Многокритериальная оптимизация технологических параметров СВЧ-выпечки сбивного бездрожжевого бескоркового хлеба

Автор: Таратухин А.С., Магомедов Г.О., Хвостов А.А., Магомедов М.Г., Журавлев А.А., Плотникова И.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Пищевая биотехнология
Статья в выпуске: 3 (97) т.85, 2023 года.
Бесплатный доступ
Для снижения энергозатрат и продолжительности выпечки сбивных бездрожжевых хлебобулочных изделий, повышения их качества, актуальным является применение эффективных источников подвода энергии к тестовым заготовкам. Для равномерного прогрева тестовых заготовок по всему объему наибольший интерес представляет их сверхвысокочастотный нагрев при выпечке, что позволяет повысить экономичность производства. Одним из известных методов изучения процесса выпечки сбивного бездрожжевого бескоркового хлеба был выбран метод математического моделирования, основанный на формализации математической модели. Планирование эксперимента является наиболее эффективным в получении максимума информации об объекте моделирования при минимальном объеме экспериментальных исследований. В данной работе рассмотрено моделирование и оптимизация технологических параметров СВЧ-выпечки сбивного бездрожжевого бескоркового хлеба с применением экспериментально-статистических методов. В качестве основных факторов выбраны масса тестовой заготовки и мощность СВЧ-выпечки. Выходными параметрами являлись продолжительность выпечки до готовности, упек и высота хлеба. По результатам центрального композиционного ротатабельного планирования эксперимента построены математические модели в виде регрессионных уравнений, адекватно описывающие исследуемые процессы. Статистическая обработка экспериментальных данных выполнена по критериям Стьюдента, Кохрена и Фишера (при доверительной вероятности 0,95). Приведена математическая интерпретация регрессионных уравнений. Оптимизацию параметров СВЧ-выпечки сбивных бездрожжевых хлебобулочных изделий проводили методом неопределенных множителей Лагранжа. Определены оптимальные значения основных факторов эксперимента: масса тестовой заготовки - 465 г; мощность СВЧ-выпечки - 865 Вт, - что обеспечивает наименьший упек хлеба - 1,2 % и максимальную высоту хлеба - 78,5 мм при минимальной продолжительности выпечки хлеба - 3,4 мин.
Сбивной бездрожжевой бескорковый хлеб, выпечка, планирование эксперимента, оптимизация, метод неопределенных множи-телей лагранжа
Короткий адрес: https://sciup.org/140303231
IDR: 140303231 | УДК: 664: | DOI: 10.20914/2310-1202-2023-3-143-152
Multi-criteria optimization of technological parameters of microwave baking of whipped yeast-free bread without crust
In order to reduce energy consumption and baking time of churned yeast-free bakery products, to improve their quality, it is relevant to use effective sources of energy supply to test blanks. For uniform heating of test blanks throughout the entire volume, their ultra-high-frequency heating during baking is of the greatest interest, which makes it possible to increase the efficiency of production. One of the well-known methods of studying the baking process of whipped, yeast-free, unskilled bread was the method of mathematical modeling based on the formalization of a mathematical model. Experiment planning is the most effective in obtaining maximum information about the modeling object with a minimum amount of experimental research. In this paper, the modeling and optimization of the technological parameters of microwave baking of whipped yeast-free bread with the use of experimental statistical methods is considered. The mass of the dough piece and the power of microwave baking were chosen as the main factors. The output parameters were the duration of baking until ready, the package and the height of the bread. Based on the results of the central compositional rotatable planning of the experiment, mathematical models in the form of regression equations are constructed that adequately describe the processes under study. Statistical processing of experimental data was performed according to the criteria of Student, Kohren and Fisher (with a confidence probability of 0.95). The mathematical interpretation of regression equations is given. Optimization of the parameters of microwave baking of churned yeast-free bakery products was carried out by the method of indeterminate Lagrange multipliers. The optimal values of the main factors of the experiment were determined: the mass of the test piece - 465 g; the power of microwave baking - 865 W, which ensures the smallest bread roll - 1.2% and the maximum bread height - 78.5 mm with a minimum duration of baking bread - 3.4 min.
Текст научной статьи Многокритериальная оптимизация технологических параметров СВЧ-выпечки сбивного бездрожжевого бескоркового хлеба
В настоящее время приоритетным направлением технической политики агропромышленного комплекса является разработка системы перспективных мер по насыщению высококачественной продукцией в низком ценовом сегменте и эффективной техникой. С этой целью необходимо разрабатывать и внедрять инновационные технологии и технологическое оборудование для выпуска хлебобулочных изделий повышенной пищевой ценности и низкой себестоимости. Для внедрения ускоренной безд-рожжевой технологии хлебобулочных изделий наиболее проблемной является стадия выпечки с позиции высоких энергозатрат [1].
Актуальным является применение эффективных источников подвода энергии к тестовым заготовкам для снижения энергозатрат и продолжительности, повышения качества в процессе выпечки сбивных бездрожжевых хлебобулочных изделий.
Существуют различные механизмы подвода или генерации тепла, вызывающего интенсивный нагрев выпекаемой тестовой заготовки: способы (радиационно-конвективные), при которых тепло к выпекаемой тестовой заготовке подводится из вне; способы (электроконтактный; в электрическом поле высокой и сверхвысокой частоты; инфракрасного нагрева), при которых тепло выделяется в массе прогреваемой тестовой заготовки [2, 3]; способы с комбинированным прогревом (высокочастотный с инфракрасным; в электрическом поле токов высокой частоты с инфракрасным; инфракрасный с электрокон-тактным; инфракрасный с ультразвуком).
При применении интенсивных физических способов подвода тепла к тестовым заготовкам необходимо учитывать формирование высокого качества сбивных бездрожжевых хлебобулочных изделий. Выпечка является заключительной стадией приготовления хлеба, в ходе которой окончательно формируется его качество. В процессе выпечки внутри тестовой заготовки одновременно протекают микробиологические, биохимические и коллоидные процессы, в основе которых лежат физические явления – прогревание тестовой заготовки, влагообмен между тестом и паровоздушной средой пекарной камеры, внутренний тепломассообмен между мякишем и коркой хлеба [4].
Ввиду равномерности прогрева тестовой заготовки по всему объему и экономичности данного процесса, при выпечке сбивного бездрож-жевого бескоркового хлеба наибольший интерес представляет сверхвысокочастотный нагрев [5].
Одним из методов изучения процесса выпечки хлеба является метод математического моделирования, основным этапом которого является формализация математической модели. В настоящее время сформировались два подхода к построению математических моделей процесса выпечки [6].
Первый подход заключается в построении детерминированной модели выпечки на основе фундаментальных теоретических законов тепло и массообмена в сопряженной постановке. При этом могут быть учтены фазовый переход, механизмы капиллярной, молекулярной диффузии, термодиффузии, многофазное течение в пористой среде (вода, пар, углекислый газ) [7–11]. В ряде случаев в математических моделях учитывается давление в газовой фазе и реология мякиша, изменение геометрических размеров заготовки в ходе выпечки, цвет корки, пористость заготовки и другие параметры [10–12].
Второй подход – экспериментальностатистический, использующий концепцию «чёрный ящик» и не требующий формального описания закономерностей протекания реальных процессов при выпечке. Математическая модель в этом случае имеет вид регрессионных зависимостей, полученных в результате статистической обработки экспериментальных данных пассивных или активных экспериментов.
В лабораторной практике при исследовании технологических процессов пищевых производств наиболее эффективными являются активные эксперименты (планирование эксперимента), основной целью которых является получение максимума информации об объекте моделирования при минимальном объеме экспериментальных исследований [13].
По результатам планирования эксперимента математическая модель изучаемого процесса имеет вид полинома второй степени [13, 14] nn n y=ь + уьх + уьх2 + Ykx.x, , (1)
0 i i ii i ij i j i=1 i=1 i, j=1
i * j где yˆ – предсказанное значение выходного параметра (функция отклика); b , b , b , b – регрессионные коэффициенты; X – кодированные значения факторов; i, j – индексы факторов; n – число факторов.
Цель работы – исследование взаимодействия основных технологических факторов, влияющих на процесс СВЧ-выпечки сбивного бездрожжевого бескоркового хлеба, математическими методами планирования эксперимента, и поиск оптимальных параметров процесса СВЧ-выпечки.
Результаты
В качестве основных факторов, влияющих на процесс СВЧ-выпечки сбивного бездрожже-вого бескоркового хлеба, были выбраны: x 1 – масса тестовой заготовки, г; x 2 – мощность СВЧ-выпечки, Вт (таблица 1).
Таблица 1.
Характеристики планирования
Table 1.
Planning characteristics
|
Условия планирования | Planning conditions |
Значения факторов | Values of factors |
|
|
Масса тестовой заготовки х 1 , г The mass of the test piece x 1 , g |
Мощность СВЧ-выпечки х 2 , Вт Microwave baking power x 2 , W |
|
|
Основной уровень (0) | Main level (0) |
350 |
700 |
|
Интервал варьирования | Variation interval |
100 |
200 |
|
Верхний уровень (+1) | Upper level (+1) |
450 |
900 |
|
Нижний уровень (-1) | Lower level (-1) |
250 |
500 |
|
Верхняя «звездная» точка (+1,41) | The upper "star" point (+1.41) |
491 |
982 |
|
Нижняя «звездная» точка (-1,41) | The lower "star" point (-1.41) |
209 |
418 |
Все эти факторы совместимы и некоррелированны между собой. Выбор интервалов изменения факторов обусловлен технологическими условиями производства сбивного хлеба. Мощность СВЧ менее 400 Вт не обеспечивает прогрев и выпечку хлеба, так как температура в центре мякиша не достигает температуры 98±1 ºС. При этом выбор массы тестовой заготовки обоснован известным развесом хлеба.
В качестве выходных параметров использовали: y 1 – продолжительность выпечки хлеба до его готовности, мин; y 2 – упек хлеба, %; y 3 – изменение высоты хлеба после выпечки, мм.
Выбор данных параметров обоснован тем, что готовность хлеба судят по достижению температуры в центре мякиша – 98±1 ºС, выход хлеба судят по его упеку, пористость хлеба оценивают по изменению высоты тестовой заготовки в процессе выпечки изделия.
Моделирование и оптимизацию параметров СВЧ-выпечки проводили экспериментальностатистическими методами в несколько этапов [16].
Первый этап заключался в построении математических моделей, адекватно описывающих зависимости выбранных выходных параметров от изучаемых факторов. С целью сокращения продолжительности экспериментальных исследований и снижения затрат на их реализацию был выполнен полный факторный эксперимент (ПФЭ) типа 23 в соответствии с матрицей планирования (таблица 2, опыты 1–4). Опыты проводили в двух кратной повторности, для оценки воспроизводимости опытов в центре плана были реализованы 5 параллельных опытов (таблица 2, опыты 9–13). Число опытов в центре плана выбрали с учетом возможного в дальнейшем перехода к планированию второго порядка. Для исключения влияния неконтролируемых параметров на результаты эксперимента порядок опытов рандомизировали посредством таблицы случайных чисел. В таблица 2 представлены средние арифметические значения функций отклика по результатам двух параллельных опытов.
Таблица 2.
Матрица планирования и результаты эксперимента
Table 2.
Planning matrix and experiment results
|
Опыт Experiment |
Кодированные значения Coded values |
Натуральные значения Natural values |
Функция отклика Response function |
||||
|
Х 1 |
Х 2 |
х 1 , г х 1 , g |
х 2 , Вт x 2 , W |
y 1 , мин y 1 , min |
y 2 , % y 2 , % |
y 3 , мм y 3 , mm |
|
|
1 |
-1 |
-1 |
250 |
500 |
4,6 |
2,2 |
51,0 |
|
2 |
+1 |
-1 |
450 |
500 |
5,2 |
2,1 |
79,2 |
|
3 |
-1 |
+1 |
250 |
900 |
2,7 |
6,0 |
51,0 |
|
4 |
+1 |
+1 |
450 |
900 |
3,5 |
1,5 |
77,2 |
|
5 |
-1,41 |
0 |
209 |
700 |
3,0 |
5,15 |
53,4 |
|
6 |
+1,41 |
0 |
491 |
700 |
4,0 |
1,62 |
82,0 |
|
7 |
-1,41 |
0 |
350 |
418 |
6,2 |
1,42 |
63,5 |
|
8 |
0 |
-1,414 |
350 |
982 |
2,7 |
2,9 |
61,8 |
|
9 |
0 |
+1,41 |
350 |
700 |
4,0 |
1,95 |
63,5 |
|
10 |
0 |
0 |
350 |
700 |
4,1 |
2,31 |
63,0 |
|
11 |
0 |
0 |
350 |
700 |
3,8 |
2,0 |
63,8 |
|
12 |
0 |
0 |
350 |
700 |
3,9 |
2,1 |
62,9 |
|
13 |
0 |
0 |
350 |
700 |
4,0 |
2,0 |
63,1 |
План ПФЭ типа 22 дает возможность рассчитать оценку четырех регрессионных коэффициентов уравнения (1) и построить уравнение первого порядка. Как известно [14, 16], свободный член b 0 уравнения регрессии является оценкой выхода процесса в центральной точке эксперимента, которая смешана с суммарной оценкой квадратичных эффектов всех факторов. Если квадратичные эффекты будут значимы, то и прогнозируемые результаты опытов в центре плана эксперимента будут значимо отличаться от их экспериментальных значений. Параллельные опыты в центре плана эксперимента позволяют, не приступая даже к расчету всех (кроме b 0 ) оценок коэффициентов уравнения, судить о возможности описания изучаемых зависимостей уравнением первого порядка без включения в него квадратичных членов.
Расчеты показали, что уравнения регрессии, полученные по результатам ПФЭ, дают неудовлетворительное математическое описание и необходимо перейти к планированию второго порядка, что позволяет учесть в регрессионных уравнениях оценки квадратичных эффектов факторов.
Для этого в исходную матрицу планирования были включены опыты в «звездных» точках (таблица 2, опыты 5–8). Выбор величины «звездного» плеча ± 1,41 обусловлен необходимостью получения униформ-ротатабельного плана, обеспечивающего получения одинаковой величины дисперсии предсказания для любой точки в пределах изучаемой области [17, 18]. Опыты в «звездных» точках реализовали в двухкратной повторности. В таблица 2 представлены средние арифметические значения функции отклика в двух параллельных опытах.
Статистическая обработка экспериментальных данных заключалась в вычислении оценок регрессионных коэффициентов, проверке их значимости, оценке воспроизводимости опытов и установлении адекватности полученных регрессионных уравнений [16, 18]. При этом были использованы статистические критерии Стьюдента, Кохрена и Фишера (при доверительной вероятности р = 0,95 и соответствующем числе степеней свободы) [14, 15].
В результате статистической обработки результатов планирования эксперимента (таблица 2) получены уравнения регрессии, адекватно описывающие зависимости функций отклика от изучаемых факторов
-
У, = 3,97 + 0,35 X. - 1,06 X, +
-
1 1 2 ;(2)
+ 0,05 XX 2 - 0,23 X 2 + 0,23 Х2
-
У , = 2,08-1,19X + 0,66X -212
-
- 1,1 XX + 0,68 X 2 + 0,08 Х 2 ’
У з = 63,57 + 11,95 X - 0,66 X 2 -
-
3 1 2 ;(4)
-
- 0,27 XX + 1,76 X 2 - 0,75 Х 2
где X – кодированные значения факторов, которые с учетом условий планирования (таблица 1) связаны с натуральными значениями XI соотношениями v _ x - 350, v _x2 - 700
-X "1 ; -X-
-
1 100 2 200
Второй этап заключался в интерпретации регрессионных уравнений (2)–(4).
Математическое описание, полученное по результатам ротатабельного планирования, дает информацию о поверхности отклика, однако, интерпретация регрессионных уравнений в виде (2)–(4) затруднена. В этой связи для идентификации вида поверхностей отклика и приведения регрессионных уравнений к канонической форме воспользуемся средствами аналитической геометрии [19, 20].
Приведение квадратичного уравнения регрессии вида (1) к канонической форме заключается в замене старых координатных осей X 1 и X 2 новыми осями Z 1 и Z 2 , переносе начала координат в новую точку факторного пространства и повороту координатных осей на некоторый угол ф [15, 20].
После канонических преобразований регрессионные уравнения (2)–(4) приобретают вид у = 2,98 + 0,23Z2 - 0,23Z22;(6)
y2 = 1,62 +1,01 Z2 - 0,24Z22;(7)
Уз = 43,31 +1,76Z2 - 0,75Z22.(8)
Графическая интерпретация регрессионных уравнений (2) – (4) в виде линий равного уровня представлена на рис. 1–3. Видно, что все поверхности отклика имеет вид гиперболических параболоидов с особой центральной точкой (точкой минимакса). В направлении одной из канонических осей существует минимум, в направлении другой оси – максимум. При этом двумерные сечения гиперболического параболоида координатными плоскостями y = h (где h - произвольная постоянная) имеют вид гипербол.
Там же на рисунках 1–3 представлены двумерные сечения области эксперимента в виде окружности радиусом R = 1,41 , центр которой совпадает с центром эксперимента.
Третий этап заключался в определении оптимальных значений массы тестовой заготовки и мощности СВЧ-выпечки, при которых достигаются экстремумы функций отклика: у ^ min , Уз ^ min и y ^ max .
Видно (рисунки 1–3), что оптимальные значения выходных параметров y 1 , y 2 и y 3 достигаются в разных точках факторного пространства. Так, y 1 mn = 2,49 мин при X ** =- 1,11 и X * = 0,87; y 2min = 1,17 % при X * = 1,12 и
X * = 0,85; y 3max = 84,21 мм при X 2 = 1,41 и
X 2 =- 0,077. Очевидно, не представляется возможным установить оптимальные значения переменных X 1 и X 2 , доставляющих экстремум трем параметрам оптимизации y 1 , y 2 и y 3 одновременно.
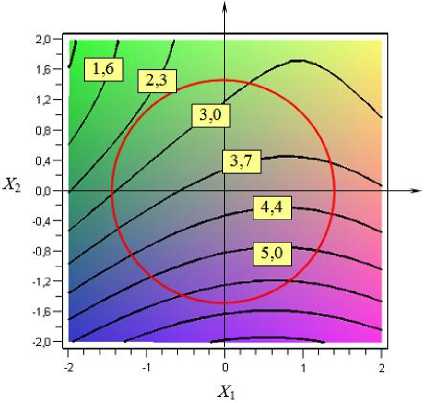
Рисунок 1. Двумерные сечения поверхности отклика y 1
Figure 1. Two-dimensional sections of the response surface y ˆ
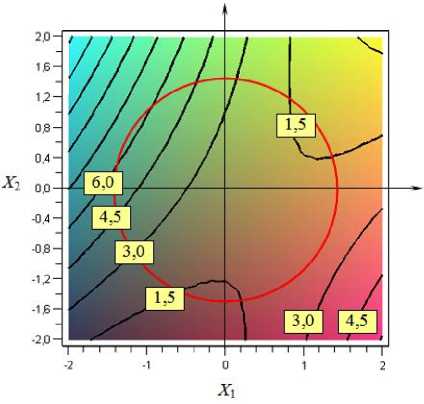
Рисунок 2. Двумерные сечения поверхности отклика y 2
Figure 2. Two-dimensional sections of the response surface y ˆ
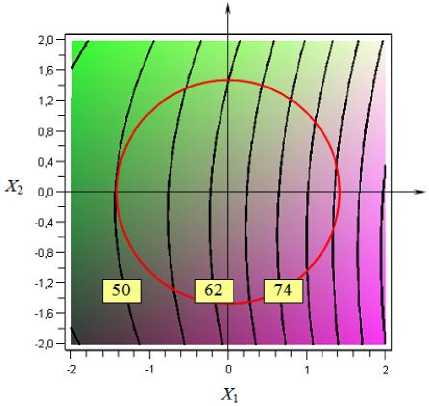
Рисунок 3. Двумерные сечения поверхности отклика y 3
Figure 3. Two-dimensional sections of the response surface
Рассматриваемая задача оптимизации является многокритериальной с конфликтом между оптимальными значениями переменных X 1 и X 2 и по каждому частному параметру оптимизации. Для ее решения воспользуемся методом свертывания частных критериев в обобщенный аддитивный критерий F [21]
n
F =xay’ (9) i=1
где i – порядковый номер частного критерия оптимизации, n – количество частных критериев оптимизации, n = 3); a. - весовой коэффициент (0 — a - 1) относительной важности частного критерия y ˆ ; y – нормированное значение частного критерия оптимизации.
Поскольку установить приоритет по важности для каждого частного критерия оптимизации затруднительно, весовые коэффициенты a назначим исходя из значений коэффициентов относительного разброса частных критериев.
Коэффициент относительного разброса S i , характеризующий крутизну поверхности отклика, для каждого частного критерия оптимизации
S =
max min max
y i = 1, n
max min где y , y – соответственно, наибольшее и наименьшее значение i-го частного критерия, рассчитанные по уравнениям (2) – (4) для области эксперимента (таблица 3).
Таблица 3.
Расчет весовых коэффициентов
Table 3.
Calculation of weight coefficients
|
Частный критерий оптимизации y i A particular optimization criterion y i |
Наибольшее значение частного критерия y imax Highest value of a particular criterion y imax |
Наименьшее значение частного критерия y imin Smallest value of a particular criterion y imin |
Коэффициент относительного разброса δ 1 Relative spread coefficient δ 1 |
Весовой коэффициент α 1 Weight factor α 1 |
|
y 1 |
5,65 |
2,49 |
0,559 |
0,316 |
|
y 2 |
6,04 |
1,17 |
0,806 |
0,457 |
|
y 2 |
84,21 |
50,36 |
0,399 |
0,226 |
Весовые коэффициенты а связаны с коэффициентами относительного разброса S соотношением
S а = -—, i =1, n. (11)
Xs
i = 1
Рассчитанные значения весовых коэффициентов частных критериев оптимизации представлены в таблица 5.
Для приведения частных критериев yˆ к безразмерному виду y использовали соотношение yi = yilyfma , i = 1, n . В результате нормировки уравнения (2)–(4) принимают вид y = 0,702 + 0,0619X. -0,1876X. +
1 1 2 ; (12)
+ 0,0088 XX - 0,0407 X 2 - 0,0407 X2
y. = 0,345 - 0,1981 X + 0,109 X. -
-
2 1 2 , (13)
-
- 0,182 XX + 0,1139 X 2 + 0,013 X2
y3 = 0,7549 + 0,1419 X - 0,00783 X2 -
-
3 1 2 , (14)
-
- 0,0032 XX + 0,0209 X 2 - 0,0088 X2
-
12. (15)
Тогда обобщенный критерий оптимизации F по форме (9) определится как средневзвешенная сумма нормированных частных критериев (12) – (14)
F = - 0,2074 + 0,103 X + 0, 007431X. +
+ 0,0796 XX - 0,0344 X 2 - 0,0208 X2
При формировании обобщенного критерия оптимизации F для минимизируемых частных критериев yz , i = 1, 2 , весовые коэффициенты а приняты со знаком «-»; для максимизируемого критерия j) i , i = 3 , коэффициент a i принят со знаком «+».
Графический анализ линий равного уровня обобщенного критерия оптимизации (15) показал (рис. 4), что максимум функции F расположен на удалении от области эксперимента, границы которой определяются уравнением
X 2 + X 2 = R 2, (16) что в факторном пространстве представляет собой сферу с центром в центре эксперимента и с радиусом R = 1,41 [16].
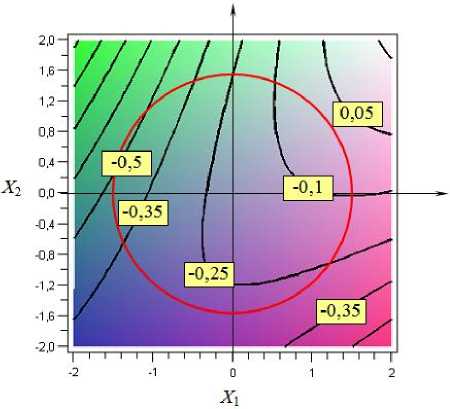
Рисунок 4. Линии равного уровня обобщенного критерия оптимизации F
Figure 4. Lines of equal level of the generalized optimization criterion F
F = - 0,2074 + 0,103 Xx + 0,007431 X 2 + + 0,0796 XX - 0,0344 X 2 - (17)
-
- 0,0208 X 2 + X ( X 2 + X 2 - R 2 ) .
Необходимым условием безусловного экстремума функции Лагранжа является равенство нулю частных производных функции (17) по всем независимым переменным Х 1 , Х 2 и неопределенному множителю X
---= 0,103 + 0,0796 X 2 -
5Xi
-
- 0,0688 Х + 2 Х Х, = 0;
SF
---= 0,007431 + 0,0796 X. -
-
5 X2
-
- 0,0216 Х 2 + 2 Х Хг = 0;
-
— = X 2 + X 22 - R 2 = 0.
ax 12
В этой связи, оптимизационная задача сводится к нахождению экстремума обобщенного критерия оптимизации (15) F ^ max при наличии ограничения (уравнения связи) (16). Для решения поставленной задачи условной оптимизации воспользуемся методом неопределенных множителей Лагранжа [22, 23], который позволяет задачу на условный экстремум свести к безусловной задаче поиска экстремума функции.
Для этого составим вспомогательную функцию Лагранжа F , представляющую собой аддитивную свертку уравнения (15) и уравнения связи (16), умноженного на неопределенный множитель Лагранжа X
Решая систему уравнений (18) относительное переменных Х 1 , Х 2 и множителя Лагранжа X при R = 1,41 , получаем значения X и координаты стационарных точек факторного пространства X * и X * , в которых достигается условный экстремум обобщенного критерия оптимизации F (15) (таблица 4). Нетрудно убедиться, что координаты каждой экстремальной точки удовлетворяют уравнению связи (16). Там же в таблица 4 представлены значения *
частных критериев оптимизации yt , i = 1, n , рассчитанных по уравнениям, соответственно, (2)–(4) в стационарных точках.
Таблица 4.
Результаты оптимизации
Table 4.
Optimization results
|
Точка Point |
X 1 * |
X 2 * |
X |
F * |
* y 1 , min |
* y ˆ2* , % |
* y , mm |
|
1 |
-0,23 |
-1,395 |
0,016 |
-0,258 |
5,81 |
1,27 |
60,46 |
|
2 |
0,47 |
-1,332 |
0,037 |
-0,263 |
5,87 |
1,62 |
69,477 |
|
3 |
-1,265 |
0,629 |
0,094 |
-0,459 |
2,54 |
1,243 |
50,956 |
|
4 |
1,148 |
0,825 |
-0,039 |
-0,067 |
3,398 |
1,174 |
78,47 |
Проверка достаточного условия существования экстремума, показала, что стационарная точка факторного пространства с координатами X * = 1,148 и X * = 0,825 является точкой условного максимума обобщенного критерия оптимизации F =- 0,067 (таблица 4).
Переходя от кодированных значений факторов к натуральным с учетом характеристик планирования (таблица 1), получим оптимальные значения массы тестовой заготовки х ** = 464,8 г и мощности СВЧ-выпечки х2 = 865,0 Вт, обеспечивающих максимум обобщенного критерия оптимизации.
Заключение
Определены оптимальные значения основных факторов (массу тестовой заготовки – 465 г., мощность СВЧ-выпечки – 865 Вт), обеспечивающих наименьший упек хлеба – 1,2 % и максимальную высоту хлеба – 78,5 мм при минимальной продолжительности выпечки хлеба – 3,4 мин.
Экспериментальные исследования процесса выпечки сбивного бездрожжевого безкоркового хлеба, проведенные в условиях лаборатории «Региональный научно-исследовательский центр инновационной технологии хлебопечения» на базе хлебозавода № 7 г. Воронежа, подтвердили оптимальность рассчитанных по предложенной методике режимов выпечки.
Список литературы Многокритериальная оптимизация технологических параметров СВЧ-выпечки сбивного бездрожжевого бескоркового хлеба
- Магомедов Г.О., Хвостов А.А., Журавлев А.А. и др. Формирование структуры мякиша сбивного бездрожжевого хлеба при интенсивной СВЧ-конвективной выпечке // Техника и технология пищевых производств. 2022. Т. 52 № 3. С. 426 - 438. https://doi.org/10.21603/2074-9414-2022-3-2375.
- Алехина Н.Н., Пономарева Е.И., Жаркова И.М., Гребенщиков А.В. Оценка функциональных свойств и показателей безопасности зернового хлеба с амарантовой мукой // Техника и технология пищевых производств. 2021. Т. 51. № 2. С. 323-332. https://doi.org/10.21603/2074-9414-2021-2-323-332
- Руднев С.Д., Шевченко Т.В., Устинова Ю.В., Крюк Р.В. Технологические особенности и теоретическое обоснование применения механически активированной воды в производстве мучных изделий // Техника и технология пищевых производств. 2021. Т. 51. № 4. С. 768-778. https://doi.org/10.21603/2074-9414-2021-4-768-778
- Кулишов Б.А., Новосёлов А.Г., Иващенко С.Ю., Гусаров Н.Е. Применение электроконтактного нагрева в хлебопечении: обзор // Ползуновский вестник. 2019. №. 1. С. 106-113.
- Магомедов Г.О., Плотникова И.В., Магомедов М.Г., Чешинский В.Л. Санитарно-технологические мероприятия при производстве хлеба без дрожжей // Гигиена и санитария. 2019. № 98(7). С. 775-780. https://doi.org/10.18821/0016-9900-2019-98-7
- Маклюков В.И. Анализ методов моделирования процесса выпечки хлеба // Хлебопродукты. 2021. № 7. С. 26-32. https://doi.org/10.32462/0235-2508-2021-30-7-26-32
- Purlis E. Modeling convective drying of foods: A multiphase porous media model considering heat of sorption // Journal of Food Engineering. 2019. V. 263. P. 132-146. https://doi.org/10.1016/j.jfoodeng. 2019.05.028
- Kutlu N., Pandiselvam R., Saka I., Kamiloglu A. et al. Impact of different microwave treatments on food texture // Journal of Texture Stud. 2021. https://doi.org/10.1111/jtxs.12635
- Purlis E. Simple methods to predict the minimum baking time of bread // Food Control. 2019. V. 104. P. 217-223. https://doi.org/10.1016/j.foodcont. 2019.04.021
- Bou-Orm R., Jury V., Boillereaux L., Le-Bail A. Microwave baking of bread; a review on the impact of formulation and process on bread quality // Food Reviews International. 2021. https://doi.org/10.1080/87559129.2021.1931299
- Purlis E., Cevoli C., Fabbri A. Modeling volume change and deformation in food products/processes: An overview // Foods. 2021. V. 10(4). P. 778. https://doi.org/10.3390/foods10040778
- Wang M., Sun M., Zhang Y., Chen Y. et al. Effect of microwave irradiation-retrogradation treatment on the digestive and physicochemical properties of starches with different crystallinity // Food Chemistry. 2019. V. 298. P. 125015. https://doi.org/10.1016/j.foodchem. 2019.125015
- Houšová J., Hoke K. Temperature profiles in dough products during microwave heating with susceptors // Czech J. Food Sci. 2002. V. 20. №. 4. P. 151-160. https://doi.org/10.17221/3526-CJFS
- Bhatt K., Vaidya D., Kaushal M., Gupta A., Soni P. et al. Microwaves and radiowaves: In food processing and preservation // International Journal of Current Microbiology and Applied Sciences. 2020. V. 9. №. 9. P. 118-131. https://doi.org/10.20546/ ijcmas.2020.909.015
- Guzik P., Kulawik P., Zając M., Migdał W. Microwave applications in the food industry: an overview of recent developments // Critical Reviews in Food Science and Nutrition. 2021. https://doi.org/10.1080/10408398.2021.1922871
- Thuengtung S., Ogawa Y. Comparative study of conventional steam cooking and microwave cooking on cooked pigmented rice texture and their phenolic antioxidant // Food Scienceand Nutrition. 2020. V. 8. №. 2. P. 965-972. https://doi.org/10.1002/ fsn3.1377
- Vu K.D., Bazhenova S.I. Modeling the influence of input factors on foam concrete properties // Magazine of Civil Engineering. 2021. №. 3 (103). P. 10311. https://doi.org/10.34910/MCE.103.11
- Дранников А.В., Шевцов А.А., Квасов А.В., Лыткина Л.И. и др. Многофакторный статистический анализ процесса смешивания при получении кормовой добавки на основе свекловичного жома // Вестник ВГУИТ. 2020. Т. 82. № 1. С. 27-33. https://doi.org/10.20914/2310-1202-2020-1-27-33
- GargА., Malafronte .L, Windhab E.J. Baking kinetics of laminated dough using convective and microwave heating // Food and Bioproducts Processing. 2019. V. 115. P. 59-67. https://doi.org/10.1016/j.fbp.2019.02.007
- Ахметова Ф.Х., Акимова И.Я., Чигирёва О.Ю. Методика приведения уравнений кривых и поверхностей второго порядка к каноническому виду с применением среды MathCAD // Научно-методический электронный журнал «Концепт». 2016. № 11. С. 151-161.
- Коротченко А.Г., Кумагина Е.А., Сморякова В.М. Введение в многокритериальную оптимизацию. Н. Новгород: Нижегородский госуниверситет, 2017. 55 с.
- Цирлин А.М. Методы оптимизации для инженеров. М.-Берлин: Директ-Медиа, 2015. 214 с.
- Senkevich S., Bolshev V., Ilchenko E., Chakrabarti P. et al. Elastic Damping Mechanism Optimization by Indefinite Lagrange Multipliers // IEEE Access. 2021. V. 9. P. 71784-71804. https://doi.org/10.1109/ACCESS.2021.3078609
