Малая механизация ручной швейной машины для выполнения на ней работ в технике «Фильц»

Автор: Каламбаев О.С., Шкунова Л.В.
Журнал: Вестник Алматинского технологического университета @vestnik-atu
Рубрика: Техника и технологии
Статья в выпуске: 2 (92), 2012 года.
Бесплатный доступ
Произведена разработка малой механизации для выполнения технологии изготовления изделий в технике «фильц» и дана конструкторская документация для её создания, что имеет практическую значимость и новизну. Основные положения разработки проводились в четыре этапа с описанием работ. В ходе исследований по переделке ручной швейной машинки были сделаны следующие выводы: установленный счётчик числа проколов позволяет контролировать частоту проколов на различных участках изделия, блок с иглами может состоять из разного количества игл разного диаметра.
Техника "фильц", игольчатые блоки, иглопробивной механизм, счетчик числа проколов, защитно-удерживающая пластина
Короткий адрес: https://sciup.org/140204536
IDR: 140204536 | УДК: 685.34:629
Текст научной статьи Малая механизация ручной швейной машины для выполнения на ней работ в технике «Фильц»
Валяние из шерсти – это очень древнее ремесло, которое возникло, когда люди обнаружили способность животной шерсти сваливаться, образуя однородное войлочное полотно. Этот материал по способности сохранять тепло мало чем уступал шкурам, но был значительно легче и мягче, поэтому его стали активно применять для создания обуви, предметов обихода, одежды и даже жилищ. С развитием промышленности стали создаваться фабрики по производству войлока и изделий из него.
Сейчас войлочные изделия не менее популярны в странах Центральной Азии: в Монголии, Киргизии, Казахстане… А знаменитые валенки России – это не только сувенир, который покупают туристы, это по-прежнему незаменимая обувь в снежные морозные зимы во многих областях нашей страны. В последние десятилетия валяние из шерсти получило второе рождение, сейчас это не столько этническое рукоделие, а скорее всего направление декоративно прикладного искусства. [1]
Объекты и методы исследования
Процесс изготовления изделий способом валяния – трудоемкий, так как используется в основном, ручной труд. Для сухого валяния используются специальные металлические иглы с насечками (зазубринами), которые используют для закрепления шерстяного волокна на основе. В настоящее время для домашнего использования появились на рынке электрические иглопробивные машины. По габаритам они равны электрической швейной машине, но в ней вместо обычных игл применяются блоки с одной, тремя, пятью и более иглами для филь-цевания.
Иголочные блоки с семью и более иглами используются на специальных машинках. Эта машина хороша для закрепления мелких деталей, нитей, аппликаций, кусочков лоскутной мозаики. Частота прокола и расстояние между проколами зависят от движения рук работницы.[2]
Результаты и их обсуждение
Это оборудование достаточно дорогостоящее (около 300$) и на рынках Казахстана практически отсутствует. Иглы для этой машины используются в основном малого диаметра и быстро выходят из строя. Учитывая вышесказанное, нами было принято решение приспособить ручные швейные машины для выполнения на них вместо швов иглопробивную технологию. Такое решение неслучайно. Во многих семьях появились электрические швейные машины нового поколения, а старые (даже ещё послевоенные) – не используются, а зачастую просто выкидываются на свалку.
Для этого были проведены следующие работы:
Первый этап. Установка иглопробивного механизма. Схема кривошипно-шатунного механизма до переделки представлена на рис. 1.
Снимаем иглодержатель 8 и устанавливаем на игловодитель 7 полую цилиндрическую трубку 10. Затем просверливаем на этой трубке два отверстия для закрепления ударного механизма.
Второй этап работы. Установка счётчика для расчёта числа проколов (рис.2).
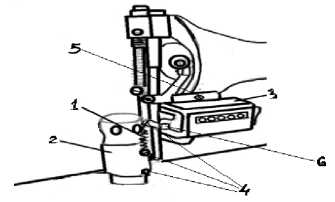
Рисунок 2 - Закрепление счетчика к машинке. 1 - стальная пружина, 2 - ударный механизм, 3 - счётчик, 4 - винты соединяющие ударный механизм со счётчиком, 5 - винт прикрепляющий счётчик к машинке, 6 - рычаг счётчика.
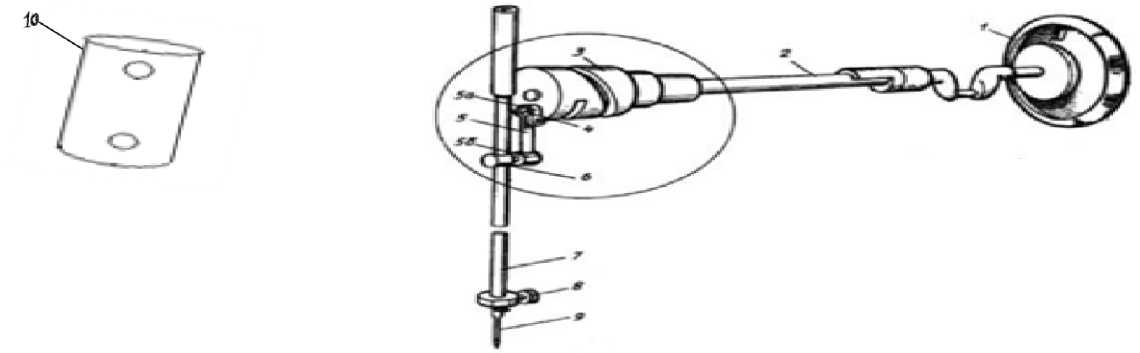
Рисунок 1 - Кривошипно-шатунный механизм.
1 - маховое колесо, 2 - главный вал, 3 - кривошип, 4 - палец кривошипа, 5 - шатун, 5а - верхняя головка шатуна, 5б - нижняя головка шатуна, 6 - поводок, 7 - игловодитель, 8 - иглодержатель, 9 - игла.
Делаем два отверстия на боковой стороне головки машинки и прикрепляем счётчик 3 двумя винтами 5 с верхней и с нижней сторон. Затем с помощью стальной пружины 1 прикручиваем один винт 4 к ударному механизму, второй – к рычагу счётчика 6. Таким образом, при каждом спуске ударного механизма пружина будет опускать рычаг счётчика и считать число проколов.
Третий этап работы. Замена лапки на защитно-удерживающую пластину, придерживающую материал. Схема механизма лапки до переделки показана на рис.3, а установленный механизм защитно-удержи-вающей пластины на рис.4.
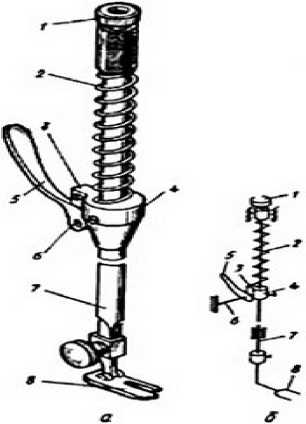
Рисунок 3 - Механизм лапки.
а - узел лапки, б - кинематическая схема узла лапки: 1 - регулировочный винт, 2 - спиральная пружина, 3 - отросток муфточки, 4 - пружино-держатель, 5 - рычаг, 6,7 - стержни, 8 –прижим-ная лапка.
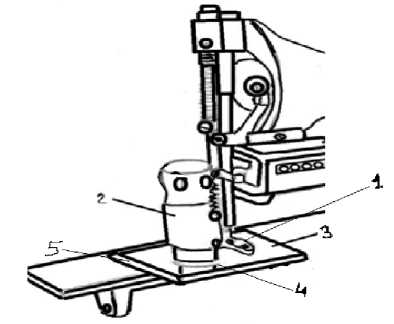
Рисунок 4 - Механизм защитно-удерживающей пластины.
1 - соединительный уголок, 2 - ударный механизм, 3 - защитно-удерживающая пластина, 4 - отверстие для входа ударного механизма, 5 - орг-стекленная пластина.
Снимаем прижимную лапку 8 со стержня и прикрепляем соединительный уголок 1 винтом на место лапки. Принцип работы схож с принципом работы лапки. Защитно-удерживающая пластина придерживает материал в горизонтальной плоскости машины. Рычаг подъёма опускается и ударный механизм 2 проходит через отверстие 4 и протыкает ткань (или войлок), захватывая волокна шерсти для валяния.
Четвертый этап работы. Закрепление щетки под рабочую поверхность иглы. Убираем механизмы (челночный и механизм двигателя ткани), расположенные во внутренней поверхности. Прикрепляем щетку 4 ко внутренней поверхности машинки с помощью соединительного уголка 5 (рис.5).
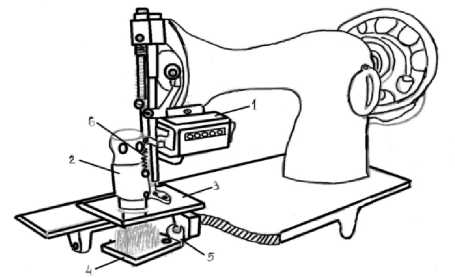
Рисунок 5 – Схема узлов ручной швейной машины после переделки.
1 - счетчик числа проколов, 2 - иглопробивной механизм, 3 - защитно-удерживающая пластина, 4 - щетка, 5 - закрепитель щетки, 6 - пружина.
Переделанная швейная ручная машина приспособлена к выполнению на ней работ в технике «фильц» [3,4].
Заключение, выводы
Отличительные особенности и приему-щество по сравнению с импортной электрической моделью:
-
1) На ней установлен счетчик числа проколов, позволяющий регулировать и
- контролировать частоту проколов на различных участках изделия, а, следовательно, влиять на прочность закрепления волокон на полотне;
-
2) Блок с иглами может состоять из разного количества игл и они могут быть разного диаметра;
-
3) Блок с иглами может быть уста-
- новлен на различной высоте от рабочей плоскости, что позволяет регулировать глубину проникновения волокон внутрь полотна;
-
4) Можно использовать иглы с промышленных иглопробивных машин (списанных), которые имеют повышенную прочность и увеличенное количество насечек;
-
5) Модернизацию машин можно организовать в любой мастерской и даже в домашних условиях;
-
6) Легкость в использовании и ремонте;
-
7) Экономичность и доступность потребителю;
-
8) Безопасность, а также возможность обратного восстановления в швейную машинку (при необходимости);
-
9) Возможность возрождения народных промыслов и обеспечение работой домохозяек.
В результате вышесказанного можно сделать вывод, что данная работа является актуальной и имеет практическую и социальную значимость.
Список литературы Малая механизация ручной швейной машины для выполнения на ней работ в технике «Фильц»
- www.elena87.net
- Паспорт электрической швейной машины японского производства фирмы «Janome FM 725».
- Устройство швейной машинки/Иллюстрация с сайта domovodstvo.fatal.ru
- Паспорт швейной машины «Подольск», выпуск 1952 г.
