К вопросу получения форстеритсодержащего литья из хвостов бороизвлечения и стеклобоя электродуговым способом

Автор: Кондратенко А.С., Буянтуев В.Т., Иванов А.А., Хардаев П.К., Заяханов М.Е.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 2 (93), 2024 года.
Бесплатный доступ
В статье проводится исследование характеристик техногенных отходов в виде хвостов бороизвлечения (Китай) и стеклобоя для установления возможности их совместного использования как сырьевой композиции при производстве каменного форстеритсодержащего литья электродуговым способом. Исследования гранулометрического элементного, химического и минералогического состава сырьевых материалов выполнялись с помощью дисперсионно-гравиметрического, УФ-вид-спектроскопи-ческого, микроскопического, энергодисперсионного, а также рентгенофазового анализов. В ходе исследования были установлены истинная плотность, удельная поверхность, гранулометрический, элементный, химический и минералогический (РФА) составы сырья, а также вычислен модуль кислотности расплава, составивший Mk =2,04, что позволяет получать литье из двухкомпонентной шихты (хвосты-стеклобой), представленной процентным соотношением 70:30. В процессе электродугового плавления сырьевой композиции получено форстеритсодержащее каменное литье, представляющее собой застывший расплав заданной геометрической формы из форстерита (Mg2SiO4) во вмещающей его стеклофазе. Таким образом, проведенный комплекс исследований свидетельствует о пригодности техногенных отходов, представленных хвостами бороизвлечения и стеклобоем для получения из них расплава электродуговым способом, с дальнейшей выработкой из него форстеритсодержащего каменного литья.
Хвосты бороизвлечения, стеклобой, плотность, гранулометрия, удельная поверхность, элементный, химический, минералогический состав, модуль кислотности, электродуговое плавление, форстеритсодержащее каменное литье
Короткий адрес: https://sciup.org/142241930
IDR: 142241930 | УДК: 691.213.2 | DOI: 10.53980/24131997_2024_2_100
Problem of obtaining forsterite-containing casting from boron tailings and cullet by electric arc method
The article investigates the characteristics of man-made waste in form of boron tailings (China) and cullet to establish the possibility of their joint use as a raw material composition in production stone forsterite-containing casting by electric arc method. It studies of granulometric elemental, chemical and mineralogical composition of raw materials, using dispersion-gravimetric, Ultraviolet-Visible spectroscopic, microscopic, energy dispersion, as well as X-ray phase analyses. The study established true density, specific surface area, granulometric, elemental, chemical and mineralogical (XFA) compositions of raw materials and calculated modulus of acidity of the melt, which amounted to Mk = 2.04. It allows casting from two-component charge (tailings-cullet) represented by percentage ratio of 70:30. In process of electric arc melting of the raw material composition, forsterite-containing stone casting was obtained, which is solidified melt of a given geometric shape made of forsterite (Mg2SiO4) in a glass phase. Thus, the conducted complex of studies testifies to the suitability of man-made waste represented by boron recovery tailings and cullet for obtaining a melt from them by electric arc method, with further production of forsterite-containing stone casting.
Текст научной статьи К вопросу получения форстеритсодержащего литья из хвостов бороизвлечения и стеклобоя электродуговым способом
В последние годы при производстве различных строительных материалов и изделий особое внимание уделяется эффективному использованию техногенных отходов и вторичных ресурсов [1]. Современный промышленный синтез функциональных, конструкционных и технологических материалов образует большое количество некондиционных техногенных отходов [2]. Так, технология промышленного получения бора металлотермией его оксидов и силикатов (метод Муассана) [3] с последующим химическим выщелачиванием и физико-техническим обогащением приводит к накоплению значительных количеств порошкообразных пылеватых отходов так называемых магнийтермических хвостов бороизвлечения [4, 5]. Представленные отходы помимо высокой дисперсности и склонности к пылению являются тугоплавкими веществами, проявляющими высокую дымность при их термической обработке. В силу своей невысокой стойкости к агрессивным агентам (минеральные кислоты), высокой гигроскопичности и химическому выветриванию данные отходы находят весьма ограниченное применение. Кроме того, значительной экологической проблемой являются некондиционные коммунально-бытовые и строительные отходы стеклобоя [6]. Так, стеклобой в виде отходов тарного, посудохозяйственного, оконного, витринного и декоративно-облицовочного стекла с прочим мусором накапливается и складируется на мусорных полигонах и свалках, являясь источником неблагоприятной экологической обстановки, при этом содержание стекла в среднем составляет 8–10 % от общего количества всех отходов. Поэтому особый интерес у многих исследователей вызывает проблема выделения из городских свалок и утилизации отходов стекла [7, 8].
Предварительные эксперименты по электродуговому плавлению техногенных отходов в виде хвостов бороизвлечения и вторичных (попутных) ресурсов – стеклобоя (сырьевая композиция) показали принципиальную возможность получения расплава и выработки из него каменного литья [9].
Поиск новых способов получения форстеритсодержащих строительных материалов и изделий является актуальной задачей для нужд огнеупорной промышленности [10]. Кроме того, значительные характеристики физико-технических свойств, таких как высокий тепловой коэффициент линейного расширения (ТКЛР) схожий с металлами, высокая огнестойкость под нагрузкой (до 1600 °С) предопределили их применение в качестве электротехнического и огнеупорного материала, а также элементов футеровок зон спекания и плавления регенераторов и сталеплавильных печей [11]. Однако сдерживающим фактором при синтезе этих материалов является высокая температура плавления форстерита, достигающая 1890 °С, что усложняет процессы производства [12].
Исходя из этих фактов была сформирована цель данного исследования – изучение некоторых наиболее важных характеристик некондиционного сырья (техногенных отходов) в виде хвостов бороизвлечения и стеклобоя и установление возможности их использования как потенциальной сырьевой композиции при производстве литых форстеритсодержащих материалов (камнелитых изделий) методом плавления сырьевой композиции в атмосферной среде с помощью энергии электродуговой плазмы. По сравнению с существующими способами синтеза представленных материалов данный метод более прост в реализации, а поэтому предпочтителен для возможности организации дальнейшего производства [13].
Материалы и методы исследования
Объектами исследований служили магнийтермические хвосты бороизвлечения (Китай) и местные отходы стеклобоя. В работе было использовано следующее научное оборудование, предоставленное ЦКП «Прогресс» ВСГУТУ, а также БНЦ СО РАН: колба Ле Шателье (Россия); весы электронные Sigma-scale 100/0,001 (США); прибор для определения удельной поверхности порошков ПСХ-2 (Россия); прибор механического рассеивания (анализатор ситовой) А-20 (Россия); УФ-Вид-спектрометр ПЭ-5300 (Россия); растровый электронный микроскоп JSM-6510 LV JEOL (Япония); рентгенофазовый дифрактометр BRUKER (Германия). Минералогический и химический составы были выполнены с помощью микроскопического, спектрального и рентгенофазового анализов. Фракционный состав был изучен ситовым и гравиметрическим методом, а исследование удельной поверхности выполнялось на приборе ПСХ-2. Поскольку отходы бороизвлечения представляют собой порошкообразное вещество, первоначально были исследованы его плотность, фракционный состав и удельная поверхность [14]. Плотность вычис- лялась объемно-весовым способом с помощью колбы Ле Шателье по формуле 1:
_ m кг
р = 7,М3| где m - масса отхода, израсходованная в эксперименте; v - объем жидкости после всыпания сырья.
Удельная поверхность порошкообразного вещества определялась на приборе ПСХ-2 по формуле 2:
5 уд = KMT , см 2 /г,
где K – постоянная прибора для пары рисок, между которыми наблюдалось падение столба жидкости за время τ, с; M – величина, определяемая по измеренным значениям высоты слоя H и температуре воздуха (значения K и M содержатся в паспорте прибора); m – масса навески, г.
Зерновой состав определялся на приборе механического рассеивания с набором сит, представленным в таблице 1.
Таблица 1
Гранулометрический состав и удельная поверхность отхода бороизвлечения
|
Фракция, мм |
0,7 |
0,5 |
0,3 |
0,2 |
0,1 |
0,05 |
<0,05 |
|
Содержание, % |
9,11 |
6,36 |
8,86 |
16,26 |
46,62 |
11,02 |
1,77 |
|
Удельная поверхность, см 2 /г |
1326 |
1702 |
2067 |
2413 |
2865 |
3582 |
5326 |
Определенная истинная плотность хвостов бороизвлечения составила ρ = 2763 кг/м3, а фракционный состав косвенно указывал на значительные преобразования первоначального вещества (термохимическое воздействие, тонкое дробление, химическое выщелачивание, физикомеханическое обогащение).
При получении форстеритсодержащего расплава и волокна в качестве сырьевого материала использовались и местные отходы – стеклобой тарного и оконного стекла. Данные отходы для удобства и технологичности применения подвергались дополнительному дроблению в щековой дробилке до получения широких фракций 0–3 мм. Также методом Ле Шателье (по формуле 1) проводилось изучение плотности стеклобоя для решения вопроса о необходимости использования связующих веществ. Определенная истинная плотность стеклобоя приняла значение равное ρ = 2521 кг/м3, что составило 91,24 % от плотности хвостов бороизвлечения (приблизительно равноплотные вещества), поэтому данная сырьевая композиция, полученная простым перемешиванием компонентов, не подвержена расслаиванию, а потому не нуждалась в дополнительных связующих веществах.
Следующим этапом исследований стало изучение микроструктуры и вещественного состава сырьевых материалов, проводившееся методами электронной микроскопии и энергодис- персионного анализа [15]. Микроанализ отходов бороизвлечения (рис. 1) выявил наличие подавляющего большинства мелких, хлопьевидных частиц и немногочисленных крупных зерновых агрегатов. Энергодисперсионный элементный анализ (табл. 2) установил присутствие в отходе следов бора (хвосты породного извлечения), повышенную концентрацию углерода, являющегося реакционным тиглем-изложницей и одновременно элементным агентом, способствующим существенному увеличению выхода бора, высокое содержание магния, являющегося инициатором высокотемпературного механизма извлечения (магнийтермия), а также наличие кремния, алюминия, железа, кальция, калия и натрия как алюмосиликатного скелета борсодержащей породы.
бООмкт
Электронное изображение 1
Рисунок 1 - Порошкообразный отход бора, 40 х
Таблица 2
Элементный состав отхода бороизвлечения (массовая доля, %)
|
Вещество |
B |
C |
O |
Na |
Mg |
Al |
Si |
K |
Ca |
Fe |
Итог |
|
Массовая доля, % |
1,27 |
10,78 |
49,31 |
0,91 |
21,93 |
1,33 |
8,77 |
0,91 |
2,18 |
2,61 |
100,00 |
Для проведения исследований микроскопического, элементного и химического составов стеклобоя методом усреднения и квартования была получена аналитическая проба фракции 0,2 мм. Микроанализ стеклобоя (рис. 2) выявил наличие вытянутых призматических зерен-осколков, образованных методом ударного раздавливания. Энергодисперсионный элементный анализ стеклобоя (табл. 3) установил наличие силикатной основы и щелочных и щелочноземельных элементов-плавней, а также их строгое процентное соответствие, необходимое в стекловарении.
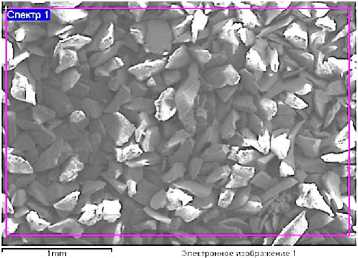
Рисунок 2 - Стеклобой в виде зерен-осколков, 40 х
Таблица 3
Элементный состав стеклобоя (массовая доля, %)
|
Вещество |
O |
Na |
Mg |
Al |
Si |
K |
Ca |
Итог |
|
Массовая доля, % |
53,10 |
10,05 |
1,50 |
0,69 |
28,65 |
0,26 |
5,75 |
100,00 |
Возможности выработки расплава и литья напрямую зависят от химического состава сырьевой композиции, определяющей температуру ее плавления и вязкость расплава [16]. Поэтому дальнейшими исследованиями проводимыми методами физико-химического анализа были установлены химические составы и определены основные компоненты хвостов бороиз-влечения и стеклобоя (табл. 4, 5).
Таблица 4
Химический состав в масс % хвостов бороизвлечения
|
Вещество |
SiO 2 |
Al 2 O 3 |
FeO+Fe 2 O 3 |
MgO |
CaO |
Na 2 O |
K 2 O |
ППП |
Итог |
|
Массовая доля, % |
27,48 |
3,67 |
4,92 |
53,21 |
4,47 |
1,79 |
1,55 |
2,91 |
100,00 |
Таблица 5
Химический состав в масс % отходов стеклобоя
|
Вещество |
SiO 2 |
Al 2 O 3 |
MgO |
CaO |
Na 2 O |
K 2 O |
Итог |
|
Массовая доля, % |
70,46 |
1,49 |
2,86 |
9,23 |
15,59 |
0,37 |
100,00 |
Химический состав изучаемого сырья показал, что хвосты бороизвлечения на более чем 90 % сложены из оксидов магния и кремния, причем концентрация первого почти в два раза выше, что обусловливает их значительную тугоплавкость, а также косвенно указывает на минералогическую структуру крайнего представителя оливинового ряда форстерита. В ходе анализа проб выявлена небольшая потеря массы при прокаливании, указывающая на наличие влаги и присутствие следов карбонатных минералов в ее составе (влияние выветривания). Силикатный состав стеклобоя, являющийся стандартным для стекловарения при температуре до 1200 °C, дает возможность его применения в качестве легкоплавкой фазы и инициатора плавления сырьевой композиции [17, 18]. Представленные данные о химическом составе исследуемого сырья соответствуют ГОСТ 14832-96 «Изделия огнеупорные форстеритовые и форстери-тохромовые. Технические условия».
Завершающим этапом исследований, устанавливающим фазовый состав и структуру, было проведение рентгенофазового анализа сырьевых материалов, представленное на рисунках 3, 4.
boy uekln
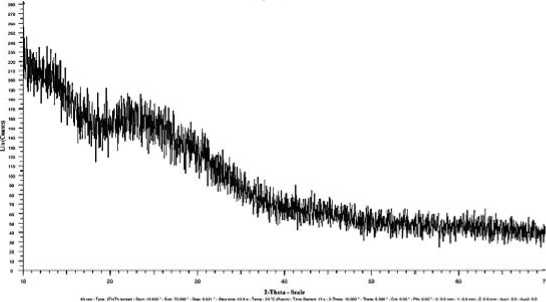
Рисунок 3 – РФА диаграмма стеклобоя, рентгеноаморфная структура (сплошное гало)
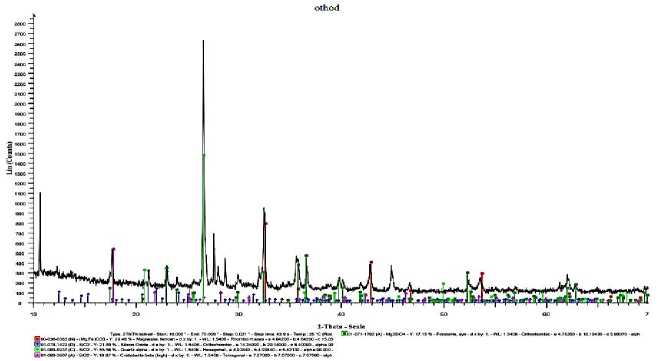
Рисунок 4 – РФА диаграмма хвостов бороизвлечения (представлены кристаллографические фазы карбонатов магния и железа, а также альфа кварца кристобалита и форстерита)
Согласно рентгенофазовому анализу минералогического состава, стеклобой обладает сплошным гало, то есть является рентгеноаморфной фазой. Хвосты бороизвлечения сложены кристаллографическими фазами карбонатов (магния и железа), силикатов (оксид кремния, альфа кварц, кристобалит), а также минерала форстерита Mg 2 SiO 4 обладающего орторомбической сингонией с параметрами элементарной решетки a = 0,476 нм; b = 1,022 нм; c = 0,599 нм.
Результаты исследования и их обсуждение
В результате проведенных исследовании были получены надежные данные по плавлению сырьевой композиции с массовой концентрацией компонентов 70:30 (хвосты бороизвлече-ния – стеклобой) для максимального вовлечения в процесс синтеза оксида магния из отходов бороизвлечения с получением магнийсиликатного расплава и выработкой из него форстеритсо-держащего каменного литья [9, 13, 19]. Целью поставленной задачи являлось решение о максимальном использовании борного отхода. Была выполнена серия опытов с отработкой режимов выплавки с использованием электродугового плавильного оборудования, сконструированного в виде электромагнитного технологического реактора [20]. Тепловая энергия в электродуговой зоне камеры реактора генерировалась с помощью плазменно-омического нагрева. Таким образом, эта зона являлась одновременно как зоной генерирования тепловой энергии, так и зоной ее поглощения, позволяя регулировать (путем увеличения или уменьшения силы тока) время плавления сырья в ней [21, 22]. Компоновочная схема установки для электродугового плавления сырьевой композиции показана на рисунке 5.
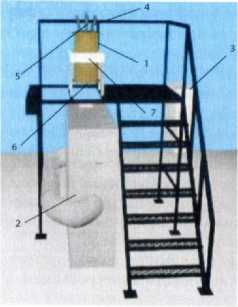
Рисунок 5 – Компоновочная схема оборудования электродуговой плавильной установки:
-
1 – электромагнитный дуговой реактор; 2 – камера волокнообразования; 3 – щит управления;
-
4 – токоподводящие плавильные электроды; 5 – центральный (запирающий) электрод; 6 – летка;
7 – сериесная обмотка
Электроплазменное плавление сырьевой композиции массой 15 кг проходило спокойно с заметным газовыделением, ориентировочное время для получения расплава составило около 25 мин при мощности реактора 25 кВт. После завершения процесса плавления и образования расплава центральный запорный электрод поднимался и расплав вытекал из летки. Затем при его заливке в опоковые формы (изложница) происходило формирование каменного литья заданной формы [23]. Технологический процесс сливания расплава и его преобразования в литье, а также вид камеры формообразования показаны на рисунках 6, 7.

Рисунок 6 – Момент сливания расплава и его преобразования в волокно

Рисунок 7 – Вид камеры формообразования изнутри.
Сливание струи расплава из летки реактора и ее заливка в форму
Дальнейшие исследования были направлены на изучение морфологических особенностей каменного литья по данным электронной микроскопии; установлении элементного состава методами энергодисперсионного анализа; определение основных компонентов химического состава методами физико-химического анализа с вычислением модуля кислотности литья; а также определение фазово-минералогического состава, основанного на данных рентгенофазового ана- лиза.

Электронное изображение 1
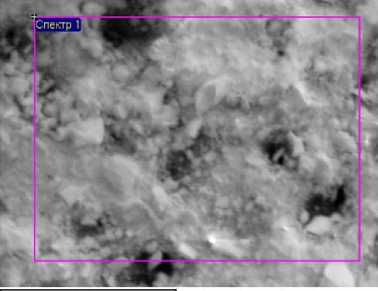
Рисунок 8 – Микрофотографии каменного литья с массовым содержанием компонентов 70:30
(хвосты бороизвлечения - стеклобой), 40 х
Микроморфология литья позволила сделать вывод о наличии микрокристаллической структуры на его поверхности, образованной плотной упаковкой гексагональных кристаллов со средним размером 200–250 мкм, образованных в процессе кристаллизации расплава при интенсивном теплообмене с окружающей средой (рис. 8). Более детальные исследования, связанные с изучением кристаллической структуры форстеритового расплава и керамики, представлены в работе [24].
Элементный состав литья, выполненный методом энергодисперсионного анализа, выявил в его составе доминирующее содержание таких элементов, как магний, кремний и кислород (магнийсиликатное литье), а также установил двукратное превышение концентрации кремния над магнием. Следовых количеств бора в литье не было обнаружено (не выявляется методами рентгеновской спектральной идентификации). Отсутствие углерода объясняется как способом плавления (заметное газовыделение), так и окислением кислородом воздуха при сливании расплава и выработки из него литья [25]. Элементный состав каменного литья представлен в таблице 6.
Таблица 6
Элементный состав каменного литья (массовая доля, %)
|
Вещество |
O |
Na |
Mg |
Al |
Si |
K |
Ca |
Fe |
Итог |
|
Массовая доля, % |
43,97 |
4,22 |
13,22 |
1,53 |
27,95 |
0,71 |
6,34 |
2,06 |
100,00 |
Следующим этапом было определение основных компонентов химического состава методами физико-химического анализа с вычислением модуля кислотности литья. Данные химического анализа состава каменного литья, выработанного термической плазмой из хвостов бо-роизвлечения и стеклобоя, представлены в таблице 7.
Таблица 7
Химический состав в масс % каменного литья
|
Вещество |
SiO 2 |
Al 2 O 3 |
MgO |
CaO |
Na 2 O |
K 2 O |
FeO+Fe 2 O 3 |
Итог |
|
Массовая доля, % |
58,24 |
2,81 |
21,35 |
8,64 |
5,54 |
0,84 |
2,58 |
100,00 |
После установления химического состава был произведен расчет модуля кислотности, характеризующего кислотно-основные свойства расплава [26, 27]. Данный модуль использовали для предварительной оценки с целью установления пригодности для выработки расплава и литья и определяли по формуле 3:
м = (Sio2 + ai2o3) к CaO+MgO ’
где SiO 2 , Al 2 O 3 , CaO, MgO – содержание основных оксидов, масс. %.
Для получения расплава, способствующего выработке качественного литья, модуль кис- лотности породы должен входить в интервал значений от 2 до 6 [28]. В рассматриваемом случае Mk =2,04, что позволило получать каменное литье в процессе электродугового плавления из двухкомпонентной шихты, представленной процентным соотношением 70:30.
Заключительным этапом в проведении исследований по изучению структуры литья было определение его фазово-минералогического состава, основанного на данных рентгенофазового анализа, представленного на рисунке 9.
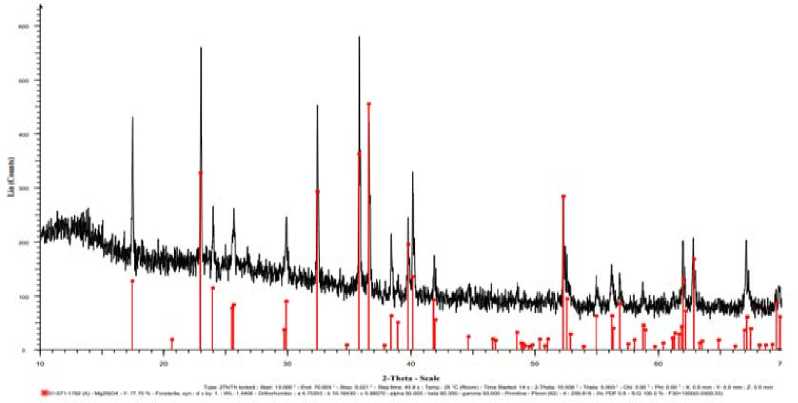
Рисунок 9 – Рентгенограмма форстеритсодержащих волокон, полученных электродуговым способом
Согласно рентгенофазовому анализу минералогического состава, каменное литье содержало единственную кристаллическую фазу с четко обозначенными дифракционными максимумами форстерита (Mg 2 SiO 4 ). Количество данной фазы составило 77,70 %. Также на рентгенограмме присутствовала и аморфная, стеклянная фаза (остаток), как бы заключая в себе (расплав и литье) кристаллическую фазу (форстерит), тем самым являясь вмещающей фазой.
Заключение
В ходе проведенного исследования были получены следующие результаты:
-
1. Вычислена действительная плотность, удельная поверхность, гранулометрический, элементный, химический и минералогический (РФА) составы сырьевой композиции, состоящей из хвостов бороизвлечения и стеклобоя. Установлено повышенное содержание оксидов магния и кремния, натрия и кальция, обусловливающих как образование форстеритовой фазы в структуре каменного литья, так и стабильность процесса плавления и формообразования. Приблизительно равные плотности сырьевых материалов позволили обойтись без применения связующих веществ. Высокое содержание оксидов магния косвенно указывало на то, что состав полученного расплава и литья будет аморфно-кристаллическим (форстерит во вмещающей его стек-лофазе).
-
2. Вычислен модуль кислотности расплава, который составляет M k = 2,04, что позволяет получать каменное литье в процессе электродугового плавления из двухкомпонентной шихты, представленной процентным соотношением 70:30.
-
3. В электродуговой установке, сконструированной по типу электромагнитного реактора, получен двухкомпонентный расплав, состоящий из хвостов бороизвлечения и стеклобоя, из которого методом заливки в опоковые формы выработано форстеритсодержащее каменное литье, заданной геометрической формы. Данный тип реактора способен генерировать температуру до 3000 °С, достаточную для плавления сырьевых материалов (до 1500 °С) с низкими энергозатратами (≈1,3 кВт·ч/кг), что значительно упрощает процесс плавления сырья.
Таким образом, проведенный комплекс исследований свидетельствует о пригодности техногенных отходов, представленных хвостами бороизвлечения и стеклобоем для получения из них расплава электродуговым способом, с дальнейшей выработкой из него форстеритсодер-жащего огнеупорного каменного литья.
Список литературы К вопросу получения форстеритсодержащего литья из хвостов бороизвлечения и стеклобоя электродуговым способом
- Аганов А.А., Глухов С.Ю., Журкович В.В. и др. Обращение с твердыми коммунальными и промышленными отходами. Вопросы моделирования и прогнозирования. - СПб.: Лань, 2023. - 352 с.
- Никольский К. С., Сачков А. Н. Твердые промышленные, бытовые и сельскохозяйственные отходы. Их свойства и переработка. - М.: ВНИПТИОУ, 2008. - 116 с.
- 3.Morachevskii A.G. Henri Moissan (To 150th Anniversary of His Birthday) // Russian Journal of Applied Chemistry, 2002. - N 75 (10). - P. 1720-1722. - D0I:10.1023/A:1022268927198.
- Liu L., Liu P., He G. Ignition and combustion characteristics of compound of magnesium and boron // J. Therm. Analitical. Calorim, 2015. - Vol. 121, N 3. - P. 1205-1212.
- Немодрук А.А., Каралова З.К. Аналитическая химия Бора. - М.: Наука, 1964. - С. 283.
- Bisikirske D., Blumberga D., Vasarevicius S. et al. Multicriteria Analysis of Glass Waste Application // Environmental and Climate Technologies. 2019. - Vol. 23, N 1. - P. 152-167. - DOI: 10.2478/rtuect-2019-0011.
- Sadiqul Islam G.M. [et al.]. Waste glass powder as partial replacement of cement for sustainable concrete practice // International Journal of Sustainable Built Environment. - 2017. - N 6. - P. 37-44. - DOI: 10.1016/j ij sbe.2016.10.005.
- Саркисов П.Д., Чернякова Р.М., Петров П.Д. Извлечение стекла из твердых городских отходов // Стекольная промышленность. - 1986. - Вып. 8. - С. 13-15.
- Buyantuev S. L., Guiling N., Kondratenko A. S. et al. Waste Industrial Processing of Boron-Treated by Plasma Arc to Produce the Melt and Fiber Materials // Lecture Notes in Electrical Engineering 365. - 2016. - Chapter 38.
- Andrianov N.T., Strel'nikova S.S., Dyagilets S.M. Forsterite ceramics based on sol-gel powders // Стекло и керамика. - 2004. - N 1. - P. 15-17.
- Зу Х., Вей И., Денг Ч. Синтез MgO-SiC-C огнеупорного композитного порошка на основе форстерит-С сырья // Огнеупоры и техническая керамика. - 2011. - № 1-2. - С. 84-86.
- Nguyen M., Sokolar R. The influence of the raw materials mixture on the properties of forsterite ceramics // IOP Conf. Series: Materials Science and Engineering. - 2018. - Vol. 385. - P. 012039.
- Шеховцов В.В., Волокитин О.Г., Ушков В.А. и др. Получение стеклокерамики системы MgO-SiO2 методом плазменной плавки // Письма в ЖТФ. - 2022. - Т. 48, вып. 24. - C. 15-18. - DOI: 10.21883/PJTF.2022.24.54017.19278.
- Гавриленко В.В. Современные методы исследования минералов, горных пород и руд. - СПб.: Изд-во СПб. горного ин-та, 1997. - 137 с.
- Burgess S., Li Xiaobing, Holland J. High spatial resolution energy dispersive X-ray spectrometry in the SEM and the detection of light elements including lithium // Microscopy and Analysis. - John Wiley & Sons, Ltd. - 2013. - Vol. 27 (4). - P. 8-13.
- Дворкин Л.И., Дворкин О.Л. Строительные материалы из отходов промышленности. - М.: Феникс, 2007. - С. 368.
- Кетов А.А., Кетова Г.Б., Пузанов А.И. и др. Стеклобой как сырье для получения теплоизоляционного материала // Экология и промышленность России. - 2002. - № 8. - С. 17-20.
- Китайгородский И. И., Сильвестрович С. И. Справочник по производству стекла. - М.: Гос. изд-во литературы по строительству, архитектуре и строительным материалам, 1963. - С. 1130.
- Саркисов П. Д. Направленная кристаллизация стекла - основа получения многофункциональных стеклокристаллических материалов. - М.: Изд-во РХТУ им. Д. И. Менделеева, 1997. - 218 с.
- Буянтуев С. Л., Кондратенко А. С. Исследование физико-химических свойств минеральных волокон, полученных с помощью электромагнитного технологического реактора // Вестник ВСГУТУ. -2013. - № 5 (44). - С. 123-129.
- Никифоров А.А., Маслов Е.А., Скрипникова Н.К. и др. Исследование плазменной технологии получения силикатных тугоплавких расплавов // Теплофизика и аэромеханикаю - 2009. - Т. 16. - № 1. -С. 159-163.
- Волокитин О.Г., Верещагин В.И. Особенности физико-химических процессов получения высокотемпературных силикатных расплавов // Известия вузов. Химия и химическая технология. - 2013. - Т. 56, № 8. - С. 71-76.
- Буянтуев С.Л., Урханова Л.А., Хмелев А.Б. и др. Переработка золошлаковых отходов электродуговой плазмой для получения композиционных строительных материалов // Вестник ВСГУТУ. -2016. - № 4 (61). - С. 19-27.
- Шеховцов В.В., Скрипникова Н.К., Кунц О.А. Плазменная технология синтеза форстеритового материала // Вестник Томского государственного архитектурно-строительного университета. - 2023. -Т. 25, № 1. - С. 166-175. - DOI: 10.31675/1607-1859-2023-25-1-166-175.
- Буянтуев С.Л., Урханова Л.А., Кондратенко А.С. и др. Исследование свойств базальтоволок-нистых полужестких плит, полученных с помощью электромагнитного технологического реактора // Вестник ВСГУТУ. - 2015. - № 1 (52). - С. 44-51.
- Хан Б.Х., Строщенко М.Б. Оценка технологических характеристик петрургических расплавов при использовании пироксенового модуля // Сб. ст. «Проблемы каменного литья». - Киев: Наукова Думка, 1975. - С. 184-192.
- Худякова Л.И., Буянтуев С.Л., Буянтуев В.Т. Местное сырье для производства минерального волокна // Строительные материалы. - 2022. - № 12. - С. 6-9. - DOI: https://doi.org/10.31659/0585-430X-2022-809-12-6-9.
- Буянтуев С.Л., Кондратенко А.С., Буянтуев В.Т. и др. К вопросу получения каменного литья из базальта местного месторождения электродуговым способом // Вестник Восточно-Сибирского государственного университета технологий и управления. - 2023. - № 4 (91). - С. 87-95.
