Модель расчета глубины резания с учетом динамики технологической системы и положения ПАК

Автор: Акинцева А.В., Переверзев П.П., Некрутов В.Г., Моисеев Д.В., Шаламов В.Г., Лопатин Б.А., Морозов А.В.
Рубрика: Технология
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
Актуальность исследования обусловлена отсутствием в машиностроении эффективных цифровых инструментов для прогнозирования стабильности точности обработки поверхностей при шлифовании, что приводит к необходимости дорогостоящих опытных испытаний, занижению режимов резания и выпуску брака. Особую сложность представляют операции круглого врезного шлифования, являющиеся финишными для точных деталей. Существующие модели часто не учитывают совместного влияния динамических процессов в технологической системе (ТС), переменной податливости заготовки и положения прибора активного контроля (ПАК). Целью работы является разработка модели расчета глубины резания, интегрирующей эти факторы для повышения точности прогнозирования. В статье проанализированы ограничения существующих статических подходов и обоснована необходимость учета динамических колебаний, приводящих к периодическому нарушению контакта между кругом и заготовкой. На основе установленных аналитических зависимостей между силой резания, упругими деформациями, массой заготовки и динамическими параметрами ТС предложена комплексная модель. Модель позволяет рассчитывать фактическую глубину резания, текущие размеры заготовки и радиальные силы в течение всего ступенчатого цикла подачи. Проведенное моделирование демонстрирует существенное влияние динамики: увеличение массы заготовки может повышать фактическую радиальную подачу до 16 %, вызывать колебания скорости подачи до ±46 % и радиальной силы резания до ±34 % по сравнению со статическим расчетом. Разработанная модель служит основой для создания цифрового двойника процесса шлифования, позволяющего виртуально проверять и оптимизировать технологические циклы, прогнозировать показатели точности формы и размеров, что в перспективе позволит сократить брак и повысить производительность.
Круглое врезное шлифование, глубина резания, динамика технологической системы, прибор активного контроля (ПАК), точность обработки, цифровой двойник
Короткий адрес: https://sciup.org/147253552
IDR: 147253552 | УДК: 621.92(07) | DOI: 10.14529/engin260105
Model for estimating the depth of cut with regard to machine tool system dynamics and in-process gauge position
The relevance of the study is driven by the lack of effective digital tools in mechanical engineering for predicting the stability of surface machining accuracy during grinding. This leads to costly pilot tests, understated cutting conditions, and the production of defective parts. External plunge grinding operations, which are final for precision parts, present a particular challenge. Existing models often fail to account for the combined influence of dynamic processes in the technological system (TS), variable workpiece compliance, and the position of the active control device (ACD). The aim of this work is to develop a cutting depth model that integrates these factors to improve prediction accuracy. The paper analyzes the limitations of existing static approaches and substantiates the necessity of considering dynamic vibrations that lead to periodic loss of contact between the wheel and the workpiece. Based on established analytical relationships between cutting force, elastic deformations, workpiece mass, and dynamic parameters of the TS, a comprehensive model is proposed. The model allows for calculating the actual cutting depth, current workpiece dimensions, and radial forces throughout the entire step-feed cycle. The conducted simulation demonstrates the significant impact of dynamics: an increase in workpiece mass can raise the actual radial feed by up to 16 %, cause fluctuations in feed rate of up to ±46 %, and fluctuations in radial cutting force of up to ±34 % compared to static calculations. The developed model serves as a basis for creating a digital twin of the grinding process, enabling virtual verification and optimization of technological cycles, and predicting indicators of form and dimensional accuracy. This paves the way for reducing defects and increasing productivity.
Текст научной статьи Модель расчета глубины резания с учетом динамики технологической системы и положения ПАК
A.V. Akintseva1, , P.P. Pereverzev1, , V.G. Nekrutov1, , D.V. Moiseev2,
Цель и актуальность исследования. Повышение точности и производительности операций механической обработки остается одной из ключевых задач современного машиностроения. Особую важность эта проблема приобретает для финишных операций, таких как круглое врезное шлифование, где требования к точности размеров, формы и взаимного расположения поверхностей максимально высоки. В настоящее время отсутствуют надежные цифровые инструменты, позволяющие на этапе технологической подготовки производства прогнозировать стабильность достижения заданных показателей точности. Это вынуждает предприятия прибегать к дорогостоящим и длительным опытным наладкам, вручную корректировать режимы резания и занижать их для гарантированного исключения брака, что негативно сказывается на общей производительности. Таким образом, целью данного исследования является разработка модели расчета глубины резания, которая позволит учитывать комплекс технологических факторов для точного прогнозирования формообразования поверхности и стабильности точности при круглом врезном шлифовании.
Обзор литературы. Анализ современных исследований показывает, что значительное число работ посвящено прогнозированию параметров шероховатости поверхности при шлифовании [1–6]. Вопросы же обеспечения точности в смысле соблюдения геометрических размеров и формы, особенно в условиях серийного производства, изучены в меньшей степени. Имеющиеся работы [7–18] затрагивают отдельные аспекты влияния упругих деформаций технологической системы (ТС) или тепловых явлений. Однако в них недостаточно внимания уделяется совместному влиянию динамических процессов в ТС и положения прибора активного контроля (ПАК), который является ключевым элементом управления циклом подачи. Существующие модели, как правило, носят статический характер [19, 20] и не учитывают колебаний, приводящих к периодическому нарушению контакта между шлифовальным кругом и заготовкой, что существенно искажает реальную картину съема материала.
Постановка проблемы и формулирование гипотезы. На основании обзора литературы выявлена следующая проблема: статические модели расчета процессов шлифования неадекватно описывают реальный процесс формообразования из-за пренебрежения динамическими эффектами и пространственным положением системы контроля. Это приводит к значительным расхождениям между расчетными и фактическими параметрами точности. В связи с этим выдвинута гипотеза, что разработка модели, интегрирующей влияние динамики технологической системы, переменной податливости заготовки и положения ПАК, позволит значительно повысить точность прогнозирования глубины резания, силовых нагрузок и, как следствие, итоговых показателей точности обработанной детали.
Методология исследования. В основе исследования лежит аналитическое моделирование процесса круглого врезного шлифования. Для учета динамических явлений использован подход, описывающий колебания системы и возникновение «динамического зазора» между кругом и заготовкой. Модель строится на системе взаимосвязанных аналитических зависимостей, связывающих радиальную подачу, силу резания, упругие деформации ТС, массу заготовки и кинематические параметры процесса [12]. Валидация модели проводится путем сравнительного анализа результатов симуляции с учетом динамики и без, с оценкой влияния на такие параметры, как фактическая подача, сила резания и величина упругих деформаций.
Структура работы. Статья структурирована следующим образом: после введения представлена постановка задачи, где детально описан принцип управления циклом шлифования с помощью ПАК и проанализировано влияние его положения на точность. Далее излагается разработанная модель расчета глубины резания с учетом динамики ТС. Затем приведены результаты математического моделирования и их анализ. В заключительном разделе сформулированы основные выводы и перспективы практического применения разработанной модели.
Материалы и методы
Круглое врезное наружное шлифование является одним из распространенных видов шлифования. Управление врезной радиальной подачей осуществляется на основе данных прибора активного контроля (ПАК), который измеряет диаметр заготовки в одном сечении. Величина оставшегося припуска на диаметр (2 П z ) рассчитывается как разность между текущим диаметром, измеренным ПАК ( dпак z ), и конечным целевым диаметром.
Исходно припуск максимален (2 П max ), а к концу цикла шлифования снижается до нуля. Шлифование завершается, когда пак фиксирует достижение заданного среднего диаметра ( d ср ), который обычно соответствует середине поля допуска по чертежу. Таким образом, пак настраивается на этот средний диаметр, что и является целевым значением для всего цикла обработки. Пак настраивается по среднему диаметру заготовки, который представляет собой середину поля допуска детали по чертежу:
d p = 0,5( d s + d ei ) , (1) где d es и d ei – максимальный и минимальный диаметры детали по чертежу, мм.
При круглом наружном врезном шлифовании ПАК переключает скорость подачи на следующую ступень, когда диаметр обрабатываемой поверхности достигает заранее заданного значения dпак z . Таким образом, ПАК управляет процессом, ориентируясь непосредственно на текущий размер детали, а не на расчетный остаток припуска. Соответственно, значение каждого следующего настроечного диаметра dnak z рассчитывается по завершении предыдущей ступени цикла:
dnakz=1 = dcp + (2 П2=2 + 2 П2=3 + 2 П2=4), dnakz=2 = dcp + (2 П2=3 + 2 П2=4), dnaKz=3 = dcp + 2 П2=4, dnakz=4 = dcP, где dcp - средний диаметр заготовки, определяется по формуле (1), мм; dnakz - диаметр, в котором установлен ПАК, мм; 2 П2 - величина снятого припуска на z-й ступени цикла, мм.
Цикл шлифования завершается на последней ступени ( z = Zmax ) при достижении диаметром детали значения dnakz = Zmax , после чего ПАК инициирует отвод шлифовального круга.
Выделим на всей длине заготовки 5 сечений на равном расстоянии друг от друга (начальное - С1, среднее - С3 и конечное - С5), имеющих разную податливость (рис. 1). Величина снимаемого припуска в каждом сечении будет иметь свое значение, так как податливость заготовки переменна по длине. Поэтому величина снимаемого припуска для каждого сечения также будет различной, так как ПАК может быть установлен в произвольном месте и настроечный диаметр ПАКа может совпасть с любым из пяти диаметров. На рис. 1 показано изменение снимаемого припуска при размещении ПАК в разных сечениях. В результате можно сказать о том, что различное расположение ПАК на длине заготовки оказывает значительное влияние на точность обработки.
Податливость является одним из важных параметров, влияющих на стабильность показателей точности при механической обработке. Податливость ТС в случае круглого врезного шлифования напрямую зависит от величины упругих деформаций заготовки. В настоящий момент имеются работы [19, 20], направленные на установления взаимосвязи между глубиной резания, упругими деформациями ТС и силой резания для различных видов круглого шлифования, но отсутствуют работы, учитывающие влияние динамики на упругие деформации ТС.
Процесс круглого врезного шлифования характеризуется колебаниями: ось заготовки отклоняется по синусоидальному закону из-за упругих деформаций технологической системы (рис . 2). Амплитуда этих колебаний и результирующих сил резания в 2-5 раз превышает значения, рассчитанные по статической модели [21].
Как видно на рис. 2, из-за колебаний между кругом и заготовкой образуется зазор, в результате чего круг не контактирует одновременно по всей длине обрабатываемой поверхности. В такие моменты фактический съем материала (Д S ф z ) падает до нуля, что физически означает прекращение процесса резания. Следовательно, для адекватного моделирования съема припуска необходимо учитывать динамические эффекты, а не ограничиваться статической моделью.
На основании установленной взаимосвязи между динамикой процесса, упругими деформациями ТС и др. технологическими параметрами (характеристикой круга, режимами резания и т. д.), получена формула для расчета глубины резания [20]:
S ф2,i =
- jk2 [ZKrjr^^+^i-^^^
2(1 + JK i ) ^2(1 + JKX ] (1 + JKt )
где i - номер оборота детали; z - номер ступени цикла; S П2 , i ( S ф2 , i ) - программная (фактическая) радиальная подача, мм/об; m - масса заготовки, кг; K 3 , K 4 - поправочные коэффициенты (формулы (7), (8)); j - податливость ТС, мм/Н; P y - радиальная сила резания, Н; у - ускорение упругих деформаций, мм/мин2 (формула (9)).
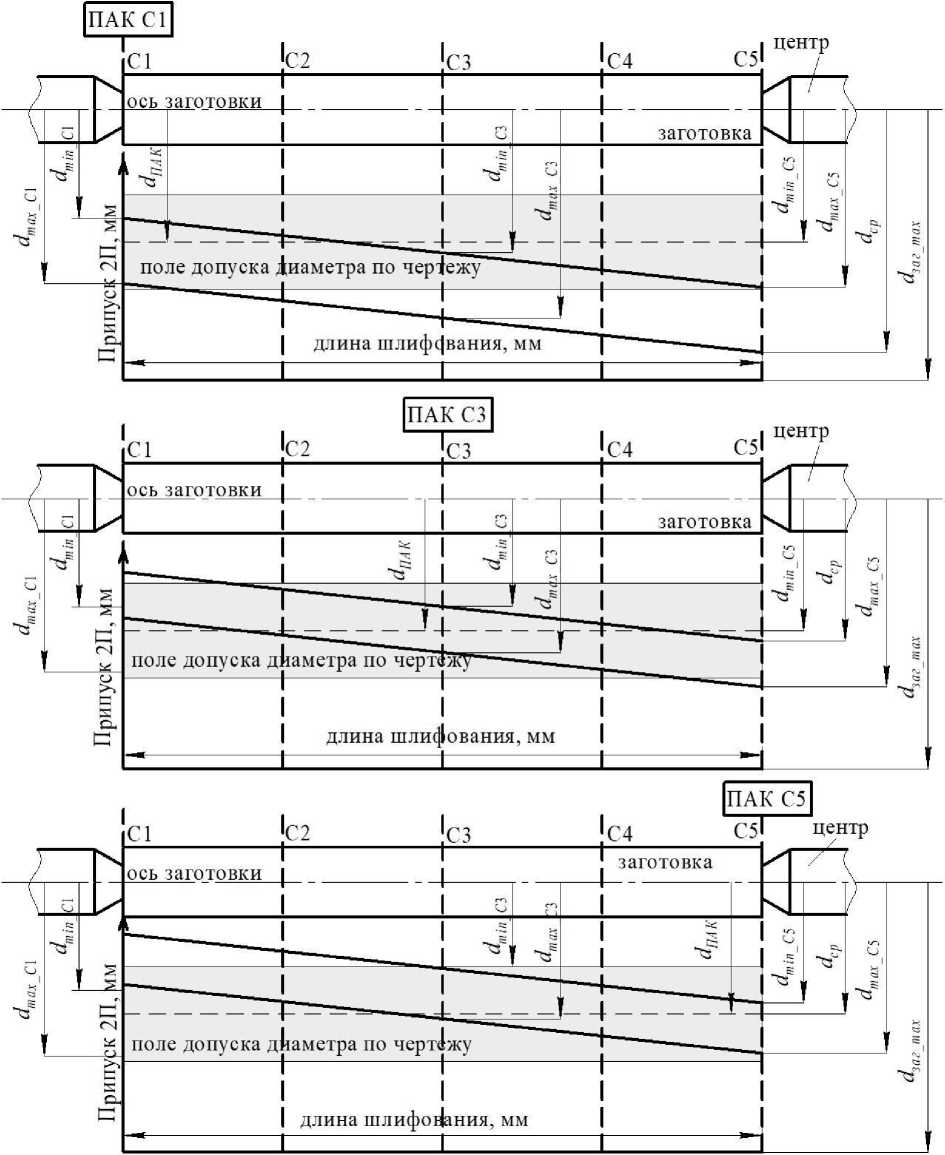
Рис. 1. Изменение величины снимаемого припуска при размещении ПАК в начальном, среднем и конечном сечении заготовки
Fig. 1. Change in the amount of stock removed when placing an active control device in the initial, middle, and final cross-sections of the workpiece
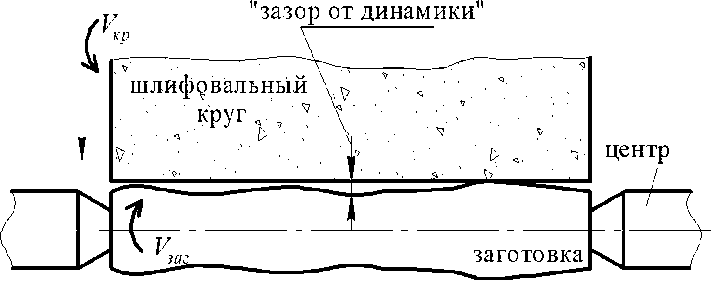
Рис. 2. Схема положения «зазора динамики» между кругом и заготовкой (величина зазора на рисунке сильно завышена для наглядности)
Fig. 2. Diagram of the “Dynamic Gap” position between the wheel and the workpiece (the gap size in the figure is greatly exaggerated for clarity)
К = π dBn
σ i ε itg β V кр
К 4 = η B σ i
dD d + D
y τ =- A ω n 2 cos( ω n 2 τ ) - B ω n 2 sin( ω n τ ) - v 3 ω n 3
a 2 v 4 - a τ
e
ω n 3 + a 2
где σ i – среднее значение интенсивности напряжений, Н/мм2; η – степень затупления круга; V кр – скорость вращения круга, м/с; d – диаметр заготовки, мм; B – высота круга, мм; D – диаметр круга, мм; β – угол между вектором скорости зерна и равнодействующей силы, действующей в зоне стружкообразования при резании единичным острым зерном, град.; ε i – среднее значение интенсивности степени деформаций; A и B – составляющие амплитуды вибрации, мм (формулы (10), (11)); ω n – угловая собственная частота технологической системы, 1/с (12); a – частота колебания – формула (13), Гц; v 1 , v 2 , v 3 , v 4 – коэффициенты, находящиеся по формулам (14)–(17):
v4v3
2 2- 4-
ω n + a ω n
SПz,i v2
—
,
ω n ω n 3 ω n ( ω n 2 + a 2 )
1 w=
1 a = ,
К 1 S Фz , i + 0,41
υ1 =
m
,
0,531 К 2 S Фz , i
υ2 =
mT ,

υ3 = , mT 2
К 1 SФz , i
U4 = - m где Т – постоянная времени, определяющаяся по формуле
T = j K 1 +
К 2
2 .s J
Моделирование съема материала при обработке партии деталей должно учитывать изменчивость технологических условий, таких как колебания припуска и степени затупления круга, как с учетом динамики процесса, так и без нее. Для этого необходимы расчеты для всех возможных сочетаний этих переменных при каждом варианте размещения прибора активного контроля (ПАК) вдоль заготовки.
Аналитические зависимости, полученные в работе [20], в том числе зависимость (6), лягут в основу цифрового двойника процесса шлифования. Они позволяют рассчитывать силы резания, глубину резания и изменение размеров заготовки в течение всего цикла. Это создает основу для прогнозирования стабильности показателей точности поверхности с учетом переменных условий, упругих деформаций, динамики технологической системы и положения ПАК. Подробное описание модели расчета глубины резания представлено в [20].
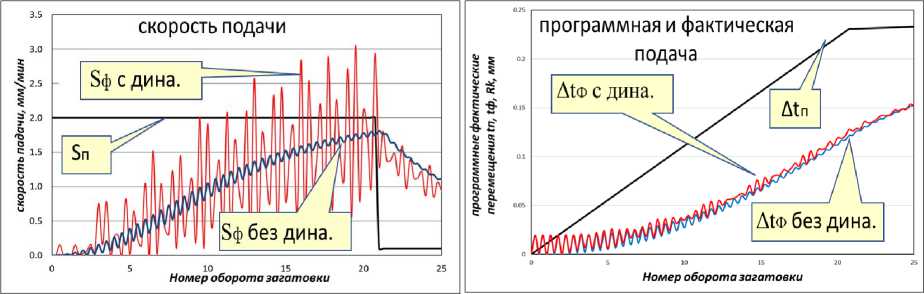
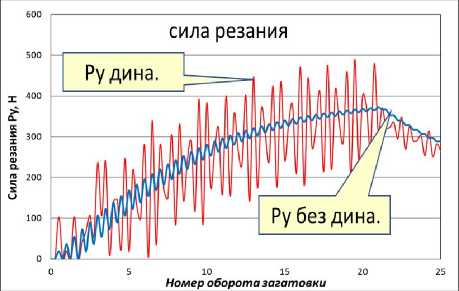
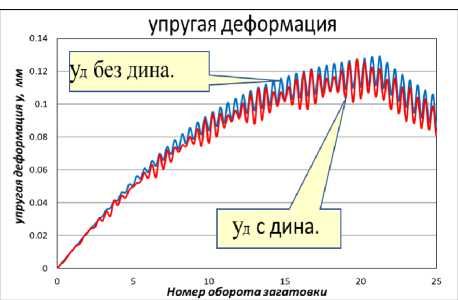
С помощью разработанной модели расчета глубины резания в ступенчатом цикле подачи круглого врезного шлифования с учетом массы заготовки, переменной податливости ТС и позиционирования ПАК построены графики, показанные на рис. 3. Из графиков видно, как увеличение массы увеличивает фактическую радиальную подачу до 16 % (по сравнению с ситуацией без динамики) и что её увеличение влияет попеременно на фактическую скорость подачи до ±46 % (по сравнению без динамики) и по радиальной силе резания попеременно также до ±34 % (по сравнению без динамики). Упругая деформация уменьшается до 9 % (по сравнению без динамики) с увеличением массы.
а)
b)
c) d)
Рис. 3. График изменения скорости врезной подачи (а), программной и фактической подачи (b), силы резания (c) и упругих деформаций технологической системы (d) с учетом динамики и без учета динамики
Fig. 3. Graph of changes in the feed rate (a), programmed and actual feed (b), cutting force (c) and elastic deformations of the technological system (d) taking into account the dynamics and without taking into account the dynamics
Результаты и обсуждения
-
1. Актуальность. В настоящий момент в машиностроительной отрасли отсутствует цифровой инструмент, позволяющий заранее (до запуска изделия в производство) прогнозировать стабильность показателей точности обрабатываемой поверхности в цифровой среде. Зачастую назначенные технологом режимы резания с целью достижения заданных требований чертежа являются заниженными и требуют адаптации к реальным производственным условиям, что приводит к дополнительным материальным и временным затратам, повышению количества выпускаемого брака, снижению производительности операций шлифования и другим негативным последствиям для производства.
-
2. Ключевой фактор. Динамика процесса круглого врезного шлифования существенно влияет на технологические параметры, поэтому расчет глубины резания должен учитывать динамические свойства технологической системы.
-
3. Предложенное решение. Разработана модель расчета глубины резания, которая интегрирует влияние переменных условий обработки, упругих деформаций, динамики ТС и положения прибора активного контроля (ПАК) для расчета сил резания, глубины резания и текущих размеров заготовки.
-
4. Возможности модели. Модель позволяет визуализировать процесс формообразования поверхности путем расчета текущих радиусов на протяжении всего процесса шлифования, что дает возможность прогнозировать итоговые показатели точности детали на основе данных симуляции.
-
5. Области применения. Возможным направлением применения данных разработок может быть не только проверка уже применяемых на производстве циклов на количество выпускаемого брака (стабильность показателей точности), но и оптимизация циклов круглого врезного шлифования.
