К вопросу очистки воскового сырья от загрязнений: моделирование процесса растворения перги в воде при интенсивном механическом перемешивании

Автор: Бышов Д.Н., Каширин Д.Е., Павлов В.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технология продовольственных продуктов
Статья в выпуске: 2, 2019 года.
Бесплатный доступ
Цель данного исследования - теоретиче- ское обоснование параметров процесса влаж- ной очистки воскового сырья от перги путем ее растворения при интенсивном механиче- ском перемешивании измельченных пчелиных сотов в воде. В основу построения модели легли основные идеи новейшей пленочно- пенетрационной теории, определяющие урав- нения массоотдачи при растворении частиц твердой фазы в жидкости. Результаты чис- ленного моделирования показали, что коэф- фициент массоотдачи монотонно возраста- ет при увеличении интенсивности перемеши- вания. В соответствии с принятой моделью, при заданных исходных параметрах наиболь- ший темп увеличения коэффициента массо- отдачи наблюдается при изменении интен- сивности перемешивания от 0 до 2500 Вт/м3, далее рост замедляется. На время полного растворения твердого дисперсного компо- нента (перги) существенное влияние оказыва- ет начальный гранулометрический состав. При значении интенсивности перемешивания 10000 Вт/м3 и коэффициента массоотдачи 1,025·10-5 м/с навеска перги, состоящая изчастиц с начальным средним размером 2 мм, полностью растворяется через 300-350 се- кунд, тогда как для полного растворения крупных фракций измельченного материала требуется более 10 мин...
Пчелиные соты, восковое сырье, воск, перга, очистка, перемешивание, интенсивность, растворение
Короткий адрес: https://sciup.org/140243363
IDR: 140243363 | УДК: 638.171
To the question of cleaning wax raw materials from pollution: modeling the process of beebread dissolution in water under intensive mechanical mixing
The purpose of the study was theoretical sub- stantiation of the parameters of wet cleaning of waxy materials from beebread by dissolving them by intensive mechanical stirring of crushed bee honeycombs in water. The basis for building the model was made by the main ideas of the latest film-penetration theory, determining the mass trans-fer equations for dissolving solid particles in a liq- uid. The results of numerical simulation showed that the mass transfer coefficient increased mono- tonically with increasing in the intensity of hashing. In accordance with accepted model with given initial parameters, the highest rate of increase in the mass transfer coefficient was observed when mixing inten- sity changed from 0 to 2500 W/m3, then the growth slowed down. At the time of complete dissolution of solid dispersed component (pollen) a significant ef- fect was made by initial particle size distribution. If mixing intensity was 10,000 W/m3 and the mass transfer coefficient was 1...
Текст научной статьи К вопросу очистки воскового сырья от загрязнений: моделирование процесса растворения перги в воде при интенсивном механическом перемешивании
Введение. В основе технологии производства пчелиного воска как в пасечных, так и в заводских условиях лежит тепловая переработка воскового сырья, предполагающая нагрев суши сотов выше температуры плавления воска сухим или влажным способом либо разваривание вторичного воскового сырья (вытопок и мервы) в горячей воде перед прессованием [1, 2]. Присутствие в сотах каких-либо посторонних включений, таких как перга, прополис, экскременты пчел, механические примеси и т.п., существенно снижает не только качество вытапливаемого воска, загрязняя его, но и приводит к связыванию свободно стекающего воска в процессе перетопки, уменьшая тем самым выход готового продукта [3–5]. Применяемые в настоящее время способы повышения качества воска и очистки его от примесей основаны преимущественно на обработке готового воска уже после его получения. Сюда относится прежде всего отстаивание расплавленного воска над поверхностью горячей воды в течение достаточно продолжи- тельного времени. В ряде случаев применяют отбеливание воска, однако такой воск уже является несортовым. Прессовой воск, полученный при отжатии разваренных вытопок на специальных прессах, как правило, сильно загрязнен и также является некондиционным, низкокачественным воском [4, 5]. Значительный потенциал повышения качества и выхода товарного воска кроется в возможности очистки воскового сырья до его горячей переработки, то есть удаления перги и других загрязнений из сотов перед вытопкой воска [6, 7]. Однако данное направление на сегодняшний день исследовано недостаточно и в реальных производственных условиях практически не применяется.
Цель исследования . Обоснование параметров процесса влажной очистки воскового сырья от перги путем ее растворения в воде при интенсивном механическом перемешивании [8– 12]. Предполагается, что содержащиеся в предварительно измельченном восковом сырье загрязнения в виде перги при перемешивании растворяются с течением времени. В основу исследования легли идеи достаточно новой, т.н. пленочно-пенетрационной теории, определяющие основные уравнения массоотдачи при растворении твердых тел в жидкости [13–15].
Материалы и методы исследования. При изучении процессов в аппарате с мешалкой дополнительную трудность представляет определение скорости фаз. Поле скоростей движения жидкости в данном случае очень сложное, и единственной измеряемой величиной для сравнения может служить окружная скорость концов лопастей мешалки.
В связи с вышесказанным аналитический расчет коэффициентов массоотдачи в ряде случаев представляет неразрешимую задачу, и для их определения необходимо прибегать к экспериментальным исследованиям.
Для определения массы m п , кг, компонента твердой фазы – перги, растворенной в воде за время т, с, применим приближенное уравнение Хиксона и Боума [13, 15]
mП = kc ⋅ F ⋅∆ C П ⋅ τ , (1)
где k c – коэффициент массоотдачи, м/с; F – средняя площадь поверхности массообмена, м2
для периода ;
Д с П = ( С П - с п )
– средняя
разность концентраций для периода
(движущая сила процесса), кг/м3; СП * – пре-
дельная концентрация растворенной перги на межфазной поверхности (концентрация насыщения), кг/м3; С П – концентрация растворенной перги в растворе, кг/м3.
Для установления зависимости растворенной массы от времени процесса растворения необходимо проинтегрировать выражение (1) и
концентраций). Учитывая полученные выражения для средних значений этих величин (2) и (3), запишем приближенную формулу (1) для расчета количества массы, растворенной за время в следующем виде:
m n =
( JF - FF \<Д Сп 1 -Д Сп 2 ) • k c -г ~~Ц]рГ1^^
определить величины k c , F и Д С п . Рассмотрим три случая.
1. Растворяемый компонент представляет собой труднорастворимые твердые частицы, поверхность F которых с течением времени изменяется незначительно. Вводимые допущения: F = const; dC П ≠ const. Средняя движущая сила процесса Д C п выражается как средняя логарифмическая величина за период t .
При полном растворении перги F 2 = 0, и выражение (4) примет вид
mП
_ F ■ ( Д с П , -Д с П 2 ) • k c -г
3 • ln
Д СП 1
Д СП 2
Д С п
Д СП 1 Д СП 2
ln Д Сп1- ’
Д СП 2
Произведем оценку коэффициента массоот-дачи kc = С • Re A • Sc B • DA, (6)
l 1
где Δ C П 1 и Δ C П 2 – разность концентраций растворенного компонента соответственно в начале процесса и через время t .
2. Растворяемый компонент представляет собой легкорастворимые твердые частицы, при этом количество растворителя велико по сравнению с содержанием дисперсной фазы, концентрация которой изменяется незначительно. Вводимые допущения: F ≠ const; dC П = con st .
Средняя поверхность массообмена F за время выражается следующим образом:
где Sc – критерий Шмидта; А , В , С – эмпирические константы [15].
В качестве линейного размера l 1 примем диаметр элемента дисперсной фазы (зерна пыльцы) d r .
Существует множество модификаций критерия Рейнольдса Re. Для случая перемешивания дисперсных систем в аппарате с мешалкой воспользуемся модификацией, предложенной Оямой, Коларжем и Кольдербанком [14, 15]
Re =
d23 • /V3 ( N (n )T • n I V J
d2 • Y
■ I ( n ) 13 (7)
- JF3-F3f
F = з •( VF - F))
где нижний индекс означает состояние поверхности массообмена в начальный момент растворения ( F 1 ) и через время то есть ( F 2 ).
3. В общем случае в процессе растворения изменяется как площадь поверхности массооб-мена, так и движущая сила процесса (разность
где γ – плотность растворителя (воды), кг/м3; η – динамическая вязкость растворителя (воды), Па·с; N ( n ) – полезная мощность мешалки в зависимости от частоты вращения, Вт; I ( n ) = N ( n )/ V – интенсивность перемешивания, Вт/м3.
Данное определение Re позволяет избежать зависимости от типа мешалки, поскольку влияние геометрии мешалки уже учтено в полезной мощности N .
Для определения величины коэффициента диффузии D A примем допущение, что диффундирующий с поверхности массообмена компонент, состоящий из зерен пыльцы, представляет собой броуновские частицы. Тогда величина D A определяется выражением (формула Эйнштейна)
D A
k • T
3 • n • ту dr ’
где k – постоянная Больцмана, Дж/К; T – температура воды, K.
Результаты и их обсуждение. Численное моделирование процесса массоотдачи проводили с использованием программы Mathcad 14.0. Результаты моделирования представлены в виде графических зависимостей на рисунках 1, 2. Зависимыми переменными являются ко- эффициент массоотдачи, определенный по выражению (6), и процент нерастворенной твердой фазы от первоначальной массы навески m, кг, найденный из выражения (1) путем преобразования
( mn T ^
P ( t ) = 1-- П ') • lOO . (9)
I m )
Как следует из полученных теоретических зависимостей, коэффициент массоотдачи k c монотонно возрастает при увеличении интенсивности перемешивания. В соответствии с принятой моделью при заданных исходных параметрах наибольший темп увеличения коэффициента массоотдачи наблюдается при изменении интенсивности от 0 до 2500 Вт/м3, далее рост замедляется (рис. 1).
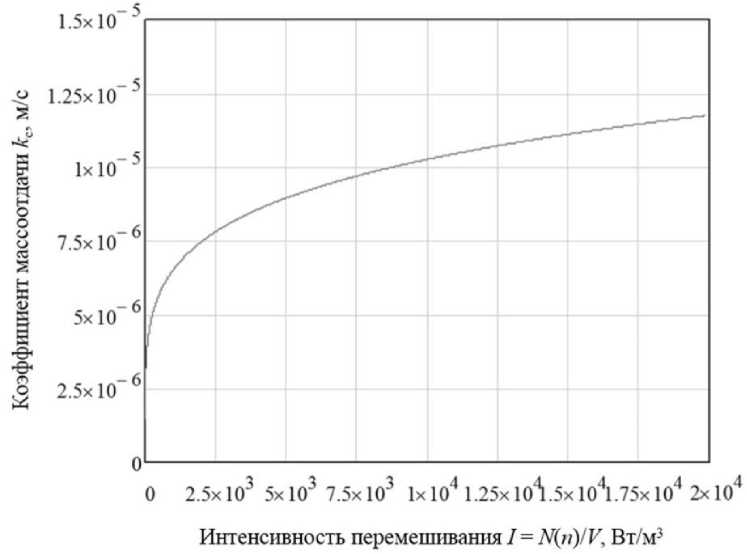
Рис. 1. Результаты численного моделирования процесса растворения перги в воде при интенсивном механическом перемешивании: зависимость коэффициента массоотдачи от интенсивности перемешивания
На время полного растворения дисперсного компонента (перги) существенное влияние оказывает начальный гранулометрический состав. Так, при значении интенсивности перемешивания I = 10000 Вт/м3 и коэффициента массоотда- чи kc = 1,025·10-5 м/с навеска, состоящая из частиц с начальным средним размером 2 мм, полностью растворяется через 300–350 секунд (рис. 2, б, линия 1), тогда как для полного растворения крупных фракций измельченного ма- териала требуется более 10 мин (рис. 2, б, линии 2 и 3).
Увеличение интенсивности значительно сокращает время полного растворения. При зна- чении I = 19000 Вт/м3 навеска, состоящая из частиц со средним размером 3,8 мм, полностью растворяется менее чем через 10 минут (рис. 2, а, линия 3).
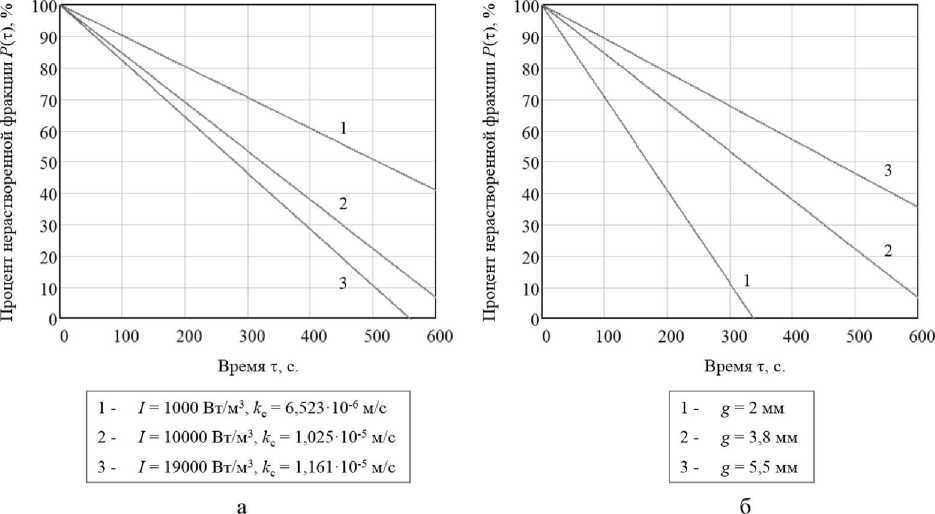
Рис. 2. Результаты численного моделирования процесса растворения перги в воде при интенсивном механическом перемешивании: а – зависимость процента нерастворенной перги P, % от времени перемешивания при различных значениях интенсивности перемешивания I, Вт/м3 для фракции с начальным средним размером частиц g = 3,8 мм; б – зависимость процента нерастворенной перги P, % от времени перемешивания при различ-
ных начальных значениях гранулометрического состава растворяемого компонента g, мм, и значениях интенсивности перемешивания I = 10000 Вт/м3
Выводы . Проведено численное моделирование процесса массообмена в системе «жидкость – дисперсная фаза» при растворении перги в воде в результате механического перемешивания. Как следует из полученных теоретических зависимостей, коэффициент массоотда-чи монотонно возрастает при увеличении интенсивности перемешивания. В соответствии с принятой моделью, при заданных исходных параметрах наибольший темп увеличения коэффициента массоотдачи наблюдается при изменении интенсивности от 0 до 2500 Вт/м3, далее рост замедляется. На время полного растворения дисперсного компонента (перги) существенное влияние оказывает начальный гранулометрический состав. Так, при значении интенсивности перемешивания I = 10000 Вт/м3 и коэффициента массоотдачи k c = 1,025·10-5 м/с навеска, состоящая из частиц с начальным средним размером
2 мм, полностью растворяется через 300–350 секунд, тогда как для полного растворения крупных фракций требуется более 10 мин. Теоретически установлено, что при увеличении интенсивности значительно сокращается время полного растворения. При значении I = 19000 Вт/м3 навеска, состоящая из частиц со средним размером 3,8 мм, полностью растворяется менее чем через 10 минут. Результаты исследований могут быть использованы при проектировании перемешивающих аппаратов, в частности устройств для очистки воскового сырья.
Список литературы К вопросу очистки воскового сырья от загрязнений: моделирование процесса растворения перги в воде при интенсивном механическом перемешивании
- Исследование процесса получения воска из воскового сырья различного качества/Н.В. Бышов, Д.Н. Бышов, Д.Е. Каширин //Вестник КрасГАУ. -2015. -№ 6. -С. 145-149
- Бышов Н.В., Каширин Д.Е. Исследование отделения перги от восковых частиц//Техника в сельском хозяйстве. -Белгород, 2013. -№ 1. -С. 26-27
- Бышов Д.Н, Каширин Д.Е., Павлов В.В. К вопросу механизации очистки воскового сырья//Продовольственная безопасность: от зависимости к самостоятельности: сб. мат-лов Всерос. науч.-практ. конф. -Орел, 2017. -С. 45-48
- Бышов Д.Н., Каширин Д.Е., Павлов В.В. К вопросу механизированной очистки воскового сырья//Аграрная наука в инновационном развитии АПК: мат-лы Междунар. молодежного аграрного форума. -Уфа, 2018. -С. 49-55
- Пат. № 2483812 РФ. МПК В07В 1/40 А01К 59/00. Способ очистки пчелиных сотов/Н.В. Бышов, Д.Е. Каширин, А.В. Куприянов. -Заявл. 20.12.2011; опубл. 10.06.2013, Бюл. № 16. -4 с.
- Пат. № 2656968 РФ. МПК А01К 51/00. Способ очистки воскового сырья/Д.Н. Бышов, Д.Е. Каширин, В.В. Павлов. -Заявл. 20.02.2017; опубл. 07.06.2018, Бюл. № 16
- Бышов Н.В., Каширин Д.Е., Харитонова М.Н. Исследование гигроскопических свойств перги//Вестник КрасГАУ. -2013. -№ 2. -С. 122-124
- Бышов Н.В., Каширин Д.Е., Куприянов А.В. Исследование гигроскопических свойств перги//Вестник Мичуринского государственного аграрного университета. -2011. -№ 2-2. -С. 14-15
- Исследование эффективности очистки воскового сырья в воде при интенсивном механическом перемешивании/Д.Н. Бышов //Вестник КрасГАУ. -2017. -№ 12 (135). -С. 115-122.
- Бышов Д.Н., Каширин Д.Е., Павлов В.В. Результаты многофакторного экспериментального исследования дисперсионных свойств перги//Вестник КрасГАУ. -2017. -№ 2 (125). -С. 115-121.
- Бышов Д.Н., Каширин Д.Е., Павлов В.В. Исследование дисперсионных свойств перги различного гранулометрического состава//Вестник Рязанского государственного агротехнологического университета им. П.А. Костычева. -2017. -№ 1 (33). -С. 69-74.
- Аксельруд Г.А., Молчанов А.Д. Растворение твердых веществ. -М.: Химия, 1977. -272 с
- Плановский А.Н. . Общие вопросы тепло-и массообмена. -Минск: Наука и техника, 1966
- Стренк Ф. Перемешивание и аппараты с мешалками: пер. с пол. -Л.: Химия, 1975. -384 с
