Модульная структура полимерно-композитных технологий

Автор: Кошин Анатолий Александрович, Дьяконов Александр Анатольевич, Шмидт Ирина владимировнА.
Рубрика: Технология
Статья в выпуске: 2 т.15, 2015 года.
Бесплатный доступ
Рассмотрены особенности технологических процессов ремонтно-восстановительных работ с применением полимерно-композитных материалов. Показана уникальность и индивидуальность технологических процессов ремонта практически для каждого агрегата или узла. Обширный опыт ремонтных случаев, проводившихся более 10 лет предприятиями Челябинска и Челябинской области, позволил выделить родственные виды ремонтируемых изделий и общие для них технические и технологические ремонтные решения, представляющие собой элементарные процессы. При этом каждый технологический процесс ремонта конкретного изделия можно сформировать из элементарных типовых решений путем объединения их в набор для каждой ремонтируемой поверхности. Показано, что широкое распространение в ремонтных технологиях получило применение так называемых «слоистых систем», состоящих из слоев металла и полимерно-композитного материала. Простейшей «слоистой системой» является покрытие из полимерно-композитного материала, причем применение покрытий позволяет не только восстановить изношенную поверхность, но и обеспечить разнообразные эксплуатационные свойства рабочей поверхности. Рассмотрены нередкие случаи применения более сложных «слоистых систем», например, применение систем покрытий или металл-композитных систем, позволяющие более полно и эффективно использовать уникальные свойства современных полимерно-композитных материалов. Показана перспективность использования системного подхода в применении модульного принципа при проектировании технологических процессов. Для полной реализации модульности проектирования разработана система классификации средств технологического оснащения, что позволило с учетом особенностей ремонтно-восстановительных работ с применением полимерно-композитных материалов представить модули технологического процесса ремонта.
Технологический процесс, модульная технология, полимерно-композитные материалы
Короткий адрес: https://sciup.org/147151690
IDR: 147151690 | УДК: 621.91:678
Modular structure of polymeric composite technologies
Features of technological processes of rescue and recovery operations with use of polymeric and composite materials are considered. Uniqueness and identity of technological processes of repair practically for each aggregate or subassembly is shown. Extensive experience of the repair cases which were carried out for more than 10 years by the enterprises of Chelyabinsk and Chelyabinsk region allowed to allocate sibling species of the repaired products and the general for them the technical and technological repair solutions representing elementary processes. Thus each technological process of repair of a concrete product can be created from elementary standard decisions by association them in a set for each repaired surface. In work it is shown that in repair technologies application so-called the “layered systems” consisting of layers of metal and polymeric and composite material was widely adopted. The elementary “layered system” is the covering from polymeric and composite material. And application of coverings not only allows to restore a worn-out surface, but also to provide various operational properties of a working surface. Not exceptional cases of application more difficult “layered systems”, for example, use of systems of coverings or metal-composite systems, the unique properties of modern polymeric and composite materials allowing to use more fully and effectively are also considered. Prospects of use of system approach in application of the modular principle at design of technological processes are shown. The system of classification of means of technological equipment is developed for full realization of a modularity of design. That allowed taking into account features of rescue and recovery operations with use of polymeric and composite materials to present modules of technological process of repair
Текст научной статьи Модульная структура полимерно-композитных технологий
Особенностью проектирования технологических процессов ремонта является невозможность заранее определить полный перечень дефектов подлежащего ремонту агрегата. В первую очередь это связанно с тем, что практически любой ремонт является индивидуальным, и, следовательно, единичным в своем роде. В большинстве случаев во время проведения работ выявляются дефекты, не обнаруженные при составлении дефектной ведомости. Например, при определении границы распространения трещины практически всегда при её разделке либо очистке примыкающих зон выявляется несоответствие распределения реальных и указанных в дефектной ведомости размеров. Это приводит к тому, что при проектировании ремонтов сначала определяется планируемый объем работ (составляется предварительная сметная калькуляция), а при сдаче – реальная калькуляция, учитывающая реально выполненные работы и затраченные материалы. Таким образом, нормирование в ремонтном производстве двухуровневое.
Предварительная сметная калькуляция, как правило, составляется укрупнено, фактические же затраты – требуют возможно бóльшей точности. Тем не менее, на этом этапе применяется укрупненное нормирование по неполному штучному времени, присущее единичному производству, каковым и является ремонтное производство.
При ремонте дорогих и уникальных агрегатов применяется и поэлементное нормирование. Обычно это происходит только в исключительных случаях, однако при ремонте с использованием полимерно-композитных материалов такие ситуации возникают достаточно часто. Дело в том, что полимерные материалы достаточно дороги, поэтому применяются при ремонте деталей, которые сложно, а порой даже невозможно изготовить или приобрести.
Таким образом, детальное проектирование технологических процессов ремонтно-восстановительных работ с применением полимерно-композитных материалов является актуальной задачей.
Детальное проектирование единичных технологических процессов применительно к полимерно-композитным технологиям в значительной степени может быть упрощено путем декомпозиции его на элементарные технологические модули. Как уже указывалось выше, ремонтновосстановительные работы характеризуются большим разнообразием. Тем не менее, на базе анализа технологических процессов ремонта конкретных изделий, взятых из опыта специализирующихся на этом виде деятельности организаций, можно для наиболее часто встречающихся случаев и условий ремонта сформировать типовые технологические решения. Для реализации этого нами были рассмотрено большое количество случаев ремонта, проводившихся более 10 лет предприятиями «Парма Сервис» и НПО «Композит» на заводах Челябинской области (Магнитогорский металлургический комбинат, Магнитогорский метизно-калибровочный комбинат, «Мечел», «Челябинский трубопрокатный завод», «Челябинский кузнечно-прессовый завод», «ЧТЗ-Уралтрак», «Челябинский электрометаллургический комбинат», предприятия «Челябэнерго», предприятия системы водоснабжения и водоотведения г. Челябинска). В результате были выделены родственные виды ремонтируемых изделий и общие для них технические и технологические ремонтные решения - элементарные процессы, предназначенные:
-
- для ремонта валов;
-
- ремонта посадочных шеек валов под подшипники;
-
- ремонта посадочных мест под подшипники в корпусах;
-
- ремонта корпуса подшипника;
-
- ремонта корпуса редуктора;
-
- ремонта емкостей;
-
- ремонта и защитного покрытия рабочего колеса насоса;
-
- ремонта и защитного покрытия рабочего колеса дымососа;
-
- антикоррозийного покрытия емкостей.
Технологический процесс ремонта конкретного изделия можно сформировать из элементарных путем объединения их набора по каждой ремонтируемой поверхности.
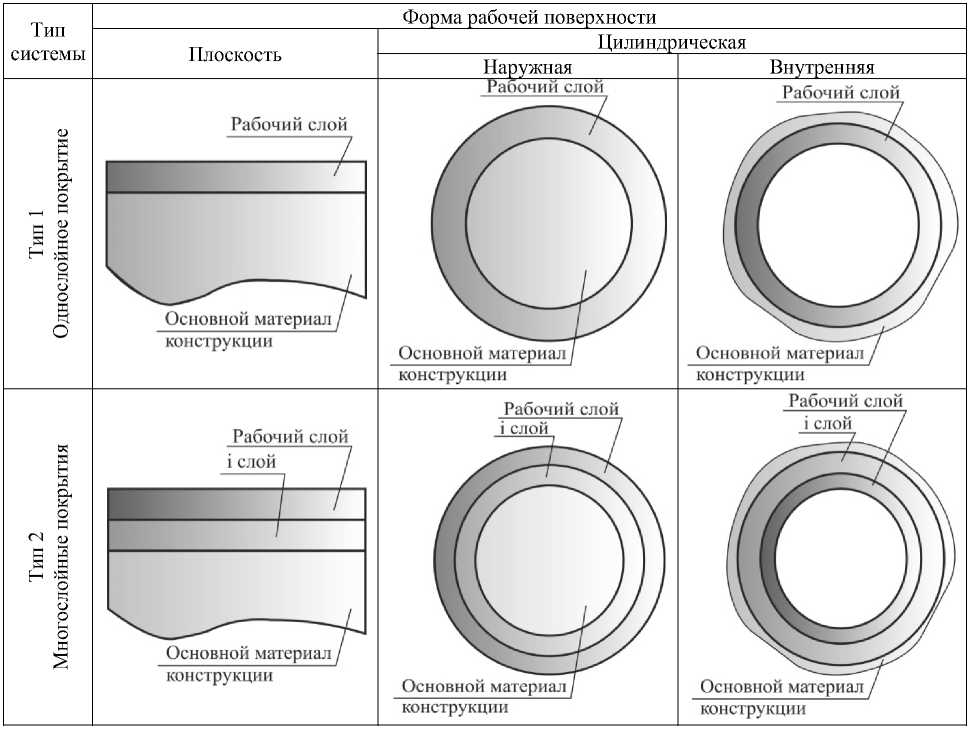
Выделенные типовые технологические процессы в свою очередь включают большое разнообразие как конструктивных, так и технологических решений ремонта. Например, при ремонте корпуса редуктора могут быть как трещины, так и пробоины; нередко возникает необходимость восстановления резьбового соединения; при ремонте валов - износа посадочного места под подшипник, восстановление шпоночной канавки, восстановление потерь металла на трущейся поверхности и т. д. Кроме того, в зависимости от конкретного случая (величины износа, характера и величины силовой нагрузки, температурного или средового режима работы детали в агрегате) конструктивное решение ремонта может принимать разнообразные формы (простое заполнение изношенного объема металла композитом, применение армирующих элементов, создание многослойной металл-композитной конструкции и т. д.). Широкое распространение получило применение так называемых «слоистых систем», состоящих из слоев металла и полимерно-композитного материала (табл. 1).
Простейшим вариантом слоистой системы является покрытие из полимерно-композитного материала (тип 1, см. табл. 1). Подбором специального полимерно-композитного материала можно обеспечить разнообразные эксплуатационные свойства рабочей поверхности. Это могут быть повышенные фрикционные свойства или наоборот - антифрикционные, или - антикавитацион-ные свойства, стойкость к абразивному воздействию, стойкость к воздействию агрессивных сред и т. д. [1-12].
Более полно и эффективно использовать уникальные свойства современных полимернокомпозитных материалов позволяет система покрытий из них. Например, первый слой на основном материале детали может быть выполнен из композита с модулем упругости меньшим, нежели у основного материала, а наружный (рабочий) - выполнен из коррозионно-стойкого материала. Такие системы эффективны, когда рабочая поверхность подвергается воздействию агрессивного газового или жидкого потока с механическими включениями.
В металл-композитной системе, состоящей из трех слоев (тип 2, см. табл. 1), рабочий слой выполнен из металла, а между ним и основным металлом изделия располагается слой полимернокомпозитного материала. Эти системы применяются в случаях, когда рабочая поверхность испытывает большие контактные давления, например в подшипниковых узлах прокатных станов. Конструктивные решения металл-композитных систем отличаются большим многообразием (табл. 2).
В металл-композитной системе, состоящей из трех слоев (см. тип 2, см. табл. 1) [1, 13], рабочий слой выполнен из металла, а между ним и основным металлом изделия располагается слой полимерно-композитного материала. Эти системы применяются в случаях, когда рабочая поверхность испытывает большие контактные давления, например в подшипниковых узлах прокатных станов. Конструктивные решения металл-композитных систем отличаются большим многообразием (табл. 2).
Слоистые системы на базе полимерно-композитных материалов
Таблица 1
Системный подход в применении модульного принципа при проектировании технологических процессов следует признать перспективным [14]. Он позволяет синтезировать технологический процесс путем выбора из множества простых модулей. В определенной степени модульность проектирования применяется во многих случаях: например, для заготовительных операций, операций термообработки, транспортирования и пр. Однако для полной реализации модульности проектирования необходима разработка системы классификации средств технологического оснащения и самих модулей технологического процесса.
Несмотря на большое разнообразие случаев ремонтно-восстановительных работ, любой технологический процесс ремонта с использованием полимерно-композитных материалов состоит из определенных последовательно выполняемых этапов [15]:
-
- разборка дефектного узла для ремонта;
-
- конструктивное решение восстановительного ремонта;
-
- подготовка ремонтируемой поверхности для нанесения полимерно-ком п озитного материала;
-
- работы с полимерно-композитными материала м и;
-
- окончательная механическая обработка полимерно-композитных покрытий;
-
- слесарно-сборочные работы;
-
- контрольно-регулировочные работы.
На базе этих этапов можно сформировать элементарные технологические модули.
Предусмотренные на этапе разборки дефектного узла для ремонта виды работ при включении их в ремонтные технологии с использованием полимерно-композитных материал о в, как показывает производственный опыт, имеют специфические особенности, ко т орые при р азработке технологических модулей необходимо учитывать. Так, например, слесарные разборочные работы при ремонте выполняются с загрязненными, изнош е нными, ржавыми и корродированными соединениями. Поэтому необходимо учесть специальные технологические приемы, применяемые при разборке таких соединений. Для слесарно-разборочных работ необходимо разработать комплекс модулей технологических процессов разборки в зависимости от характера по в реждения соединения [15].
Таблица 2
Конструкции трехслойных металл-композитных систем в ремонтных технологиях
|
Схемы применения металл-композитной системы |
Эскиз |
|
|
Вал |
Отверстие |
|
|
Втулка с закреплением на полимерно-композитный материал |
||
|
Сегмент с закреплением на полимерно-композитный материал |
-------+------- |
|
|
Втулки с закреплением на полимерно-композитный материал и усиливающие винты |
w хп -------1-------Шах 1 АЖА |
|
|
Сегмент с закреплением на полимерно-композитный материал и усиливающие винты |
||
Подготовка ремонтируемой поверхности для нанесения полимерно-композитного материала , то есть предварительная механическая обработка - это работа с изношенными, нагартован-ными или отожженными поверхностями, поверхностями с нарушенной геометрией. Исследования в этой области позволили выделить группы повреждений металлических поверхностей - это фреттинг, холодный задир, горячий задир, отжиг и абразивный износ. Характер повреждений также необходимо учитывать при назначении режимов их механической обработки лезвийным инструментом.
Кроме того, возникает необходимость выполнять специальные подготовительные работы: дробеструйную или пескоструйную обработку ржавых и корродированных поверхностей, обезжиривание поверхности с использованием специальных жидкостей, химическую очистку поверхности под нанесение полимерно-композитного покрытия, нанесение разделительной пленки с использованием специальных антиадгезивов и т. д.
Содержание выполняемых при этом работ зависит от конструктивного решения выполняемого ремонта и включает изготовление армирующих и усиливающих элементов, изготовление фальшдеталей и их установку, ручную механическую обработку поверхностей.
Работы с ремонтными полимерно-композитными материалами. В связи с тем, что полимерно-композитный материал представляет собой двухкомпонентный состав, отдельные компоненты которого хранятся раздельно, рабочий композит приготавливается непосредственно перед его нанесением в определенной пропорции, причем дозирование производится по массе или по объему. Соотношение компонентов зависит от марки полимера. Приемы нанесения полимера, инструмент для нанесения, как и сама технология нанесения композита, главным образом зависят от характера ремонтируемой поверхности [16].
Окончательная механическая обработка полимерно-композитных покрытий. На этом этапе производится окончательная механическая обработка восстанавливаемой поверхности на металлорежущих станках - это обработка новых материалов, для которых полностью отсутствуют рекомендации по технологии обработки [17-19].
Таблица 3
Модули ремонтно-восстановительных работ технологического процесса ремонта с использованием полимерно-композитных материалов
|
Этап технологического процесса |
Технологический модуль |
Технологические операции и переходы |
|
Разборка дефектного узла для ремонта |
Вспомогательные работы |
Перемещение деталей (узлов). Кантовка деталей (узлов). Очистка и промывка деталей (узлов). Обдувка поверхностей деталей (узлов) сжатым воздухом. Протирка поверхностей деталей (узлов). Расстопорение и разборка резьбовых соединений. Раскрепление и выпрессовывание штифтов |
|
Разборка дефектного узла для ремонта |
Слесарноразборочные работы |
Выемка из отверстий пальцев (осей, штоков); шариков из гнезда (отверстия, канавки); уплотнительных колец (дисков, сальников); валов в сборе из открытых гнезд подшипников; пружинных колец из выточки. Снятие шпонок, прокладок, маховичков с вала; крышек; деталей с плоскости, с валов или выемка из отверстий; реек co станины; деталей со шлицевых валов; пружин с вала или выемка из гнезда; деталей, установленных на шпильки; смазочных трубок; кожухов. Выпрессовывание подшипников качения с валов или из отверстий; валов из корпусов; втулок (стаканов) из корпусов |
|
Подготовка ремонтируемой поверхности для нанесения полимерно-композитного материала |
Вспомогательные работы при подготовке деталей к обработке поверхностей |
Механизированная загрузка и разгрузка деталей. Промывание деталей (сборочных единиц). Очистка от ржавчины наружных поверхностей деталей. Изолирование в деталях (сборочных единицах) поверхностей, не подлежащих покрытию полимерно-композитным материалом. Снятие изоляции |
Окончание табл. 3
|
Этап технологического процесса |
Технологический модуль |
Технологические операции и переходы |
|
Подготовка усиливающих и армирующих элементов |
Резка заготовок из листового проката. Вырубка деталей из листа зубилом, прокладок обстукиванием молотком по контуру детали или шаблона, смазочных канавок крейцмейселем. Гибка детали из прутка или проволоки в тисках. Зачистка заусенцев и притупление острых кромок |
|
|
Подготовительная механическая обработка ремонтируемых поверхностей |
Зачистка поверхности шлифовальной шкуркой. Обработка плоскостей напильником, шлифовальной пневматической машинкой. Притирка цилиндрических поверхностей. Шабрение вкладышей, втулок, горизонтальной плоскости. Сверление отверстий, зенкерование сквозных отверстий |
|
|
Подготовка ремонтируемой поверхности для нанесения полимернокомпозитного материала |
Подготовительная механическая обработка ремонтируемых поверхностей |
Развертывание цилиндрических и конических сквозных отверстий. Нарезание резьбы в отверстиях, на стержнях. Калибрование резьбы в сквозных отверстиях, на стержнях. Клепка деталей (узлов). Обработка поверхностей под нанесение полимерно-композитного материала на металлорежущих станках |
|
Работы с полимернокомпозитными материалами |
Дозирование компонентов |
Взвешивание компонентов полимерно-композитного материала на весах. Заправка дозатора компонентом полимерно-композитного материала. Смешивание компонентов полимерно-композитного материала. Заполнение пресс-шприца полимерно-композитным материалом. Промывка инструмента и приспособлений в ванне растворителем для удаления пыли и обезжиривания |
|
Нанесение покрытий |
Обезжиривание поверхности детали. Нанесение на поверхность разделительной жидкости. Установка и снятие буртиков от растекания полимерно-композитного материала при формовании. Нанесение полимерно-композитного материала |
|
|
Заполнение полимерно-композитным материалом технологических полостей |
Восстановление полимерно-композитным материалом геометрической формы поверхности шпателем. Формование поверхности, восстанавливаемой полимерно-композитным материалом, аппликатором вручную, на станке, при помощи фальшдетали. Закачивание полимерно-композитного материала в ремонтируемую полость пресс-шприцем |
|
|
Работы с полимернокомпозитными материалами |
Заполнение полимерно-композитным материалом технологических полостей |
Выкраивание армирующей решетки по месту дефекта. Нанесение армирующих элементов на восстанавливаемую поверхность. Пропитка армирующих элементов полимерно-композитным материалом. Удаление свежих подтеков с поверхности детали |
|
Полимеризация полимернокомпозитных материалов |
Сушка поверхности полимерного слоя электрофеном. Сушка полимерно-композитного покрытия в термокамере. Термическая обработка полимерно-композитного слоя |
|
|
Контроль формирования эксплуатационных свойств покрытий |
Контроль качества полимерного слоя после полимеризации осмотром. Разделка дефектов на поверхности полимерного слоя шабером: при уровне дефектности до 10 %, при уровне дефектности до 50 % |
|
|
Окончательная механическая обработка |
Механическая обработка на металорежущих станках |
Обработка на токарных, карусельных, продольно-фрезерных, сверлильных, продольно- и поперечно-строгальных, горизонтально- и вертикально-фрезерных станках |
Исследования обрабатываемости полимерно-композитных покрытий показали, что всю номенклатуру современных промышленных ремонтных композитных материалов можно подразделить на четыре группы обрабатываемости: сталь, сталь-керамика, керамика и высокотемпературные полимерно-композитные материалы [5, 16, 20].
Слесарно-сборочные работы включают операции и переходы, присущие сборочным цехам машиностроительных предприятий, такие как ввертывание и стопорение болтов, шпилек, винтов; установка шайб, прокладок, шпонок; установка на вал деталей типа шкивов, крышек с прокладками и привертывание их винтами; запрессовывание деталей на вал или в отверстие и т. д.
Контрольно-регулировочные работы выполняются после сборки отремонтированного узла и в зависимости от его конструкции могут включать регулировку подшипников, проверку легкости вращения детали при сборке, соосность валов (отверстий), проверку прямолинейности, перпендикулярности, параллельности плоскостей и т. д.
С учетом вышеизложенных особенностей ремонтно-восстановительных работ с применением полимерно-композитных материалов в табл. 3 представлены модули технологического процесса ремонта.
Предложенная классификация технологического процесса ремонтных работ с применением полимерно-композитных материалов позволила выделить типовые элементы технологии - модули, которые слабо связаны между собой и каждый из которых имеет свои специфические закономерности. В результате разрабатываемая теория ремонтных полимерно-композитных технологий должна пойти по пути создания моделей и правил проектирования каждого модуля и разработки общего алгоритма синтеза рабочего технологического процесса из этого множества модулей.
Настоящая статья является первой частью, в одном из следующих номеров журнала будет представлен пример использования модульного подхода при проектировании технологического процесса ремонта.
Работа выполнена при поддержке гранта Президента Российской Федерации МК-873.2014.8.
Список литературы Модульная структура полимерно-композитных технологий
- Shyha, I. Drilling of Titanium/CFRP/Aluminium Stacks/I. Shyha, S.L. Soo, D.K. Aspinwall et al.//Key Engineering Materials. -2010. -Vol. 447-448. -P. 624-633.
- Mechanical and Biological Properties of Titanium Syntactic Foams/X.B. Xue, Y.Y. Zhao, V. Kearns, R.L. Williams//Proceedings of TMS 2010 Annual Meeting & Exhibition. -Vol. 2: Materials Characterization, Computation, Modeling and Energy, TMS, Warrendale, Pennsylvania, USA. -2010. -P. 129-135.
- Zhao, Y.Y. Manufacture and Mechanical Properties of Metal Matrix Syntactic Foams/Y.Y. Zhao, X.F. Tao, X.B. Xue//Materials Science and Technology (MS&T) 2008, October 5-9. -Pittsburgh, Pennsylvania, USA, 2008. -P. 2607-2615.
- Zhao, Y.Y. Optimisation of Compaction and Liquid -State Sintering in Sintering and Dissolution Process for Manufacturing Al Foams/Y.Y. Zhao, F.S. Han, T. Fung//Materials Science and Engineering A. -2004. -Vol. 364. -P. 118-126.
- Кошин, А.А. Систематика ремонтных полимерно-композитных материалов/А.А. Кошин, И.В. Шмидт//Ремонт, восстановление, модернизация. -2010. -№ 5. -С. 39-45.
- Павлов Е.В. Исследование процессов реновации деталей при электродуговой наплавке и последующей лезвийной обработке инструментами из композитов/Е.В. Павлов//Известия Юго-Запад. гос. ун-та. Серия «Техника и технологии». -2011. -№ 2. -С. 13-20.
- Реновация машиностроительной и сельскохозяйственной техники гальваническими железохромистыми покрытиями с применением цементации/В.Н. Гадалов, В.И. Серебровский, Ю.В. Скрипкина и др.//Известия Юго-Запад. гос. ун-та. Серия «Техника и технологии». -2012. -№ 2-1. -С. 90-94.
- Torrey, J.D. Mechanical Properties of Polymer-Derived Ceramic Composite Coatings on Steel/J.D. Torrey, R.K. Bordia//Journal of the European Ceramic Society. -2008. -Vol. 28. -Iss. 1. -P. 253-257.
- Riaz, U. Recent Advances in Corrosion Protective Composite Coatings Based on Conducting Polymers and Natural Resource Derived Polymers/U. Riaz, C. Nwaoha, S.M. Ashraf//Progress in Organic Coatings. -2014. -Vol. 77. -Iss. 4. -P. 743-756.
- Coating, Mechanical and Thermal Properties of Epoxy Toluene Oligomer Modified Epoxy Resin/Sepiolite Composites/G. Ahmetli, H. Deveci, U. Soydal et al.//Progress in Organic Coatings. -2012. -Vol. 75. -Iss. 1-2. -P. 97-105.
- Composite Polymer-Containing Protective Coatings on Magnesium Alloy MA8/S.V. Gnedenkov, S.L. Sinebryukhov, D.V. Mashtalyar et al.//Corrosion Science. -2014. -Vol. 85. -P. 52-59.
- Corrosion-Resistance, Robust and Wear-Durable Highly Amphiphobic Polymer Based Composite Coating Via a Simple Spraying Approach/H. Wang, D. Gao, Y. Meng et al.//Progress in Organic Coatings. -2015. -Vol. 82. -P. 74-80.
- Teti, R. Machining of Composite Materials/R. Teti//CIRP Annals -Manufacturing Techno¬logy. -2002. -Vol. 51. -Iss. 2. -P. 611-634.
- Базров, Б.М. Модульная технология в машиностроении/Б.М. Базров. -М.: Машиностроение, 2001. -368 с.
- Кошин, А.А. Разработка классификатора операций и переходов ремонтных технологических процессов на базе полимерно-композитных материалов/А.А. Кошин, В.А. Пашнев//Прогрессивные технологии в машиностроении: сб. науч. тр. -Челябинск: Изд-во ЮУрГУ, 2002. -С. 23-26.
- Тулинов, А.Б. Технологические методы применения композиционных материалов при ремонте систем жизнеобеспечения городского коммунального хозяйства/А.Б. Тулинов. -М.: МГУС, 2003. -124 с.
- Дьяконов, А.А. Особенности обработки резанием металлополимеров/А.А. Дьяконов, А.А. Кошин//Наукоемкие технологии в машиностроении. -2013. -№ 11 (29). -С. 14-18.
- Дьяконов, А.А. Анализ механики микрорезания и дисперсной структуры металлополимеров/А.А. Дьяконов//Фундаментальные и прикладные проблемы техники и технологии. -2013. -№ 1 (297). -С. 83-88.
- Yeo, S.M. Micromechanical Properties of Polymeric Coatings/S.M. Yeo, A.A. Polycarpou//Tribology International. -2013. -Vol. 60. -Р. 198-208.
- Технические свойства полимерных материалов: учеб.-справ. пособие/В.К. Крыжановский, В.В. Бурлов, А.Д. Паниматченко, Ю.В. Крыжановская. -СПб.: Профессия, 2003. -240 с.
