Комплексное описание эксплуатационных возможностей шлифовальных кругов

Бесплатный доступ
Предложено режимно-инструментальное оснащение операций шлифования для условий мелкосерийного типа производства на основе комплексного описания эксплуатационных возможностей шлифовальных кругов. Разработанные технологические эксплуатационные паспорта содержат набор показателей работоспособности круга, позволяющий эффективно использовать ресурс инструмента. Технологические эксплуатационные паспорта в совокупности с прогнозными моделями, позволяющими расчетным путем получать эксплуатационные показатели различных шлифовальных кругов, эксплуатирующихся в изменяющихся технологических условиях, будут составлять систему паспортизации абразивных инструментов.
Технологический эксплуатационный паспорт, испытания шлифовальных кругов
Короткий адрес: https://sciup.org/147151574
IDR: 147151574 | УДК: 621.922
Comprehensive description of the operational capabilities of grinding wheels
Proposed regime-tooling grinding operations for conditions such as small-scale production in a comprehensive description of the operational capabilities of grinding wheels. The developed technological passports contain a set of performance indicators of wheel, for effectively use the resource of tool. Technological passport together with predictive models that allow calculation by getting various operational parameters of grinding wheels, operating in the changing technological environment, will make the certification system of abrasive tools.
Текст научной статьи Комплексное описание эксплуатационных возможностей шлифовальных кругов
В настоящее время абразивный инструмент сопровождается обозначением, содержащим в себе только его конструктивные характеристики: материал зерен, их размер, количество и др. Однако технолога, проектирующего операцию шлифования, интересует, каким образом эксплуатировать конкретный шлифовальный круг, а именно, какие назначить режимы шлифования, чтобы выполнить все требования чертежа детали. Маркировка круга таких рекомендаций не содержит.
Задача проектирования операций шлифования решается по нормативным справочникам [1, 2]. В основе справочных рекомендаций заложено типовое решение: все рекомендации по выбору характеристики круга и режимов шлифования представлены для обработки одного материала – стали 45, на измененные условия обработки введены поправочные коэффициенты. Для обработки заготовок разных деталей, отличающихся материалом, требованиями точности и шероховатости, нормативы рекомендуют другую характеристику круга и режимы шлифования, т. е. нормативы представляют строгодетерминированные рекомендации, конкретные для каждого материала, т. е. наилучшие условия использования конкретного круга. Эти справочники разработаны для массового и крупносерийного производств, где на одном станке в течение длительного времени, сопоставимого с суммарным периодом стойкости круга, обрабатывают большие партии деталей. При этом предприятию выгодно для обработки каждой новой партии деталей приобретать круги новых характеристик, поскольку эти характеристики в соответствии с нормативными рекомендациями, являются наилучшими.
Современное машиностроительное производство соответствует мелкосерийному типу: детали обрабатываются малыми партиями. В этих условиях в соответствии с нормативными реко- мендациями предприятие вынуждено постоянно приобретать абразивные инструменты, поскольку обрабатываемые детали отличаются не только точностью и шероховатостью, но и материалом, из которого они изготовлены. Постоянное пополнение номенклатуры абразивного инструмента, имеющегося на предприятии, требует складских помещений. Учитывая также, что временные затраты на замену круга на станке в большинстве случаев превышают суммарное основное время обработки малой партии деталей, в настоящее время на машиностроительных предприятиях кругом одной характеристики стремятся обработать как можно большее количество деталей, отличающихся друг от друга как требованиями чертежа – точностью, шероховатостью и др., так и материалом, из которого они изготовлены. Поскольку в настоящее время отсутствуют рекомендации по проектированию операций шлифования различных деталей кругом одной характеристики, то для успешного функционирования машиностроительного производства в современных условиях необходима совершенно иная методологическая основа к проектированию операций шлифования.
В 80-х годах прошлого века в Челябинской школе шлифования проф. А.А. Кошиным была высказана следующая идея: нормативы рекомендуют наилучшую характеристику круга, однако в ряде случаев обрабатываемые заготовки не сильно отличаются друг от друга, а имеющийся круг не является абсолютно неприемлемым. Поэтому иногда выгодно эксплуатировать шлифовальный круг не на самых лучших режимах (нормативных), при этом потерять в производительности процесса, но избежать переустановки круга. Данное обстоятельство подтверждается практикой: опытные шлифовщики-профессионалы, работая одним и тем же шлифовальным кругом могут достигать различного качества обработки деталей, изготовленных из разных марок сталей как нормативным, так и ненормативным кругом за счет варьирования режимами шлифования. Поэтому показатели работоспособности шлифовального круга не являются дискретными и изменяются плавно, при этом экстремум соответствует нормативным рекомендациям. Следовательно, для успешного проектирования операций шлифования в настоящее время необходима функциональная характеристика шлифовального круга, связывающая условия его эксплуатации с его потенциальными возможностями – достижением диапазона точностей, шероховатостей и др. показателей качества и позволяющая установить величину падения производительности по сравнению с эксплуатацией круга нормативной характеристики. В случае, если эти потери окажутся в допустимом диапазоне, то данный круг допускается применять.
Таким образом, в настоящее время остро стоит проблема разработки современного режимноинструментального оснащения групповой технологии шлифования, позволяющего прогнозировать работоспособность инструмента при его использовании в широком диапазоне технологических условий, для чего необходимы сведения о работоспособности инструмента в изменяющихся технологических условиях. Была разработана функциональная характеристика, представляющая собой технологические эксплуатационные паспорта шлифовальных кругов [3, 4], представленная на рисунке.
Для получения численных значений эксплуатационных показателей кругов был разработан испытательный стенд, оборудованный специальными регистрирующими контурами. К настоящему моменту времени для шлифовальных кругов 25 различных характеристик были получены эксплуатационные паспорта, описывающие работоспособность круга в типовых технологических условиях – круглое врезное шлифование стали 45 на фиксированных скоростях подачи круга – 0,2; 0,25; 0,3; 0,35; 0,4 и 0,5 мм/мин. Благодаря учету особенностей процесса шлифования, в частности стохастичности процесса, при помощи разработанного технологического паспорта круга появляется возможность решения широкого спектра задач, возникающих на этапе проектирования операции шлифования. Разработанные паспорта оформлены в виде нормативно-технической документации и внедрены на ряде машиностроительных предприятий [5–7].
На обозначенном этапе наиболее важной задачей разработки групповой технологии шлифования является создание прогнозных моделей, учитывающих в своей структуре формализованные технологические условия эксплуатации инструмента. Такие модели позволят расширить применение эталонного паспорта для проектирования операций шлифования различных сталей и сплавов, что в совокупности с базой данных по эталонным технологическим эксплуатационным паспортам будет составлять основу групповой технологии проектирования операций шлифования. Прогнозные модели должны в первую очередь учитывать различные механизмы износа шлифовального круга – механического, физического и химического.
Ардашев Д.В.
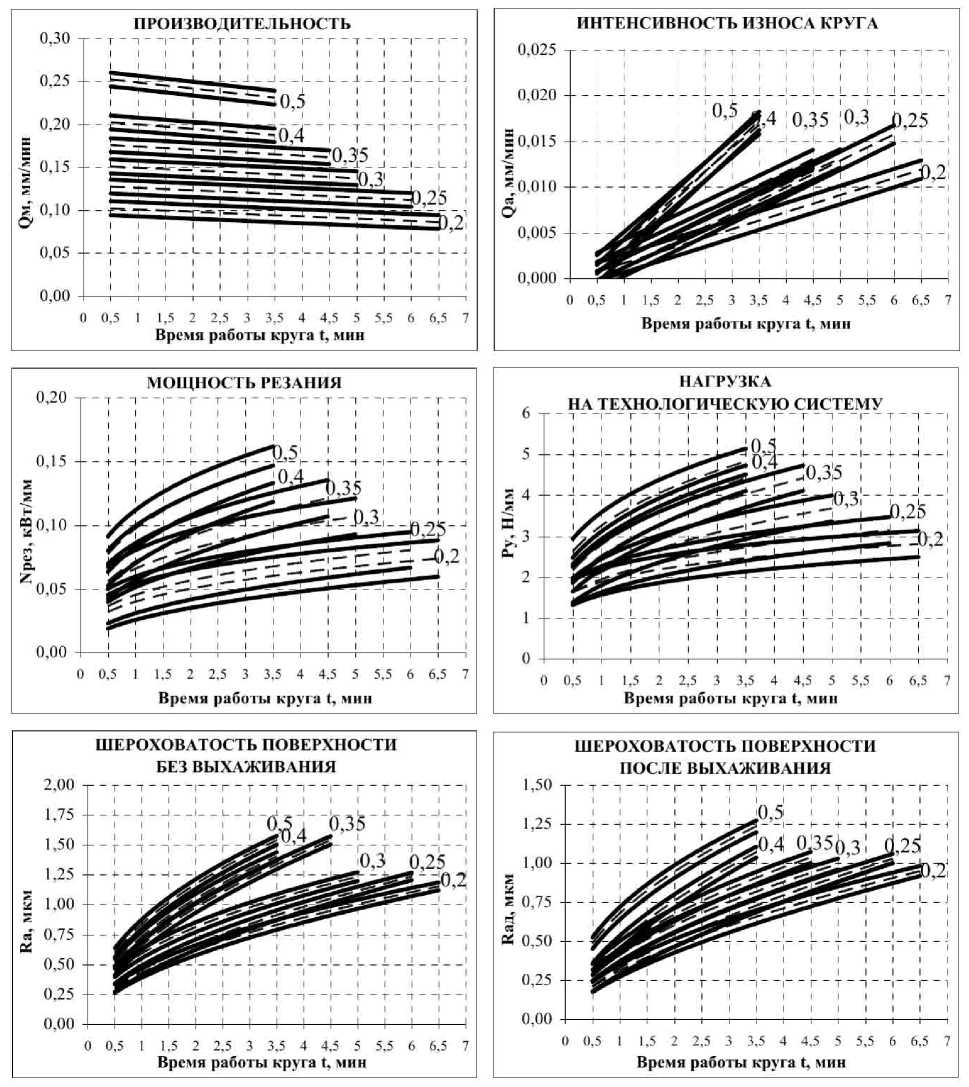
Эталонный технологический эксплуатационный паспорт шлифовального круга 24АF60L7V 50 м/с ГОСТ Р 52781–2007: 0,2; 0,25; 0,3; 0,35; 0,4; 0,5 мм/мин – скорости радиальной подачи шлифовального круга
В комплексе, эталонные технологические эксплуатационные паспорта для шлифовальных кругов различных характеристик и методика прогнозирования эксплуатационных показателей инструмента при шлифовании различных сталей и сплавов являются методологической основой системы паспортизации абразивных инструментов, что, в свою очередь, является ключевым звеном групповой технологии шлифования.
Список литературы Комплексное описание эксплуатационных возможностей шлифовальных кругов
- Протяжные, шлифовальные и доводочные станки//Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках: справ. -Изд. 3-е. -М.: Изд-во ЦБНТ при НИИ Труда, 1978. -Ч. 3. -360 с.
- Режимы резания на работы, выполняемые на шлифовальных и доводочных станках с ручным управлением и полуавтоматах: справ./Д.В. Ардашев, Д.Е. Анельчик, Г.И. Буторин и др. -Челябинск: Изд-во АТОКСО, 2007. -384 с.
- Ардашев, Д.В. Оценка работоспособности шлифовального круга по комплексу эксплуатационных показателей: дис.. канд. техн. наук/Д.В. Ардашев. -Челябинск, 2005. -251 с.
- Ардашев, Д.В. Основные задачи, решаемые на базе технологического эксплуатационного паспорта шлифовального круга/Д.В. Ардашев//Проведение научных исследований в области машиностроения: сб. материалов Всерос. науч.-техн. конф. с элементами науч. школы для молодежи. -Тольятти: ТГУ, 2009. -Ч. 2. -С. 92-98.
- СТП 774-04-2004 «Круги шлифовальные. Эксплуатационные показатели». Стандарт предприятия. Уральский НИИ абразивов и шлифования. -Челябинск, 2004. -32 с.
- Руководящий технический материал. Круги шлифовальные. Методика разработки технологического эксплуатационного паспорта. Уральский НИИ абразивов и шлифования. -Челябинск, 2004. -16 с.
- Руководящий технический материал. Круги шлифовальные. Методика работы с технологическим эксплуатационным паспортом. Уральский НИИ абразивов и шлифования. -Челябинск, 2004. -24 с.
