Моделирование деформационных смещений инструмента относительно заготовки при точении

Автор: Заковоротный Вилор Лаврентьевич, Фам Динь Тунг, Нгуен Суан Тьем
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Физико-математические науки
Статья в выпуске: 7 (50) т.10, 2010 года.
Бесплатный доступ
Дано математическое моделирование упругих деформационных смещений вершины режущего инструмента и обрабатываемой заготовки в точке их контакта. Приведены алгоритмы и результаты идентификации параметров модели для случая продольного точения.
Динамическая система, металлорежущий станок, процесс точения
Короткий адрес: https://sciup.org/14249447
IDR: 14249447 | УДК: 621.95.08:51-74
Modeling of tool deformation offsetting to workpiece in turning
Mathematical simulation of the elastic deformation offsettings of the cutting tool top and the workpiece in their contact point is considered. Algorithms and results of the identification of the model parameters for the case of linear turning are described.
Текст научной статьи Моделирование деформационных смещений инструмента относительно заготовки при точении
Введение. Исследованию и моделированию деформационных свойств подсистем режущего инструмента и обрабатываемой заготовки уделяется неизменное внимание [1-4]. Это связано с тем, что при анализе устойчивости процесса резания и автоколебаний необходимо, прежде всего, иметь модель деформаций вершины режущего инструмента относительно заготовки. Аналогичная проблема стоит и при изучении точности обработки, особенно в случаях, когда заготовка имеет значительные деформационные смещения, изменяющиеся вдоль траектории движения инструмента относительно заготовки. Во всех случаях деформационные смещения как вершины режущего инструмента, так и заготовки в точке контакта с ней вершины режущего инструмента определяются по отношению к несущей системе станка. В рассматриваемом случае – по отношению к его направляющим. Сложность вычисления деформационных смещений вершины режущего инструмента относительно заготовки заключается в том, что они формируются в результате накопления деформаций в пространстве всех конструктивных элементов подсистем инструмента и заготовки, расположенных между несущей системой станка и рассматриваемыми точками. При этом большое влияние на деформационные смещения оказывают свойства сопряжения конструктивных элементов. Конструктивная сложность и неопределенность деформационных свойств узлов сопряжения приводит к тому, что при математическом описании динамики процесса резания необходимо не только знать дифференциальное уравнение динамики, но и разработать методы идентификации всех параметров этой модели.
В общем случае для анализа динамики процесса резания используются пространственные конечномерные модели, приводящие к необходимости анализа следующего дифференциального уравнения [4]:
d 2XdX
m(X,5p,tp) —- + h(X,5p,tp)— + c(X,5p,tp) = F(X,5p,tp) + f (t),(1)
dtdt где m(X,5„,tp) = m,,(X,5„,tp)] , h(X,5„,tp) = [hs,k(X,5„,tp)] , c(X,5„,tp) = ^,k(X,5„,tp)] -соответственно функциональные матрицы инерционных и диссипативных коэффициентов, а также функциональная матрица формирования упругой составляющей сил в зависимости от вектора деформационных смещений и технологических режимов. Размерность матриц s,k = 1,2,...,6; X={X„X2,X3,X4,X5,X6}т - вектор упругих деформационных смещений вершины режущего инструмента (первые три координаты) и заготовки в точке контакта с ней режущего инструмента (последние три координаты);
F = {Fi( X, 5 p, tp), F2( X, 5 p, tp), F3( X, 5 p, tp), F4( X, 5 p, tp), F5( X, 5 p, tp), F6( X, 5 p, t р)}т - век-тор-функции динамической характеристики процесса резания, раскрывающие зависимость сил резания от упругих деформационных смещений инструмента и заготовки, а также от технологических режимов: величины подачи на оборот 5p и глубины резания tp при заданной скорости; f (t) = {f,(t), f2(t), f;(t), f4(t), f5(t), f6(t)}т - изменяющиеся во времени со- ставляющие сил резания, не объяснимые в координатах упругих деформационных смещений, которые интерпретируются как шум.
Нами поставлена задача математического моделирования, разработки алгоритмов идентификации и на этой основе – исследования свойств только одной функциональной матрицы c ( X , 5 р , t р ) = [ c , , k ( X , 5 р , t р ) ] .
Постановка задачи. На основе результатов исследований, а также с учетом анализа работ, проводимых многими учеными, можно сформулировать следующие наиболее важные свойства деформационных смещений для подсистемы режущего инструмента.
-
1. Все модели должны учитывать пространственные деформации. Представление зависимости деформационных смещений от сил в скалярном виде, например, в виде одного параметра технологической жесткости, является неправомерным, так как в этом случае, в частности при изучении механизмов потери устойчивости, теряется информация о циркуляционных силах, принципиально влияющих на потерю устойчивости стационарных траекторий движения инструмента относительно заготовки.
-
2. Эксперименты показывают, что при приложении к вершине инструмента внешней постоянной силы неизменного в пространстве направления существуют такие направления ориентации силы, которым соответствуют деформационные смещения этого же направления. Такие деформационные смещения являются коллинеарными. В общем же случае, кроме коллинеарных деформационных смещений, существуют ортогональные смещения, нормальные к коллинеарным. На рис.1 приведен пример диаграммы экспериментально полученных деформационных смещений в плоскости, нормальной к оси вращения заготовки для станка 1К62.
-
3. При изменении знака внешней силы, особенно в области малых деформационных смещений, становятся заметными гистерезисные явления. Если ориентация сил меняется в пределах от - 20 ° до + 150 ° , а также при условии, что деформационные смещения рассматриваются в вариациях относительно некоторого установившегося предварительно напряженного состояния, то гистерезисные смещения практически отсутствуют. Эти случаи соответствуют естественным направлениям изменения сил резания в вариациях относительно точки равновесия, т.е. случаям, которые рассматриваются при изучении динамики процесса резания.
-
4. По мере увеличения сил неизменного направления наблюдается тенденция уменьшения приращения деформационных смещений, вызванных одинаковыми приращениями сил. Таким образом, для малых деформационных смещений в окрестности равновесия их матрицы жесткости можно считать постоянными. Кроме этого, указанные матрицы являются симметричными, т.е. потенциальными.
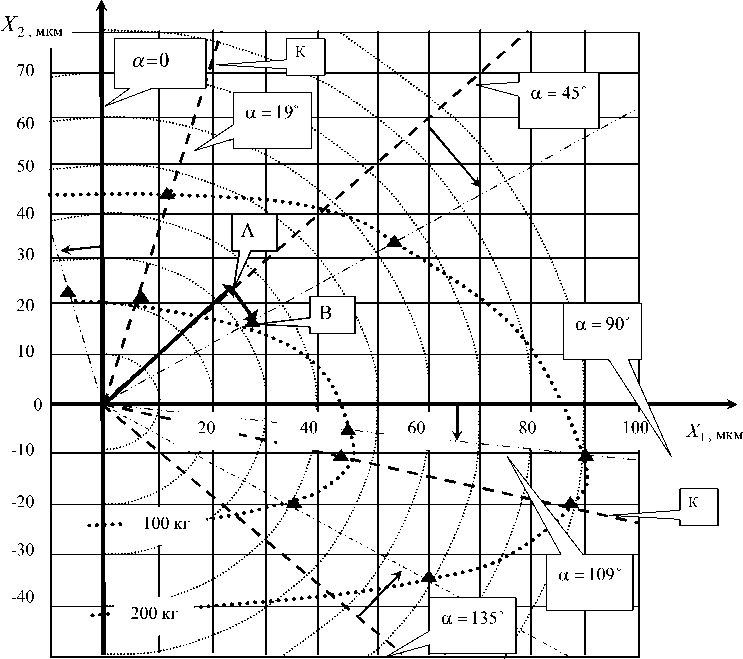
Рис. 1. Типичная диаграмма суммарных деформационных смещений вершины режущего инструмента в зависимости от направления и модуля внешней силы
На приведенной диаграмме стрелками показаны направления смещения ортогональных составляющих деформационных смещений (штрихпунктирная линия) по отношению к их коллинеарным составляющим (пунктирная линия). Из диаграммы видно, что существуют два направления приложения силы в рассматриваемой плоскости, которым отвечают только коллинеарные на- правления. Это направления, обозначенные «К». Угол между этими направлениями всегда равен п /2. Точечными кривыми показаны деформационные смещения, соответственно равные силам 100 и 200 кг. Важно подчеркнуть, что при одном и том же знаке силы только направления коллинеарных смещений (направления «К») практически не меняются. На приведенной диаграмме координата X 1 соответствует направлению, ортогональному оси вращения заготовки, координата X2 соответствует направлению скорости резания.
Приведенные свойства позволяют рассматривать деформационные смещения подсистемы инструмента в окрестности равновесия как идеальное упругое тело, а зависимость между силами и деформационными смещениями моделировать в виде:
сX = F , (2)
где X = { X 1 ,X 2, X 3}т ; F = { F 1 ,F 2, F 3}T ; с = [ cs , к ], s , к = 1,2,3 . Причем матрица с = [ cs , к ] - вещественна в силу гипотезы об идеальности упругого тела, симметрична и положительно определенна, т.е. потенциальна.
Для оценивания элементов матрицы с = [ csk ] в качестве исходной информации принимают траектории деформационных смещений вершины инструмента относительно несущей системы станка в зависимости от сил, имеющих в пространстве неизменную ориентацию. При этом используются алгоритмы скользящей линеаризации, рассматривающие оценки
с ( X * ) = [ d Fs / a X k ] п ри: X = X . = [ с , , к ( X * )J s , к = 1,2,3 . (3)
Придавая силам измеримые приращения A F (1) = { A F 1 ,0,0}т A F (2) = {0, A F 2 ,0}т A F (3) = { 0,0, A F 3} T и измеряя вариации x Sk ) деформационных смещений, получаем системы для оценивания элементов матрицы с ( X * )
Для фиксированного значения точки равновесия из выражения (4) получаем массив значений c i , j , i, j = 1,2,3 c i , j = c j , i при i * j , по которому получаем оценки параметров жесткости: их математические ожидания и дисперсии. Математические ожидания c € i , j являются оценками матрицы жесткости c в системе координат OX 1 X 2 X 3 (рис.2) для заданной точки равновесия. Для них также определяются дисперсии <€ i j , оцениваемые среднеквадратичными отклонениями.
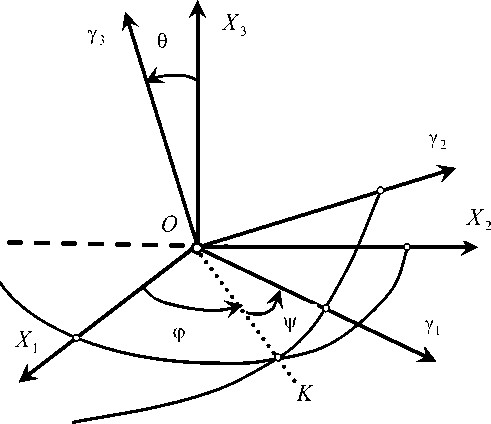
Рис.2. Система координат, в которой отсчитывается упругое деформационное смещение и внешние силы
Моделирование упругих деформационных смещений в линеаризованном виде, т.е. в виде матрицы жесткости, позволяет представить деформационные смещения в новой системе координат Oy 1 у 2 у 3 (см. рис.2), которая может быть получена на основе вращения системы координат OX 1 X 2 X 3 с помощью углов Эйлера. В новой системе O y 1 у 2 Y 3 матрица жесткости является диагональной.
Для определения матрицы линейного преобразования от системы координат OX 1 X 2 X 3 к системе координат O y 1 у 2 Y 3 выполним три последовательных положительных вращения на углы Эйлера ф , 0 , ф вокруг осей OX 3 , O y 1 , O y 3 . В результате получим матрицу преобразования в
виде:
cos ф cos ф - sin ф cos 0 sin ф - cos ф sin ф - sin ф cos 0 cos ф
Л = sin ф cos ф + cos ф cos 0 sin ф - sin ф sin ф + cos ф cos 0 cos ф
sin 0 sin ф
sin 0 cos ф
sin ф sin 0
- cos ф sin 0 cos 0
Для обратного преобразования от системы координат O y 1 у 2 у 3 в систему координат
OX 1 X 2 X 3 можно использовать следующую матрицу:
cos ф cos ф - sin ф cos 0 sin ф sin ф cos ф + cos ф cos 0 sin ф
Т = - cos ф sin ф- sin ф cos 0 cos ф - sin ф sin ф + cos ф cos 0 cos ф
sin ф sin 0 sin 0 cos ф
, Т = Л "* .
sin 0 sin ф
- cos ф sin 0
cos 0
Отметим некоторые свойства матрицы преобразования Λ : 1) Л- 1 = Л т ; 2) Л т Л = E -единичная матрица, поэтому матрица Λ является ортогональной. Кроме того, скалярное произведение векторов ( Л ' , Л ) = 1 , i = 1,2,3 , Л ' - вектор, элементами которого являются элементы i -го столбца матрицы Λ .
Связь старых координат с новыми определяется формулой:
X =Λγ , Δ F =ΛΔ F γ или γ= ΤX , Δ F γ = Τ Δ F . (7)
Подставляя формулу (7) в выражение (3), получаем:
c ( Y ) y = A F ( y ) , c (Y) =Л- 1 c Л . (8)
Если для малых деформационных смещений в вариациях относительно точки равновесия оси ( Y 1 , y 2, Y 3)т можно считать главными, то сила, имеющая направление, совпадающее с одной из осей ( Y 1 , Y 2, Y 3)т , вызывает упругое деформационное смещение только в этом направлении. В данном случае матрица упругих деформационных смещений c γ является диагональной. Таким образом, задача заключается в том, что необходимо выбрать углы Эйлера в уравнении (8) так, чтобы матрица c γ была диагональной. Это можно сделать на основе решения уравнений c 'j ( ф , 0 , v ) = 0, ' * j , вытекающих из (8). Однако эта процедура для пространственного случая представляет большие сложности, так как полученные недиагональные элементы матрицы c ( Y ) из уравнений (8) являются сложными функциями от синусов и косинусов углов Эйлера.
Матрица жесткости c в статике является вещественной, положительной и симметричной. Для любой вещественной симметричной матрицы c существует такая ортогональная матрица Λ , что Л т c Л = c ( Y ) , где c ( Y ) = diag( X 1 , X 2, X 3 ) - диагональная матрица, диагональными элементами которой являются собственные числа матрицы c , повторяющиеся согласно их кратности [5, 6].
Таким образом, можно привести симметричную матрицу жесткости c к диагональной форме, и вычислить матрицу преобразования Λ на основе определения ее собственных чисел и соответствующих им собственных векторов. При этом матрица жесткости c ( Y ) = diag( X 1 , X 2, X 3 ) в новой системе координат ( Y 1 , y 2, Y 3)т имеет диагональные элементы, являющиеся собственными числами матрицы c .
Приведем более важный случай для матрицы жесткости c , когда она имеет различные собственные числа. Это естественный случай для подсистемы инструмента. Предположим, что матрица c имеет различные собственные числа X1, X2, X3, являющиеся решением характеристического уравнения det( c -X E) = 0. (9)
Для каждого собственного числа X ' определим собственный вектор g‘ = ( g '1 ,g '2 ,g ' 3)т , который удовлетворяет системе уравнений
( c -X ' E ) g ' = 0 . (10)
Собственные векторы g 1 , g 2 , g 3 , соответствующие различным собственным числам X 1 , X 2 , X 3 , взаимно ортогональны.
Найдем по векторам g 1 , g 2 , g 3 нормированные собственные векторы e 1, e 2 , e 3 при условии ( e‘ , e‘ ) = 1 , i = 1,2,3 :
i gi
e мг
Тогда ортогональная матрица преобразования Л , столбцами которой являются нормированные собственные векторы ei ,
Л = ( e 1 , e 2 , e 3 ) =
|
e 1,1 |
e 2,1 |
e 3,1 |
|
|
e 1,2 |
e 2,2 |
e 3,2 |
. (12) |
|
_ e 1,3 |
e 2,3 |
e 3,3 . |
Теперь можно определить углы ориентаций Эйлера путем сравнения элементов матриц (5) и (12)
cos 0 = e33, sin ф sin 0 = e 3 1, sin ф sin ф = e 1 3,
или
0 = arccos e-
ф = arcsin(
3,3 ,
e
3,1 ),
e 1,3
ф = arcsin(— , ).
Деформационные свойства подсистемы режущего инструмента в плоскости. Эллипсоид жесткости для пространственного случая преобразуется в эллипс жесткости в плоскости (рис.3). Для этого случая можно сразу получить выражение для ориентации эллипса жесткости и значения его диагональных элементов.
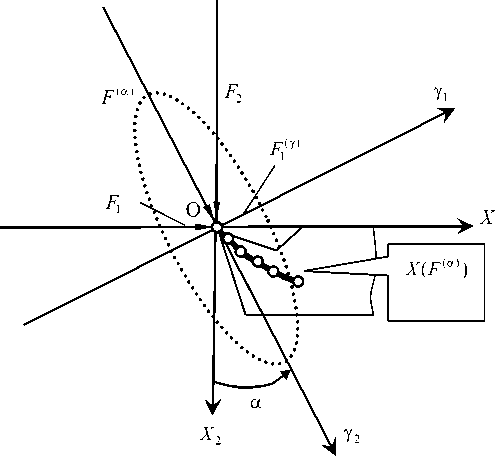
Рис.3. Система координат, в которой отсчитывается упругое деформационное смещение вершины режущего инструмента и внешние силы
Если идентифицированы матрицы упругих деформационных смещений с в пространстве
-
X , то их выражения с ( Л ) в пространстве Л получаем на основе следующего преобразования:
с ( Л ) = Ах асАх л .
X ,Л X ,Л
Пусть в окрестности точки равновесия X * = { X ^ , X 2 }т идентифицированы матрицы деформационных смещений x = { x , , x 2}т . Тогда для этой матрицы выполним преобразование (14) поворота координат
c ( Л ) =
cos a — sin a
sin a cos a
с 1,1
c 1,2
c 24
c 2,2 J
cosa sin a
— sin a cosa
( c , , cos2 a + c 2 2 sin2 a — 2 c12 sin a cos a ) [( c 2 2 — c , 1 ) sin 2 a + c , 2 cos 2 a ]
[( c 2 2 — c 1 1 ) sin 2 a + c 1 2 cos 2 a ]
( c 1 1 sin2 a + c 2 2 cos2 a + 2 c 1 2 sin a cos a )
.
Определим условия, при которых недиагональные элементы в матрице (15) были бы ны нулю [( c 2 , 2 — 0 1,1 )sin2 a + c ,,2 cos2 a ] = 0 , тогда получим:
рав-
a = 2arctg
2 c 1,2
.
У c 2,2
—
ci,i у
Матрица c ( Л ) является диагональной, т.е.
c ( Л ) =
с 0,1 0
,
где c 01 = ( c 1 1 cos2 a + c 2 2 sin2 a — 2 c 1 2 sin a cos a ) ; c 0 2
с 0,2 _
= ( c 1 1 sin2 a + c 2 2 cos2 a + 2 c , 2 sin a cos a ) .
Выполняя обратное преобразование координат { у 1 , у 2}т в x = { x , , x 2}т , получаем выражение для определения матрицы деформационных смещений вершины инструмента при заданной матрице (17):
c =
cos a
sin a
— sin a
соsα
с 0,1 0
cos a — sin a
( c 0,1 cos2 a + c 0, 2 sin2 a )
c 0 , 2 - sin a
Г
2( c 0,2
соsα
— c 0 ,1 ) sin 2 a
|( c 0,2 — c 0,1 )sin2 a
( c 0 1 sin2 a + c 0 2 cos2 a )
.
По мере увеличения внешних сил изменяются значения матриц жесткости. При этом ориентация эллипса жесткости практически не меняется.
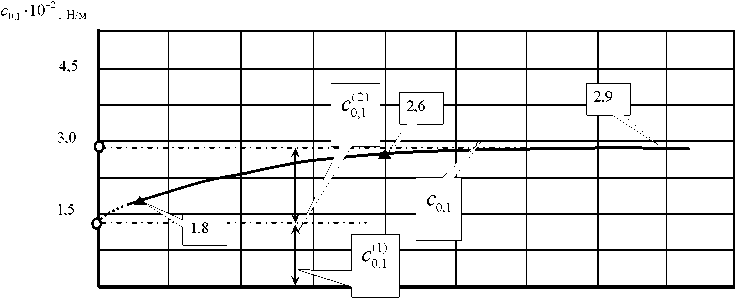
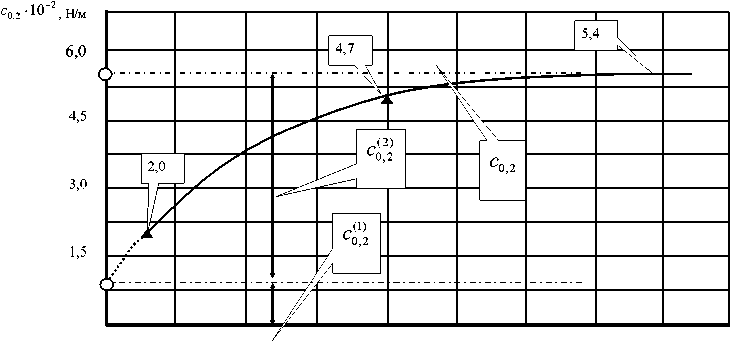
На рис.4 показаны зависимости жесткостей от координат { у 1 , у 2 }т еЛ . Они хорошо аппроксимируются экспоненциальными функциями, т.е.
|
< |
||||||
|
с „,( У , ) |
(1) с 1,0 |
(2) + с 1,0 |
1 - |
— exp |
— у |
у У |
|
М |
||||||
|
с ^« ( У , ) |
(1) = с 2,0 |
(2) + с 2,0 |
— exp |
— у |
т (2) Y У_ |
,
(1) (1)
где с 1,0 , с 2,0
(2) (2)
с 1,0 , с 2,0
– значения жесткостей на начальном этапе приложения внешней нагрузки;
– значения приращения жесткостей по мере увеличения деформационных смеще- ний; TY1),T'2: - параметры, характеризующие скорость увеличения параметров жесткости.
10 11
О 20 40 60 80 Ут- мкм
0 10 20 30 40 У2, мкм
Рис.4. Зависимость элементов матриц жесткости деформационных смещений вершины инструмента по направлениям ориентации эллипсов жесткости в зависимости от деформационных смещений по этим же направлениям
Практически полное соответствие экспериментальных и теоретических результатов связано с тем, что параметры матриц жесткости в направлениях { Y 1 , Y 2 } определены на основе идентификации. Однако они идентифицированы при анализе деформационных смещений по направлениям { F 1 ,0} и {0, F 2 } , а сами деформационные смещения вычислены по алгоритмам [см. формулы (15), (18) и (20)] при ориентации силы под углом 45 ° . Наибольшая погрешность, которая не превышает 10%, находится в области малых внешних сил. При больших силах (превышающих 500 Н) погрешность составляет 1-2%. Приведем также данные об основных параметрах, характеризующих деформационные свойства вершины режущего инструмента для различных станков токарной группы (см. таблицу). Поперечное сечение инструмента определяется следующими размерами: ширина основания – 30 мм, высота – 26 мм, вылет инструмента приведен в таблице.
Параметры упругих характеристик подсистем инструмента для различных станков
|
Тип станка |
с 0,1 - 10 —2 , н/м |
с 0 2 - 10 2 , Н/м |
α , град |
Вылет инструмента l , мм |
|
1К62 |
2,9 |
5,4 |
10 |
50 |
|
1К62 |
1,7 |
5,1 |
18 |
120 |
|
УТ16Ф3 |
4,3 |
6,7 |
12 |
50 |
|
16К20 с УЧПУ NC210 |
3,7 |
6,5 |
14 |
54 |
|
1В340Ф30 |
2,8 |
4,5 |
19 |
54 |
Данные таблицы показывают, что параметры, характеризующие деформационные смещения, зависят не только от типа станка, но и от параметров режущего инструмента, в частности, от его вылета из зажимного приспособления. Нетрудно показать, что при этом увеличение упругих деформационных смещений вершины режущего инструмента в направлении X 2 возрастают существенно больше, чем деформации стержня инструмента. Здесь вновь приходится считаться с тем, что за счет увеличения вылета инструмента возрастает момент вращения, поворачивающий всю суппортную группу, а также перераспределяется нагрузка на отдельные элементы. Ориентация осей существенно влияет на область устойчивости динамической системы резания, рассматриваемой в вариациях относительно точки равновесия.
Особенности деформационных свойств подсистемы заготовки. Главными особенностями деформационных смещений заготовки являются следующие:
-
– зависимость матрицы жесткости от траектории движения суппорта вдоль оси вращения заготовки;
-
– практически равные значения жесткостей по направлениям ориентации эллипсов жесткости (рис.5). Поэтому, исходя из уравнений (19), матрица жесткости всегда является диагональной для любой ортогональной системы координат, расположенной в плоскости, нормальной к оси вращения заготовки. В этом случае для определения упругих деформационных свойств подсистемы заготовки достаточно знать распределение жесткости вдоль оси вращения заготовки;
-
– при рассмотрении проблем устойчивости процесса резания и многообразия, формируемых в окрестностях стационарных траекторий, необходимо дополнительно анализировать не только движения центра масс заготовки, но и крутильные деформационные смещения. В этом случае необходимо учитывать крутильную жесткость всей подсистемы привода вращения заготовки.
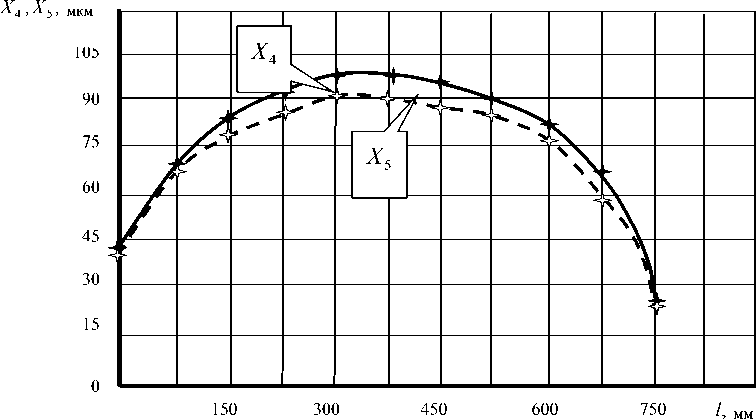
Рис. 5. Зависимость деформационных смещений точки на заготовке вдоль оси ее вращения (заготовка закреплена в трехкулачковом патроне и поджата вращающимся задним центром).
Параметры заготовки: длина 750 мм, диаметр 80 мм, сталь 45
Выводы. Приведенные математические модели упругих деформационных свойств подсистем режущего инструмента и обрабатываемой заготовки позволяют учитывать главные особенности деформаций вершины режущего инструмента и заготовки в точке их контакта. При изучении преобразования траекторий движения суппорта в траекторию формообразующих движений инструмента относительно заготовки необходимо учитывать деформации вершины инструмента в пространстве, т.е. для каждой точки равновесия упругие деформационные смещения инструмента должны 1013
рассматриваться в виде квадратной матрицы жесткости деформационных смещений размерности 3 x 3. При этом для анализа деформационных смещений подсистемы заготовки достаточно иметь информацию о распределении скалярной величины жесткости по длине, дополненную данными о крутильной жесткости. Приведенный формализм и методика параметрической идентификации в равной мере может быть распространена на другие технологические процессы обработки на металлорежущих станках.
Основные результаты исследования получены при финансовой поддержке РФФИ по проекту 07-09-90000.
Список литературы Моделирование деформационных смещений инструмента относительно заготовки при точении
- Соколовский А.П. Научные основы технологии машиностроения/А.П. Соколовский. -М.: Машгиз, 1955. -514 с.
- Адаптивное управление станками/под ред. Б.С. Балакшина. -М.: Машиностроение, 1973. -688 с.
- Кудинов В.А. Динамика станков/В.А. Кудинов. -М.: Машиностроение, 1967. -360 с.
- Заковоротный В.Л. Динамика процесса резания. Синергетический подход/В.Л. Заковоротный, М.Б. Флек. -Ростов н/Д: Терра, 2006. -876 с.
- Канатников А.Н. Линейная алгебра/А.Н. Канатников, А.П. Крищенко. -М.: Изд-во Моск. гос. ун-та им. Н.Э. Баумана, 2002. -336 с.
- Беллман Р. Введение в теорию матриц/Р. Беллман. -М.: Наука, 1969. -639 с.
- Sokolovskii A.P. Nauchnye osnovy tehnologii mashinostroeniya/A.P. Sokolovskii. -M.: Mashgiz, 1955. -514 s. -In Russian.
- Adaptivnoe upravlenie stankami/pod red. B.S. Balakshina. -M.: Mashinostroenie, 1973. -688 s. -In Russian.
- Kudinov V.A. Dinamika stankov/V.A. Kudinov. -M.: Mashinostroenie, 1967. -360 s. -In Russian.
- Zakovorotnyi V.L. Dinamika processa rezaniya. Sinergeticheskii podhod/V.L. Zakovorotnyi, M.B. Flek. -Rostov n/D: Terra, 2006. -876 s. -In Russian.
- Kanatnikov A.N. Lineinaya algebra/A.N. Kanatnikov, A.P. Krischenko. -M.: Izd-vo Mosk. gos. un-ta im. N.E. Baumana, 2002. -336 s. -In Russian.
- Bellman R. Vvedenie v teoriyu matric/R. Bellman. -M.: Nauka, 1969. -639 s. -In Russian.
