Во время обработки отверстия зенкером с МНП производится мгновенный остан о в станка.
-
• Производятся замеры увода оси отверстия в системе Renishaw.
-
• Производятся замеры с помощью 3D-сканера.
Основные параметры проведения эксперимента показаны в табл. 1.
После обработки образцов деталей были произве д ены замеры увода оси отверстия.
Схема замеров в системе Renishaw с применением компактного датчик а показана на рис. 5.
Параметры эксперимента
Таблица 1
|
№ детали |
Материал |
Параметры обработки |
|
1, 2 |
Сталь 40Х |
– диаметр сверла – 18,5 мм; – диаметр зенкера – 20 мм; – частота вращения инструмента – 300 об/мин; – подача инструмента S = 0,12 мм/об; – глубина обработки – 8 мм |
|
3, 4 |
Алюминий АМЦ |
|
|
5, 6 |
Сталь 12Х18Н9 |

Рис. 2. Зенкер с тремя МНП

Рис. 3. Range Vision Spectrum

Рис. 4. Обработанные заготовки
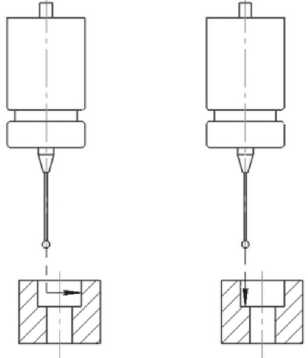
Рис. 5. Схема контроля системой Renishaw
Далее производились замеры с помощью 3D-сканера. Данный 3D-сканер, направляет проекцию световой сетки непосредственно на объект, деформация этого рисунка и представляет собой модель сканируемого предмета. Сетка проецируется на объект с помощью жидкокристаллического проектора или другого постоянного источника света. Камера, расположенная чуть в стороне от проектора, фиксирует форму сети и вычисляет расстояние до каждой точки в поле зрения. 3D-сканеры создают облако точек, которые могут напрямую использоваться для измерений или визуализации в области архитектуры и конструирования. Покажем основные этапы измерения увода оси отверстия.
Каждую деталь проверили на увод оси отверстия в области работы зенкера в ПО GeomagicX. Выполняем разбиение на области, для того чтобы разобрать скан детали на элементы. Разбиение показано на рис. 6.
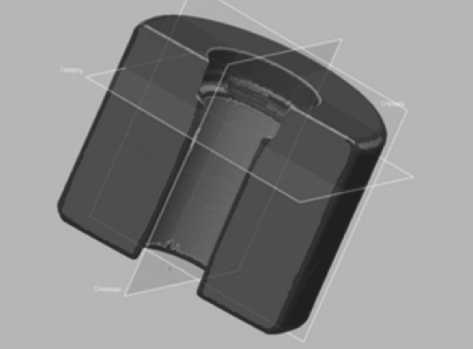
Рис. 6. Разбиение на области
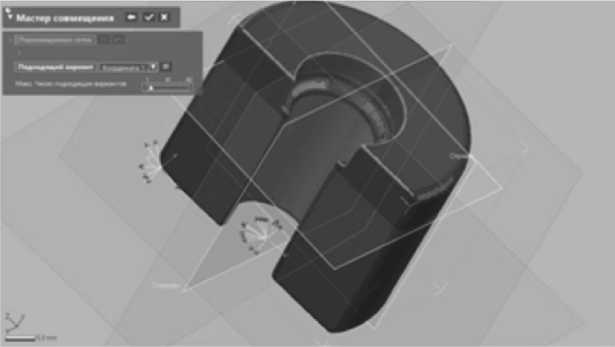
Рис. 7. Выравнивание детали
Следующий этап – это выравнивание детали относительно системы координат (рис. 7).
Далее выполняем 2 эскиза для определения центра окружности и диаметра. Потом с помощью измерения мы можем определить увод центра относительно двух эскизов отверстий (рис. 8).
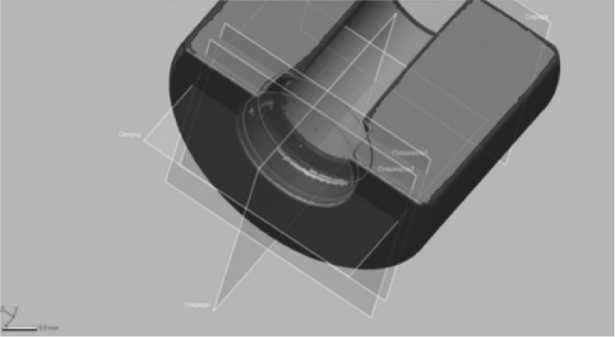
Рис. 8. Выполнение 2 эскизов
Затем выполняем измерение увода оси отверстия обработанного зенкером с МНП по координате (рис. 9).
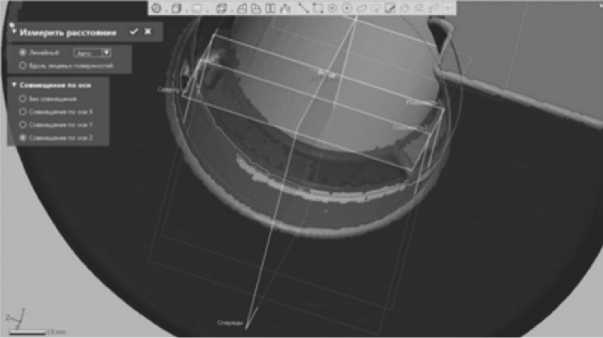
Рис. 9. Измерение увода оси по Z
Аналогично произведем измерение по координате Y. Далее определяется результирующее значения увода оси отверстия.
Используя математическую модель (1) и разработанную на ее основе компьютерную модель, выполнили компьютерные эксперименты. Исходными данными компьютерных экспериментов были параметры обработки (см. табл. 1). В результате были получены теоретические результаты увода оси отверстия.
Результаты натурных и компьютерных экспериментов приведены в табл. 2.
Таблица 2
Сравнение результатов увода оси отверстий
|
№ детали |
Увод оси отверстия, мм |
||
|
Математическая модель |
Renishaw |
3D-сканер |
|
|
1 |
0,01592 |
0,016 |
0,016 |
|
2 |
0,0124 |
0,0125 |
0,013 |
|
3 |
0,0214 |
0,0216 |
0,022 |
|
4 |
0,00447 |
0,005 |
0,005 |
|
5 |
0,009 |
0,009 |
0,01 |
|
6 |
0,01147 |
0,0115 |
0,012 |
Заключение
Сравнивая полученные расчетные значения с экспериментальными (табл. 2), видим, что разница между ними не более 2 %. Следовательно, данная математическая модель адекватна и ее можно использовать технологам при проектировании и компьютерной отладке технологических процессов обработки отверстий зенкерами с МНП [16–20].
Список литературы Экспериментальное определение увода оси отверстий при обработке зенкером с МНП
- Khilkevich Y. The Simulation of Hole's Handling for a New Knowledge Base in Intellectual Systems. 29th International Conference on Metalworking: Proceedings. Haifa (Israel): Technion, 2003, 12 p.
- Deryabin I.P., Tokarev A.S. Specifics of Reaming Allowances of Different Materials with Indexable Throw-Away Inserts. Lecture Notes in Mechanical Engineering, 2018, pp. 1475–1482.
- Deryabin I.P. Designing, Debugging and Diagnostics of Technological Processes in the CAM. Journal of Mechanical Engineering, 2008, no. 1, pp. 43–48.
- Guzeev, V.I., Pimenov D.Y. Utting force in face milling with tool wear. Russian Engineering Research, 2011, vol. 31, no. 10, pp. 989–993.
- Biermann Dirk, Sacharow Alexei, Wohlgemuth Klaus Simulation of the BTA Deep-Hole Drilling Process. Production Engineering Res. Devel, 2009, pp. 339–346.
- Weinert Klaus, Weihs Claus, Webber Oliver, Raabe Nils. Varying Bending Eigenfrequencies in BTA Deep Hole Drilling: Mechanical Modeling Using Statistical Parameter Estimation. Production Engineering Res. Devel, 2007, pp. 127–134.
- Guzeev V.I. [Improving the Productivity of Multi-Tool Processing on CNC Turning Semiautomatic Machines]. Science Intensive Technologies in Mechanical Engineering, 2013, no. 12 (30), pp. 34–40. (in Russ.)
- Pimenov D.Y., Guzeev V.I., Koshin A.A. Influence of cutting conditions on the stress at tools rear surface. Russian Engineering Research, 2011, vol. 31, no. 11, pp. 1151–1155.
- Pestov S.P., Mazein P.G. [Strategies for Ensuring Accuracy in Hole Processing]. Vestnik mashinostroeniya, 2007, no. 4, pp. 31–34. (in Russ.)
- Guzeev V.I., Pimenov D.Yu. [Mathematical Modelingof the Cutting Force During Face Milling with Account for Tool Wear]. Vestnik mashinostroeniya, 2011, no. 10, pp. 70–75. (in Russ.)
- Dalsky A.M. etc. (Eds.) Spravochnik tehnologa-mashinostroitelja[Reference TechnologistMechanical Engineer]. Moscow, Mashinostroenie Publ., 2001, vol. 2. 943 p.
- Guzeev V.I., Batuev V.A., Surkov I.V. Rezhimy rezanija dlja tokarnyh i sverlil'no-frezernorastochnyh stankov s chislovym programmnym upravleniem: spravochnik[Cutting Modes for Turning and Drilling-Milling-Boring Machines with NumericalControl: reference book]. 2nd ed. Moscow, Mashinostroenie Publ., 2007. 368 p.
- Guzeev V.I. [Improving the Efficiency of Integrated Technological Processes at the Design and Implementation Stages]. Science Intensive Technologies in Mechanical Engineering, 2014, no. 7 (37), pp. 36–41. (in Russ.)
- Koshin A.A., Nurkenov A.Kh. Proyektirovaniye intellektual'nykh tsiklov shlifovaniya dlya stankov s CHPU[Design of Smart Grinding Cycles for Numerically Controlled Machine Tools]. 7th International Conference on Information Technologies in Industry, 2012, pp. 169–170. (in Russ.)
- Kirsanov S.V., Grechishnikov V.A., Skhirtladze A.G., Kokorev V.I. Instrumenty dlja obrabotki tochnyh otverstij[Tools for Processing Precise Holes]. Moscow, Mashinostroenie Publ., 2003. 329 p.
- Pestov S.P., Mazein P.G. [Accuracy of Setting Up CNC Machines for Processing Holes]. STEEN, 2006, no. 11, pp. 5–9. (in Russ.)
- Akintseva A.V., Pereverzev P.P., Ardashev D.V. [Power Model of the Internal Grinding Process]. STEEN, 2019, no. 11, pp. 34–37. (in Russ.)
- Ardashev D.V., Guzeev V.I. Algorithmic Model of the Continuum Design of Grinding. Russian Engineering Research, 2016, vol. 36, no. 11, pp. 979–981.
- Shalamov V.G., Topolov D.Yu. [The Relationship of the Oscillation Amplitude with the Parameters of the Force Perturbation during Milling]. Metalloobrabotka, 2017, no. 3, pp. 17–20. (in Russ.)
- Pimenov D.Y., Guzeev V.I., Koshin A.A., Pashnyov V.A. Modal Analysis of the Dynamic Characteristics of a Numerically Controlled Woodworking Center. Russian Engineering Research, 2015, vol. 35, no. 1, pp. 64–68.
