Методические аспекты выработки биологически полноценного йогурта

Автор: Буянова И.В., Коновалов С.А., Дерканосова А.А., Полянский К.К.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Пищевые системы
Статья в выпуске: 3 (105) т.87, 2025 года.
Бесплатный доступ
Йогурт отличает сбалансированность по всем элементам питания, особенно по содержанию биологически важных полноценных белков. Более детальное изучение технологических особенностей йогурта, как наиболее популярного и востребованного у потребителей напитка, позволит совершенствовать его технологию и вырабатывать продукт с новыми биологическими свойствами, повысить степень усвояемости. В силу дефицита белка в рационе питания людей актуальным становится продолжение проведения исследований по совершенствованию методологических подходов к технологии производства наиболее популярного у населения молочного напитка. Для потребителей всегда важна консистенция – плотная, густая, без отделения сыворотки. регулирование консистенции йогурта можно добиться технологическими приемами. Цель работы провести исследование факторов, формирующих идентификационные характеристики консистенции биологически полноценного йогурта. В соответствии с целью исследования были сформированы задачи по совершенствованию рецептур биойогурта на базе молочного сырья отечественного производителя. Изучалась роль составных частей молока- белка и жира в составе рецептурной смеси, а также сухого обезжиренного молока в формировании нормативных характеристик консистенции йогурта. Рассматривалась взаимосвязь между рецептурными компонентами и структурно-механическими свойствами кислотного геля йогурта. Химический состав молочной смеси характеризуется наличием молочного жира, который в отвердевшем виде влияет на характер консистенции йогурта. Установлена зависимость, что: с повышением содержания жира йогурт характеризуется как плотный и густой. По всем критериям качества оптимальными дозами в составе йогурта являются: массовая доля жира 2,6–6,1%., сухого обезжиренного молока от 10,5 до 12,5%. Биохимические процессы сквашивания связанные с видом микрофлоры закваски, которые формируют консистенцию йогурта. Для производства йогурта рекомендованы к использованию комбинированные закваски. Активность комбинированного состава бактериальной закваски (St- 3 + AT-5; St - 3 + F-811) позволяет быстрее достичь нормируемых значений кислотности в йогурте и тем самым, сократить технологический цикл производства на 1 час. при наилучших показателях консистенции.
Белок, молочный жир, йогурт, закваска, сухое молоко, рецептура
Короткий адрес: https://sciup.org/140313110
IDR: 140313110 | УДК: 637.13. | DOI: 10.20914/2310-1202-2025-3-29-36
Methodical aspects of producing biologically complete yogurt
One of the key trends in the food industry's development in Russia and globally is the expansion of the range of functional food products. This study aimed to investigate technological methods for producing functional yogurt with increased milk protein content. The research objectives included examining the effect of the chemical composition of the standardized mixture on yogurt consistency, substantiating the fat/protein ratio and the type of bacterial starter. Direct-inoculation dry starters were used: pure cultures of bifidobacteria, mesophilic, and thermophilic lactic acid bacteria. Standard and generally accepted chemical, physicochemical, and analytical methods were employed. The study examined the influence of two biologically complete components—milk fat and protein—on the moisture-retaining capacity of fermented milk curds. It was found that a decrease in the fat/protein ratio reduces the amount of whey released from the curd, and, accordingly, increases its moisture-retaining capacity. Methods for improving yogurt consistency, the roles of protein and fat in the formulation, and their impact on curd viscosity and density were explored. The addition of skim milk powder in quantities of 10.0% and 12.0% is sufficient in the yogurt composition. Higher protein values of 5.1–5.2% are not recommended due to the occurrence of a consistency defect – flouriness. Based on the study of the density of the curd, the chemical composition of the yogurt mixture is recommended: the mass fraction of fat is 2.5–6.0%, the mass fraction of dry matter is 10.0–12.0%. Combinations of DVS cultures are recommended for yogurt production: St-Body 3 + YF-L811 and St-Body 3 + ABT-5, and optimal fermentation temperatures are set at 41–42°C.
Текст научной статьи Методические аспекты выработки биологически полноценного йогурта
Большинство видов кисломолочных продуктов относятся к традиционным и постоянно являются объектом изучения учеными, поскольку недостаточно изучены с помощью современных методов исследования. Данная группа молочных продуктов обладают уникальными диетическими свойствами и в соответствии с государственной программой здорового питания являются важным аспектом в доктрине оздоровления населения с рекомендациями на ежедневное употребление. В настоящее время большое внимание уделяется вопросам здоровьесбережения нации, в соответствии с чем, группа кисломолочных напитков востребована населением страны. Кроме того, следует указать на высокую пищевую ценность, что определяет их как неотъемлемый элемент здорового питания и многих специализированных диет [16]. Химический состав отличает высокое содержание основных и биологически активных веществ, в частности иммуноглобулинов различных фракций, витаминов и микроэлементов, полезных видов заквасочных микроорганизмов и бифидофлоры [3, 4].
Более детальное изучение технологических особенностей йогурта, как наиболее популярного и востребованного у потребителей напитка, позволит совершенствовать его технологию и вырабатывать продукт с новыми биологическими свойствами, повысить степень усвояемости. Йогурт отличает от других видов молочных напитков высокое количественное содержание белка. В силу дефицита белка в рационе питания людей актуальным становится продолжение проведения исследований по совершенствованию методологических подходов к технологии производства наиболее популярного у населения молочного напитка.
Йогурт отличает сбалансированность по всем элементам питания, особенно по содержанию биологически важных полноценных белков. Состав штаммов микроорганизмов в бактериальной закваске определяет физиологическое назначение для определенных групп населения, а высокая кислотность продукта, определяемая степенью накопления молочной кислоты, обусловливает его диетические свойства. Для потребителей всегда важна консистенция – плотная, густая, без отделения сыворотки. В технологии производства отдельные производители используют загустители, стабилизационные системы, нарушая естественную среду молока. В связи с этим, регулирование консистенции йогурта можно добиться технологическими приемами. Натуральные свойства молока не нарушаются, сохраняется баланс питательных веществ и безопасность продукта.
В данной работе рассматриваются актуальные вопросы по совершенствованию методологии технологических операций, обусловливающие формирование структурно-механических свойств определяющие отличную консистенцию в соответствии с требованиями ГОСТ. Так, установлено влияние кислотности молочной среды на формирование сгустка йогурта. Окончательной стадией является завершающее нарастание кислотности до значений активной кислотности 4,5–4,3 и получение прочного сгустка [5–8]. Значение кислотности будет определяться активным охлаждение молочной среды до 18–20 ºС. Дальнейшее перемешивание перед розливом не отразится отрицательно на сформированной консистенции сгустка за счет созданных крепких химических связей SH–SH. Другой диапазон кислотности 5,1–4,7 ед. РН дает вялый, неоднородный сгусток, который не подлежит расфасовке, поскольку консистенция будет не соответствовать требованиям ГОСТ [3, 4].
В то же время отмечается другой фактор воздействия на структуру сгустка и консистенцию [3, 4]. Конечные технологические этапы, связанные с условиями хранения и транспортировки, могут улучшить или снизить оценки за консистенцию [8].
Изучение состояния вопроса позволило обозначить цель данной работы: провести исследование факторов, формирующих идентификационные характеристики консистенции биологически полноценного йогурта. В соответствии с целью исследования были сформированы задачи по совершенствованию рецептур биойогурта на базе молочного сырья отечественного производителя.
Материалы и методы
Объектами исследований на разных этапах работы являлись:
-
– молоко коровье сырое, соответствующее требованиям ГОСТ.
-
– молоко сухое обезжиренное ГОСТ;
– сухие лиофилизированные закваски прямого внесения – комплекс штаммов молочнокислых бактерий подвидов Lactococcus lactis, Lactobacillus helveticus, Streptococcus thеrmо-рhilusе и др. Концентрация микроорганизмов была следующей: Lactococcus lactis ssp. Lactis не менее 1.5×109 КОЕ/г, – Lac. lactis subsp. Diacetilactis не менее 1.5×109 КОЕ/г, – Lactobacillus helveticus не менее 1.5×109 КОЕ/г, Streptococcus thеrmорhilusе не менее 1.5×109 КОЕ/г.
В рамках совершенствования технологии йогурта были проведены исследования с использованием различных заквасочных культур. Эти исследования включали несколько ключевых этапов:
-
1. Выбор заквасочных культур: на первом этапе были определены наиболее подходящие заквасочные культуры для производства биойогурта. Эти культуры выбирались с учетом их способности к ферментации молока, вкусовых характеристик, сроков ферментации и других параметров.
-
2. Лабораторные исследования на этом этапе изучали активность культур, способность к ферментации, влияние на состав и свойства готового продукта. Также оценивалась стабильность культур и устойчивость к различным условиям производства.
-
3. Оптимизация рецептур: на основе полученных данных проводились работы по оптимизации рецептур кисломолочных напитков. С этой целью обосновывали рецептурные композиции для получения повышенного содержания белка и полезной микрофлоры.
Экспериментальные образцы с различными штаммами бактериальных культур вырабатывались по классической технологии йогуртов. Использовали комбинации штаммов культур микроорганизмов: Streptococcus salivarius ssp. Thermophilus; Lactobacillus plantarum; Lactobacillus acidophilus; Lactobacillus casei; Lactobacillus fermentum; bifidobacterium bifidum; Bifidobacterium breve; Bifidobacterium longum ssp. Linfantis для получения продукта с наилучшими структурномеханическими свойствами.
Результирующими критериями служили: химический состав молочной среды, плотность сгустка по способности удерживать сыворотку в своей структуре, изменение кислотности, органолептическая оценка консистенции йогурта.
При выполнении работы использовали стандартные и общепринятые химические, физикохимические методы исследований.
Отбор проб и подготовка их к анализу для физико-химических исследований производили в соответствие с требованиями ГОСТ 13928–84 «Молоко и сливки заготовляемые. Отбор проб и подготовка их к анализу» и ГОСТ 26809–86. Кислотность, титруемую определяли по ГОСТ 3624–92 «Молоко и молочные продукты. Титриметрические методы определения кислотности». Активная кислотность – по ГОСТ 32892–2014 «Молоко. Метод измерения активной кислотности» электрометрическим методом на потенциометре рН – 121 в диапазоне измерений от 3,0 до 8,0 единиц рН. Содержание белка по ГОСТ 3445402018 «Продукция молочная. Определение массовой доли белка методом Кьельдаля». Содержание сухих веществ по ГОСТ 3626–73 «Молоко и молочные продукты. Методы определения влаги и сухого вещества» путем высушивания навески молока при 105 °С до постоянного веса. Содержание жира – по ГОСТ Р ИСО 2446–2011. «Молоко. Метод определения содержания жира. Кислотный метод Гербера». Синеретическую способность молочного сгустка определяли центрифужным методом с использованием центрифуги. Органолептические свойства йогурта определяли дегустационным анализом. Структурно-механические свойства определяли объективно на основе показателя динамической вязкости на вискозиметр Reotest – 01, изменяя скорости сдвига. Этот прибор позволяет точно измерять сопротивление жидкости при её перемещении.
Результаты
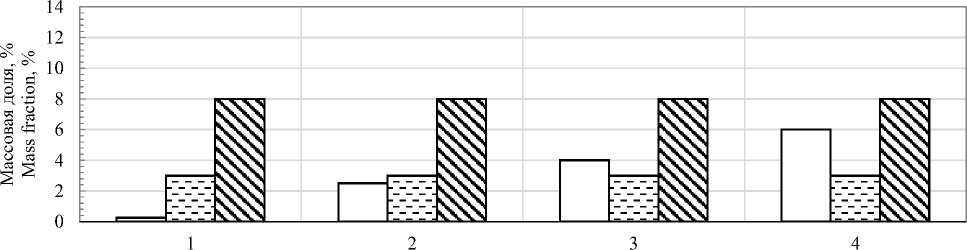
Образцы йогурта различного химического состава имели массовую долю жира в интервале от 0,1 до 6,0%, массовую долю сухих веществ от 8,2 до 14,3%. Отмечали низкие оценки за консистенцию, вкус. Видимо, сниженные дозы сухих веществ, и в, частности, рецептурной массы сухого обезжиренного молока, явились причиной неудовлетворительной оценки. На основе полученных оценок за экспериментальные образцы сделали вывод об улучшении всех характеристик йогурта с увеличением доли сухого обезжиренного молока в составе молочной смеси. Однако, отмечали появление крупитчатой консистенции в случае значительного повышения массы сухого обезжиренного молока в составе рецептурной смеси йогурта, что следует учесть при дальнейшем обосновании массы каждого ингредиента. Химический состав молочной смеси характеризуется наличием молочного жира, который в отвердевшем виде влияет на характер консистенции йогурта. Установлена зависимость: с повышением содержания жира йогурт характеризуется как плотный и густой. Так, йогурт с массовой долей жира от 4,0 до 6,0% дегустаторы характеризовали вкус как сливочный, полный. По всем критериям качества оптимальными дозами в составе йогурта являются: массовая доля жира 2,6–6,1%., сухого обезжиренного молока от 10,5% до 12,5%. Варианты экспериментальных образцов показаны на рисунке 1, отличающиеся количественным содержанием ингредиентов, соответственно имели различное содержание белка и жира, их соотношение при одинаковом количестве сухих веществ 8%.
Влияние химического состава молочной смеси образцов йогурта на структурно – механические свойства сгустка посредством доли выделившейся сыворотки показаны на рисунке 2.
Анализ экспериментальных данных показал, что в опытных образцах йогурта 1–4 с низким содержанием белка от 3,0 до 3,1% сгусток был недостаточно плотным с высокой долей отделившейся сыворотки в пределах от 82,5 до 75, 5, 0% от общего объема сгустка. В то же время образцы йогурта с повышенным содержанием молочного жира (№ 3, 4) показали меньшее количество сыворотки на поверхности продукта, что обусловлено высокими гидратационными свойствами молекулы жира, образуя оболочку мономолеку-лярной адсорбции.
Образец | Prototype
□ Массовая доля жира □ Массовая доля белка в Массовая доля СОМО
Mass fraction of fat Mass fraction of protein Mass fraction of SOMO
Рисунок 1. Экспериментальные образцы йогурта различного рецептурного состава и количественного содержания белка, жира, сухих веществ
Figure 1. Experimental yogurt samples of various formulations and quantitative content of protein, fat, and solids
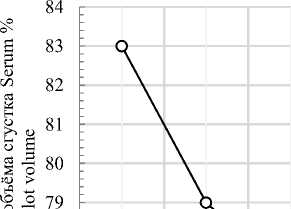
234 Образец | Prototype
Рисунок 2. Влияние химического состава молочной смеси образцов йогурта на долю выделившейся сыворотки
-
Figure 2.The effect of the chemical composition of the milk mixture of yogurt samples on the proportion of released whey
Результаты показали, что в образцах № 1, 2 с низкими влагоудерживающими свойствами кислотных гелей необходимо повышать массовую долю белка путем совершенствования рецептуры за счет увеличения массы сухих молочных продуктов. Внесение сухого обезжиренного молока 10,5% и 12,5% приводило к повышению количественного содержания белка от 3,75% до 4,5%.
Тем самым, влага мономолекулярной адсорбции субмицелл казеина прочно связывалась, и кислотные сгустки были прочными, на разрезе давали небольшое количество сыворотки, что выражалось в снижении доли от 78 до 65% от общего объема сгустка. Дозу сухого обезжиренного молока варьировали до содержания излишнего количества белка 5,25%, что отрицательно сказывалась на формирование консистенции и проявлялось в появлении порока консистенции – мучнистость.
Биохимические процессы сквашивания связанные с видом микрофлоры закваски формируют консистенцию йогурта. Исследования проводили с различными штаммами заквасок (таблица 1). Все они относятся к пробиотическим культурам функционального назначения.
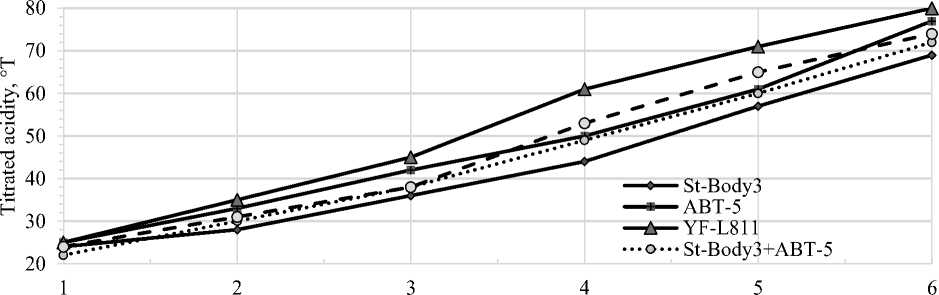
Следует отметить, что комбинирование культур St 3 + AT-5 и St – 3 + F-811 в опытных образцах йогурта позволяет активизировать кислотообразование в сравнении с образцами, заквашенных штаммом St-Body 3, содержащей только Streptococcus thermophilus. Динамика кислотообразования, контролируемая в течение процесса сквашивания опытных образцов йогурта, проиллюстрирована на рисунке 3.
Результаты показывают, что процесс ферментации проходил наиболее активно в диапазоне оптимальных температурных режимов 41–43 ºС для указанных видов микроорганизмов, и одновременно при более низких значениях температур в диапазоне 37–38 ºС и 39–41 ºС. Плотная консистенция йогурта зафиксирована при нарастании кислотности среды до 64–76 ºТ.
Таблица 1.
Характеристика бактериальных заквасок молочнокислых бактерий
Table 1.
Characteristics of bacterial starter cultures of lactic acid bacteria
|
Характеристика Characteristic |
Заквасочная культура | Starter culture |
||
|
St–3 |
AT-5 |
F–811 |
|
|
Вид микрофлоры Type of microflora |
1) Streptococcus thermophilus |
1) Streptococcus thermophilus 2) Lactobacillus acidophilus 3) Bifidobacterium longum |
1 )Streptococcus thermophilus 2) Lactobacillus delbruekii подвид|subspecies bulgaricus |
|
Минимальная клеточная концентрация, КОЕ/г Minimum cellular concentration CFU/g |
5×109 |
5×1011 |
|
|
Оптимальная температура сквашивания, ºС Optimal fermentation temperature, ºС |
38–44 |
38 – 44 |
38–44 |
|
рН |
4,8–5,3 |
4,9–5,2 |
4,6–4,9 |
Продолжительность сквашивания, ч Duration of fermentation, h
Рисунок 3. Динамика кислотонакопления при выработке йогурта
Figure 3. Dynamics of acid accumulation during yogurt production
Оптимальной продолжительностью сквашивания можно считать 3–4 часа, когда заканчивается активность молочнокислой микрофлоры, завершена коагуляция белков молочной смеси и получен плотный сгусток напитка. Использование заквасочных культур AT-5 и F-811 в составе закваски для йогурта ускоряет накопление молочной кислоты, и коагуляция белков молока проходит быстрее, за 2,5–3 час. с образованием плотной структуры. Видимо штаммы Lactobacillus acidophilus и Lactobacillus delbruekii подвида bulgaricus отличаются высокой скоростью ферментирования. Аналогичной динамикой обладают культуры комбинированной закваски St -3 + AT-5; St -3 + F – 811, сокращая время выработки йогурта в соответствии с требованиями ГОСТ до 2,5–3,0 час. Таким образом, использование комбинированных заквасочных культур позволяет ускорить технологический процесс производства с наилучшими характеристиками готового продукта, особенно в отношении формирования консистенции.
Обсуждение
Результатами исследований установлено, что в формировании структуры кисломолочных продуктов наряду с белком принимает участие и молочный жир. Зафиксирована динамика сокращения количества выделившейся сыворотки по мере увеличения количественного содержания жира, и, следовательно, степени его влияния на образование гелевой структуры. На этапе исследований рассматривалось влияние двух биологически полноценных компонентов – молочного жира и белка на способность удерживать сыворотку в структуре сгустка йогурта.
Установлена зависимость между объемом выделившейся сыворотки из кислотного сгустка и значением соотношения жир / белок в составе готового продукта. Установлено, что со снижением значения соотношения жир / белок сокращается количество выделившейся сыворотки из сгустка, и, соответственно, увеличивается способность к удержанию влаги. При использовании сухого обезжиренного молока на этапе составления смеси, с целью устранения пороков консистенции, необходимо руководствоваться улучшением влагоудерживающей способности кислотных сгустков за счет оптимальных значений молочного белка и жира в составе сухого обезжиренного молока. Анализировали динамику кислотообразования в течение сквашивания при различных температурных режимах с определением оптимальных условий развития микрофлоры бактериальной закваски.
Отмечали, что динамика накопления молочной кислоты была наиболее активной при использовании отдельных штаммов микроорганизмов AT-5 и F–811 и характеризовалась уровнем кислотности в интервале от 70 до 80 ºТ. Кроме того, активность комбинированного состава бактериальной закваски (St–3 + AT-5; St–3 + F-811) позволяет быстрее достичь нормируемых значений кислотности в йогурте и тем самым, сократить технологический цикл производства на 1 час. при наилучших показателях консистенции.
Заключение
В проведенной работе проводились исследования по улучшению консистенции йогурта, роли биологически полноценных составных частей молока – белка и жира в составе рецептурной смеси, а также сухого обезжиренного молока в формировании нормативных характеристик консистенции йогурта. Рассматривалась взаимосвязь между рецептурными компонентами и структурно-механическими свойствами кислотного геля йогурта. Химический состав молочной смеси характеризуется наличием молочного жира, который в отвердевшем виде влияет на характер консистенции йогурта. Установлена зависимость, что: с повышением содержания жира йогурт характеризуется как
Увеличение количественного содержания белка до 5,1–5,2% в составе йогурта путем включения в рецептурную смесь сухого обезжиренного молока усиливало гидратационные свойства продукта, что снижало степень отделения сыворотки. Но в практике не рекомендуется использование указанного варианта в силу появления порока – мучнистость. Установлено, что со снижением значения соотношения жир / белок сокращается количество выделившейся сыворотки, соответственно, создаются условия для формирования плотного сгустка в соответствии с нормативами. Биохимические процессы сквашивания связанные с видом микрофлоры закваски формируют консистенцию йогурта. Изучен процесс гелеобразования микрофлорой бактериальных культур. Для производства йогурта рекомендованы к использованию комбинированные закваски. Активность комбинированного состава бактериальной закваски (St-3 + AT-5; St-3 + F-811) позволяет быстрее достичь нормируемых значений кислотности в йогурте и тем самым, сократить технологический цикл производства на 1 час. при наилучших показателях консистенции.
