Экструдирование зернового сырья с использованием процесса рекуперации пара

Автор: Степанов В.И., Иванов В.В., Шариков А.Ю., Амелякина М.В., Поливановская Д.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 3 (81), 2019 года.
Бесплатный доступ
Преимуществом экструзионного процесса переработки сельскохозяйственного сырья в продукты питания и корма перед традиционными технологиями является высокая удельная производительность, энергоэффективность и универсальность использования. Наличие большого количества факторов управления и влияния на качество сырья, таких, как режимные параметры и конструктивные элементы, делают экструзию сложновоспроизводимым процессом при масштабировании или переходе с одной установки на другую. Но этот аспект является причиной максимальной гибкости систем экструдирования и возможности постоянного их совершенствования. Одним из путей развития экструзионнй технологии является совершенствование техники и конструкционных решений в области энергосбережения. Проведены исследования процесса термопластической экструзии помола пшеницы с использованием рекуперации теплоты пара, генерируемого специальной конфигурацией элементов шнеков и его дегазации с подачей в перерабатываемый материал. Для решения поставленной цели использовался модернизированный экструдер Werner&Phleiderer Continua 37, дополненный разработанным рекуперативным узлом и паропроводом...
Экструзия, сельскохозяйственное сырье, рекуперация пара, удельный расход электроэнергии, технологические свойства
Короткий адрес: https://sciup.org/140246386
IDR: 140246386 | УДК: 664.696 | DOI: 10.20914/2310-1202-2019-3-17-22
Cereal extrusion with steam recuperation process
The extrusion process advantage of agricultural raw materials processing into food and feed over traditional technologies is the high specific productivity, energy efficiency and versatility of use. The presence of a large number of control factors and influence on the raw materials quality, such as operating parameters and structural elements, make extrusion a difficult reproducible process when scaling or moving from one installation to another. But this aspect is the reason for the maximum flexibility of extrusion systems and the possibility of their continuous improvement. One of the ways for the extrusion technology development is the improvement of equipment and design solutions in the field of energy saving. Investigations of the thermoplastic extrusion process of wheat grinding with the application of the recovery of steam heat generated by a special configuration of screw elements and its degassing with the feeding into the processed material were carried out in the work...
Текст научной статьи Экструдирование зернового сырья с использованием процесса рекуперации пара
Экструзия различных видов и смесей сельскохозяйственного сырья при получении пищевых и кормовых продуктов является весьма энергоемким процессом. Удельное энергопотребление в зависимости от рецептурного состава и режимов экструзии находится в пределах от 0,12 до 0,18 кВт×ч/кг, а в отдельных случаях до 3 кВт×ч/кг продукции [1–3]. Диссипация механической энергии в тепловую осуществляется благодаря деформаций сдвига, сжатия перерабатываемого материала и силам трения его о поверхности рабочих органов экструдера и, прежде всего, вращающихся шнеков, обеспечивающих глубокую трансформацию перерабатываемого материала за счет механического и теплового воздействия. Тепловая энергия сообщается перерабатываемому материалу также от прямого впрыска пара или воды во время обработки, в том числе в процессе предконди-ционирования [3]. Вместе эти два источника энергии способствуют глубокой физико-химической трансформации сельскохозяйственного сырья. При этом важным фактором экструзионной переработки является влажность материала, существенно влияющая на режимные параметры, в том числе удельные энергозатраты и качество получаемой продукции.
Технические инновации в конструкции экструдеров являются одним из направлений совершенствования экструзионной технологии пищевых продуктов и кормов [4]. Разработан шнек энергосберегающего пресс-экструдера, витки которого совместно с зеером образуют канал, имеющий форму сегментной части цилиндра с переменной высотой сегмента по длине канала, что исключает ударную нагрузку и обеспечивает уменьшение затрат энергии на 13–15% [5]. Предложена технологическая схема зоны подачи пресс-экструдера, которая за счет увеличения осевого давления и улучшения прохода материала в зону сжатия позволяет снизить энергоемкость экструдирования с 66 до 55 кВт×ч/т при производстве кормов [6].
В термопластической экструзии повышение температуры в камере экструдера в большей степени зависит от механической энергии, передаваемой материалу через вращающиеся шнеки. Рост температуры процесса переработки сырья или повышение степени конверсии сырья также может обеспечиваться за счет дополнительного электронагрева [1], предкондиционированием или прямым впрыскиванием пара в сырье [7]. Увеличение удельной тепловой энергии путем прямого впрыска пара в предкондиционере снижает удельную механическую энергию, необходимую для желатинизации крахмала и формирования и структурирования гранул экструдата. Более высокая удельная тепловая энергия приводит к увеличению общей удельной энергии, повышению степени желатинизации крахмала, коэффициента расширения гранул и переваримости продукта in vitro [8].
Подача пара в экструдер способствует процессу экструзионной варки. Использование такого дополнительного источника тепловой энергии приводит к увеличению производительности, большей устойчивости к высоким уровням содержания жира в составах и снижению требований к большим приводным двигателям [9, 10].
Оба источника энергии, электрической и тепловой, в процессе экструзии в некоторой степени взаимозаменяемы. При меньших энергозатратах на генерацию одного киловатта в виде пара экономически выгодно максимально использовать его энергию.
Разработаны конструкции экструзионных машин и способы получения продуктов питания и кормов для животных с низким удельным расходом механической энергии по сравнению с обычными системами. Новая технология предусматривает введение очень высоких уровней пара в камеру экструдера во время обработки, что одновременно уменьшает затраты удельной механичекой энергии, необходимые для достижения желаемого уровня варки продукта. Корма для домашних животных могут быть изготовлены с затратами удельной механической энергии до 18 кВт×ч/т, корма для аквакультуры – до 16 кВт/т [11].
Кроме того, другим способом экономии при сохранении качества продукта и перераспределении затрат электрической и тепловой энергии при экструдировании является использование систем рекуперации пара.
Цель исследования – изучение возможности разработки энергосберегающей технологии экструзии с рационализацией теплообменных процессов на основе частичной рекуперации и возврата пара в камеру экструдера.
Материалы и методы
установка по отбору пара. Скорость вращения шнеков была постоянной и составляла 240 мин-1. Рекуперативный процесс, возврат пара для обогрева сырья, при экструдировании осуществлялся при открытом регулирующем вентиле 9. При закрытом вентиле экструдирование осуществлялось в штатном режиме без рекуперации стием в камере экструдера, где размещена тепла пара.
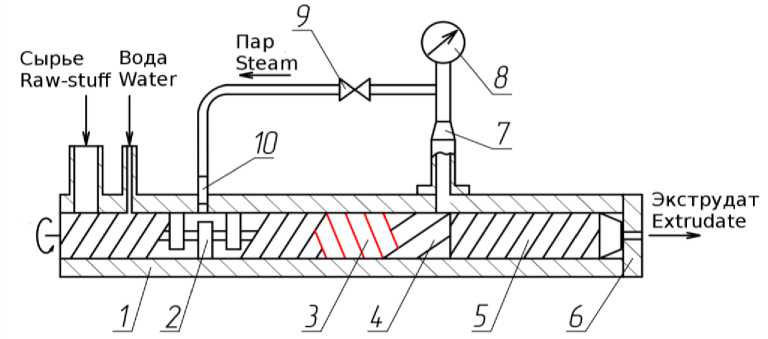
Рисунок 1. Конструктивно-технологическая схема экструзионного процесса с рекуперацией теплоты пара: 1 – экструзионная камера; 2 – смесительные элементы; 3 – реверсивные элементы; 4 – транспортирующие элементы с увеличенным шагом; 5 – транспортирующие элементы; 6 – матрица; 7 – расширительная камера; 8 – манометр; 9 – вентиль; 10 – форсунка
Figure 1. Structural-technological scheme of the extrusion process with steam heat recovery: 1 – extrusion barrel; 2 – mixing screw elements; 3 – reverse screw elements; 4 – transporting screw elements with increased pitch; 5 – transporting screw elements; 6 – extrusion die; 7 – expansion chamber; 8 – manometer; 9 – valve; 10 – injector
Удельный расход электроэнергии SME расчитывали в соответствии с выражением [13]:
SME = " X W X M ,
П max X Q X 100 где n – скорость вращения шнеков, мин-1; n mах – максимальная установленная для экструдера скорость вращения шнеков, мин-1; W – мощность электропривода экструдера, кВт; М – нагрузка на привод,%; Q – производительность экструдера, кг/ч.
Исследования проведены в трех повторностях. Результаты представлены в виде средних значений ± среднеквадратичное отклонение.
Достоверность различий средних проводили методом дисперсионного анализа с применением апостериорного анализа по критерию Тьюки при p < 0,05 с использованием пакета программ Statistica 6.0.
Результаты и обсуждение
В процессе термоплатического экструди-рования температура перерабатываемой массы сырья устанавливается в зоне реверсивных элементов шнеков. В этой зоне возникают максимальные термомеханические воздействия на перерабатываемое сырье. Здесь же образуется перегретая вода при высоких температурах и давлении. За счет перемещения влагосодержащей массы шнеками в зону транспортирующих элементов с увеличенным шагом, где их свободный объем больше свободного объема зоны реверсивных элементов, происходила мгновенная декомпрессия, вскипание влаги при давлении 0,2–0,4 Мпа. Генерируемый пар через расширительную камеру по паропроводу возвращался в начальную зону экструзионной камеры со смесительными элементами шнеков. Рекуперативный пар, поступающий в начальную зону камеры, должен обеспечивать предварительную термическую обработку сырья.
Влияние подачи воды на расход электроэнергии на экструдирование при постоянной производительности представлено на рисунке 2. Установлено, что при экструдировании с рекуперацией теплоты пара нагрузка и удельные затраты электроэнергии сокращаются на 10–17% по сравнению со штатными режимами при различных значениях влагосодержания перерабатываемого помола пшеницы. При снижении влагосодержания сырья нагрузка на процесс экструзии возрастает как без, так и с рекуперацией теплоты пара.
В таблице 1 приведены данные по изменению свойств экструдатов в зависимости от режимов экструдирования. Анализ полученных данных показывает, что для большинства технологических параметров экструдатов рекуперация пара является значимым показателем их изменения за исключением показателя растворимости. Влажность экструдатов с минимальной подачей воды без рекуперации составила 3,8%, с рекуперацией – 5,0%. Увеличение общего вла-госодержания в камере экструдера повышает влажность экструдатов для обоих режимов, для рекуперативного – 7,1%, без рекуперации – 5,3%. Снижение коэффициента взрыва и увеличение насыпной плотности с увеличением подачи влаги в камеру экструдера соответствуют принятым представлениям об экструзионных процессах крахмалсодержащего сырья. С рекуперацией пара коэффициент взрыва снижается на 10–12% относительно режимов без рекуперации. Отмечено увеличение насыпной плотности с рекуперацией пара на 15%.
0,2
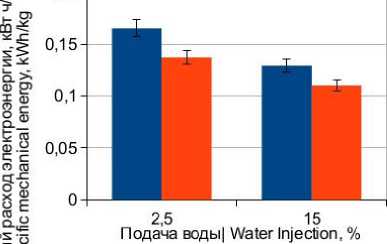
I О c ^ ■ без рекуперации | Without steam recuperation
^ ■ с рекуперацией | With steam recuperation
Рисунок 2. Влияние подачи воды на расход электроэнергии при экструдировании с рекуперацией пара
Figure 2. Influence of water injection on specific mechanic energy of extrusion with steam recuperation
Таблица 1.
Влияние режимов экструдирования и подачи воды на технологические свойства экструдатов
Table 1.
Influence of extrusion regimes and water injection on extrudares properties
|
Влажность экструдатов | Extrudates moisture,% |
||||
|
Режимы экструдирования | Extrusion regimes |
Подача воды | Water injection% |
|||
|
2,5 B |
5ВС |
8С |
15D |
|
|
Без рекуперации | Without rесuреrаtiоnа |
3,8 ± 0,17 |
– |
– |
5,3 ± 0,17 |
|
С рекуперацией | With rесuреrаtiоnb |
5,0 ± 0,3 |
5,2 ± 0,1 |
5,5 ± 0,1 |
7,1 ± 0,26 |
|
Насыпная плотность, кг/м3 | Bulk density, kg/m3 |
||||
|
Режимы экструдирования | Extrusion regimes |
Подача воды | Water injection% |
|||
|
2,5 B |
5ВС |
8СD |
15D |
|
|
Без рекуперации | Without rесuреrаtiоnа |
540 ± 7,8 |
– |
– |
700 ± 5 |
|
С рекуперацией | With rесuреrаtiоnb |
640 ± 20 |
615 ± 7 |
660 ± 8,7 |
710 ± 4,4 |
|
Коэффициент взрыва | Expansion index |
||||
|
Режимы экструдирования | Extrusion regimes |
Подача воды | Water injection% |
|||
|
2,5 B |
5В |
8С |
15D |
|
|
Без рекуперации | Without rесuреrаtiоnа |
7,3 ± 0,3 |
– |
– |
6,0 ± 0,2 C |
|
С рекуперацией | With rесuреrаtiоnb |
6,6 ± 0,1 |
6,5 ± 0,3 |
5,8 ± 0,1 |
5,3 ± 0,17 |
|
Растворимость | Solubility,% |
||||
|
Режимы экструдирования | Extrusion regimes |
Подача воды | Water injection% |
|||
|
2,5 A |
5В |
8В |
15В |
|
|
Без рекуперации | Without rесuреrаtiоnа |
35 ± 1 |
– |
– |
31 ± 1,7 |
|
С рекуперацией | With rесuреrаtiоnа |
34 ± 1,7 |
31 ± 1 |
29 ± 0,9 |
28 ± 2 |
|
Влагоудерживающая способность, г/г | Water holding capacity, g/g |
||||
|
Режимы экструдирования | Extrusion regimes |
Подача воды | Water injection% |
|||
|
2,5 B |
5В |
8С |
15D |
|
|
Без рекуперации | Without rесuреrаtiоnа |
8,2 ± 0,17 |
– |
– |
3,7 ± 0,1 |
|
С рекуперацией | With rесuреrаtiоnb |
7,9 ± 0,09 |
8,5 ± 0,17 |
7,8 ± 0,2 |
4,0 ± 0,095 |
*Влияние уровней варьирования управляющих факторов на каждый технологический параметр, обозначенных буквенными индексами, достоверно различимо при p < 0,05
*The influence of the levels of variation of control factors on each technological parameter, indicated by different alphabetic indices, is reliably distinguishable at p < 0.05
Заключние
Исследованный способ рекуперации теплоты в процессе экструзии обеспечивается возвратом и подачей генерируемого пара реверсивными элементами шнеков в начальную зону экструзионной камеры для предварительной термической обработки, что в условиях экспериментальной установки позволило снизить энергозатраты на проведение процесса экструзии на 14–17%. По-видимому, дополнительная предобработка возвратным паром сырья обеспечивает уже в начальных зонах камеры экструдера снижение механических затрат на последующую обработку, прежде всего, в реверсивных элементах. Установлено, что варочные процессы, протекающие при экструзии в опытных вариантах, характеризуемые по основным свойствам – коэффициент «взрыва» и растворимость, возрастают, а влажность получаемого продукта снижается при уменьшении влагосодержания перерабатываемого сырья.
В процессе термопластического экстру-дирования в лабораторных условиях использование способа рекуперации теплоты пара в начальной зоне шнековой камеры экструдера позволило снизить энергозатраты на выработку продукции за счет предварительной термообработки вторичным паром исходного сырья.
Представленный способ с дополнительным тепловым воздействием на перерабатываемое сырье позволяет расширить технологические возможности регулирования экструзионного процесса получения продукции различного функционально-технологического назначения. Тенденции изменения свойств сырья при фиксированной подаче воды при работе в рекуперативном режиме соответствуют аналогичным тенденциям при увеличении влагосодержания в камере экструдера: увеличивается насыпная плотность, влажность экструдатов, снижается коэффициент взрыва и влагоудерживающая способность.
Список литературы Экструдирование зернового сырья с использованием процесса рекуперации пара
- Остриков А.Н., Магомедов Г.О., Дерканосова Н.М., Василенко В.Н. и др. Технология экструзионных продуктов. СПб: Проспект науки, 2007. 202 с.
- Шариков А.Ю., Римарева Л.В., Степанов В.И., Иванов В.В. и др. Влияние режимов экструзионной обработки зернового сырья на эффективность биотехнологических процессов в перерабатывающих отраслях АПК // Хранение и переработка сельхозсырья. 2012. № 5. C. 18-21.
- Riaz M.N. Introduction to extruders and their principles. In: Extruders in food applications. Boca Rafon, FL: CRC Press, 2000. P. 1-23.
- Воронина П.К. Практические перспективы термопластической экструзии крахмалосодержащего зернового сырья в формирование качества продовольственных товаров // Инновационная техника и технология. 2015. № 3. С. 5-9.
- Дидык Т.А. Снижение энергоемкости пресс-зкструдеров // Вавиловские чтения - 2004: материалы Всероссийской научно-практической конференции. Саратов: ФГОУ ВПО "Саратовский ГАУ", 2004. С. 49-52
- Новиков В.В., Харыбина Н.А. Обоснование конструктивных параметров рабочих органов питателя экструдера // Известия Самарской государственной сельскохозяйственной академии. 2011. № 3. С. 113-118.
- S?rensen M., Nguyen., Storebakken, T., ?verland M Starch source, screw configuration and injection of steam into the barrel affect the physical quality of extruded fish feed // Aquaculture Research. 2010. V. 41. № 3. P. 419-432. 10.1111/j. 1365-2109.2009.02346.x
- DOI: 10.1111/j.1365-2109.2009.02346.x
- Pacheco P.D.G, Putarov T.C, Baller M.A., Peres F.M. et al. Thermal energy application on extrusion and nutritional characteristics of dog foods // Animal Feed Science and Technology. 2018.
- DOI: 10.1016/j.anifeedsci.2018.07.003
- Roke, G.J., Plattner B., Souza E.M. de. Feed extrusion process description // Revista Brasileira de Zootecnia. 2010. V. 39. P. 510-518.
- DOI: 10.1590/S1516-35982010001300055
- Levine L. Using Injection in Extrusion: The Thermal Value // Cereal Foods World. 2006. V. 51 (6). P. 355.
- DOI: 10.1094/CFW51-0355
- Pat. № 07521076, US, A23P I/2. Method and apparatus for producing fully cooked extrudates with significantly reduced specific mechanical energy inputs / Wenger M., Wenger L., Rokey G.J., Spellmeier A.C. № 12/263,825; Appl. 3.11.2008; Publ. 21.04.2009.
- Canjyal G., Hanna M.A., Supprung P., Noomhorm A. et al. Modeling selected properties of extruded rice flour and rice starch by neural networks and statistics // Cereal Chemistry. 2006. V. 83. № 3. P.223-227.
- Potter R., Stojceska V., Plunkett A. The use of fruit powders in extruded snacks suitable for Children's diets // Lebensmittel-Wissenschaft und Technologie. 2013. V. 51. P. 537-544.
- DOI: 10.1016/j.lwt.2012.11.015
