Наконечники с выемкой костенковского типа: опыт статистического анализа

Автор: Беляева В.И., Моисеев В.Г.
Журнал: Археология, этнография и антропология Евразии @journal-aeae-ru
Рубрика: Палеоэкология. Каменный век
Статья в выпуске: 3 (31), 2007 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/14522603
IDR: 14522603 | УДК: 903.2
Текст статьи Наконечники с выемкой костенковского типа: опыт статистического анализа
мывало и без того сложную для описания форму (сообщение в личной беседе, 2004).
Согласно М.Д. Гвоздовер, “наконечник костен-ковского типа” имеет следующие морфологические черты: изготовлен на правильных широких пластинах; длина 12–14 см; выемка выделена крутой ретушью и занимает 2/3 длины орудия; солютрейской ретушью подработаны перо и основание с обеих сторон наконечника.
Список признаков стал более строгим и коротким – без “атипичных” форм. Включение количественных и качественных характеристик позволило увидеть различия между костенковскими и со-лютрейскими наконечниками даже при оставшихся в списке признаках солютрейской ретуши. Согласно выделенным признакам, костенковский наконечник – крупное, довольно массивное орудие с укороченным широким пером. Описание, сделанное М.Д. Гвоздо-вер, определило на десятилетия статус костенков-ского наконечника как особой типологической формы. Именно тогда наконечник был классифицирован как тип. Описание стало основой для современных европейских классификаций [Demars, Laurent, 2000, p. 138]. Оно служит достаточным критерием для отнесения коллекций с вновь открытых стоянок к кос-тенковскому кругу [Трусов, 1998, с. 291].
Многолетние полевые работы на новых участках Костенок-1 и Авдеево в 1970–1990 гг., открытие и изучение блестящей Зарайской стоянки актуализировали необходимость составления полного типологического описания ведущих восточно-граветтий-ских индустрий. Их кремневые коллекции включали наряду с классическими образцами многочисленные формы, имеющие лишь отдельные черты типичного костенковского наконечника. Черешок иногда составлял чуть менее половины длины орудия, перо могло быть длинным и суженным; варьировали основные пропорции; размеры наконечников от 10–12 до 2,5 см; признаки плоской вентральнной ретуши на концах могли отсутствовать. Классический тип, таким образом, оказывался одним из вариантов кос-тенковского наконечника. Он “работал” только во внешнем пространстве анализа, маркируя памятники костенковской культуры, но не помогал дифференцировать даже в пределах костенковско-вил-лендорфского единства. Следовало разобраться в особенностях формировании орудия в рамках одной культуры или даже одной стоянки. Морфологическое разнообразие наконечников костенковских стоянок совершенно не укладывалось в рамки одного специфического костенковского типа.
Сложности определения наконечников заставили исследователей обратиться к описательному анализу с элементами типологических реконструкций. Сложившийся ранее взгляд на единство типа наконечника, тем не менее, не разрушался. Однако тип как единица археологической классификации перестал казаться чем-то жестким и однозначным. Сложилось представление о нескольких уровнях типологической устойчивости. Причем одним исследователям эти уровни казались более четкими, другим – вариативными, зависящими от ряда факторов. Такой подход дал толчок к описанию категории по разным типологическим уровням. Это направление исследований выражено наиболее четко М.Д Гвоздовер при описании двух участков Авдеевской стоянки [1998, с. 259–263]. Признаки наконечников ею подразделялись на обязательные и факультативные. Как обязательные выделены следующие признаки: 1) наличие выемки, составляющей 2/3 длины наконечника; 2) следы крутой ретуши на выемке; 3) резкий переход от выемки к перу; 4) перо треугольное, симметричное; 5) угол пера устойчивый; 6) край, противоположный выемке, – выпуклый, дугообразный. К ним же отнесены, вероятно, и размеры наконечников, которые по длине делятся на три группы: крупные и средние – от 5,5 до 12 см, мелкие – от 2 до 4,5 см.
Обязательные признаки позволили автору включить все наконечники в единый массив и отказаться от понятия “атипичный наконечник”. Действительно, если отнести к атипичным наконечники, которые не имеют следов плоской вентральной ретуши, то их группа существенно расширится за счет крупных наконечников. Атипичными формами в этом случае могут считаться некоторые крупные наконечники Косте-нок-1 и, вероятно, многие орудия Зарайской стоянки.
Признаки вторичной обработки определялись М.Д. Гвоздовер как факультативные, или случайные. Описывая каждую группу наконечников, она высказывала глубокие и, вероятно, верные предположения о причинах проявления тех или иных факультативных, в большинстве своем описательных признаков. И все-таки остаются сомнения в четкости разграничения признаков на факультативные и обязательные. Артефакты с укороченным и измененным пером, измененным дугообразным краем – модификации типичных наконечников.
Типологизация крупных наконечников с выемкой Зарайской стоянки тоже затруднена ввиду отсутствия четких представлений о стандартных формах и способах вторичной обработки. Х.А. Амирханов [1998, с. 24; 2000, с. 207–208] и вслед за ним С.Ю. Лев [2003] дают описательные характеристики наконечникам. Обобщения ими проведены на уровне категории. К типологическим особенностям отно сится выемка на черешке, которая, однако, не имеет стандартной формы. Другие характеристики можно отнести к разряду тех же факультативных, изменчивых, не постоянных, но очень специфических. А.В. Трусов опи- сывает наконечники Зарайска как костенковские, но это лишь общее положение, а конкретные описания заполнены разнообразными, изменяющимися признаками [1998, с. 279–298].
Подводя итог вышесказанному, отметим, что основным результатом многолетнего изучения наконечников восточно-граветтийских стоянок стало определение узкой специфической группы, которая квалифицируется как тип. Вместе с тем хорошо известно разнообразие наконечников, многие из которых обладают лишь отдельными признаками типа. Имело ли место разнообразие типов или же изменялся один и тот же тип орудия? В последнем случае классификационная единица включает широкий набор морфологических признаков. В связи с этим представляется важным оценить степень изменчивости формы на уровне как одного памятника, так и группы близких индустрий.
Как следует из общетеоретических положений, изменчивость любого типа изделий может быть обусловлена разными факторами – случайностью, целенаправленными действиями в процессе изготовления изделий, а также последующими доработками (подправками) в процессе эксплуатации. Наиболее вероятно комплексное влияние на формирование финальной морфологии изделия. На наш взгляд, выявить конкретную роль каждого из вышеперечисленных факторов – почти неразрешимая задача при использовании только традиционных описательных методов типологического анализа в силу отсутствия критериев для оценки границ случайного и закономерного. Предлагаемый нами подход основывается на статистическом анализе данных нескольких измерений, характеризующих основные морфологи- ческие особенности костенковских наконечников, а также специфику их вторичной обработки. Анализ измерительных и качественных характеристик с использованием одно- и многомерной статистики, по нашему мнению, позволит дать оценку наблюдаемой морфологии наконечника в плане не только статики (с учетом его окончательной формы), но и динамики (с точки зрения процесса, который мог привести к этой форме).
Итак, целью настоящей работы является оценка изменчивости костенковских наконечников и реконструкция возможных причин этой изменчивости.
Материал и программа исследования
Выборка состоит из 138 целых наконечников с выемкой из двух комплексов Костенок-1 (верхний слой). Старый комплекс представлен коллекцией П.П. Ефименко (70 экз.), новый – коллекцией из раскопок 1970-х – 1980-х гг. (68 экз.).
Программа описания костенковских наконечников в окончательном виде была разработана В.И. Беляевой [1979; Рогачев и др., 1982, с. 50–56]. Ею же были сделаны все измерения (табл. 1).
Для описания морфологии на наконечнике фиксировались следующие опорные точки (рис. 1): T и B – крайние точки пересечения контура наконечника с верхней и нижней горизонтальными касательными линиями соответственно;
L и L' – точки на пересечении верхней и нижней горизонтальных касательных линий и касательной к стороне, противолежащей выемке; W и H – крайние точки пересечения контура наконечника с правой и
Таблица 1 . Значения измерительных признаков наконечников стоянки Костенки-1
|
Шифр |
Тип ретуши |
Длина, мм |
Ширина, мм |
Длина пера, мм |
Дуга |
Угол, град. |
Овал |
|
|
на спинке |
на брюшке |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Новый комплекс |
||||||||
|
1 |
A |
0 |
82 |
18 |
32 |
10 |
31 |
7 |
|
2 |
A |
X |
73 |
14 |
25 |
9 |
32 |
31 |
|
3 |
A |
0 |
74 |
25 |
26 |
14 |
50 |
26 |
|
4 |
A |
0 |
63 |
20 |
19 |
11 |
54 |
15 |
|
8 |
A |
Б |
62 |
17 |
15 |
12 |
61 |
20 |
|
9 |
Х |
Х |
61 |
18 |
14 |
11 |
62 |
15 |
|
10 |
0 |
0 * |
70 |
19 |
23 |
13 |
45 |
19 |
|
11 |
А |
0 |
77 |
19 |
26 |
15 |
40 |
12,5 |
|
12 |
А |
0 |
77 |
20 |
21 |
14 |
48 |
13 |
|
13 |
Х |
Б |
57 |
20 |
22 |
11 |
50 |
30 |
|
14 |
Х |
Х |
54 |
17 |
14 |
11 |
64 |
24 |
Продолжение табл. 1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
15 |
Х |
Б |
61 |
20 |
14 |
12 |
71 |
24 |
|
16 |
Х |
Б |
70 |
15 |
8 |
19 |
93 |
23 |
|
17 |
А |
Б |
63 |
17 |
28 |
10 |
37 |
21 |
|
18 |
А |
Х |
60 |
16 |
19 |
9 |
43 |
14 |
|
19 |
Х |
Х |
61 |
15 |
31 |
9 |
27 |
15 |
|
20 |
0 |
0 |
9 |
13 |
18 |
10 |
36 |
21 |
|
21 |
0 |
Х |
52 |
11 |
19 |
7 |
30 |
10 |
|
22 |
А |
Б |
50 |
11 |
19 |
6 |
32 |
14 |
|
23 |
0 |
0 |
54 |
13 |
23 |
7 |
33 |
14 |
|
24 |
А |
0 |
40 |
14 |
17 |
10 |
43 |
17 |
|
25 |
А |
0 |
38 |
12 |
12 |
9 |
50 |
12 |
|
26 |
А |
0 |
32 |
13 |
12 |
8 |
60 |
11 |
|
27 |
А |
0 |
42 |
9 |
8 |
6 |
50 |
9 |
|
28 |
А |
0 |
38 |
9 |
11 |
4 |
43 |
6 |
|
30 |
0 |
0 |
42 |
12 |
17 |
5 |
30 |
15 |
|
31 |
А |
0 |
31 |
9 |
11 |
5 |
40 |
7 |
|
32 |
А |
0 |
32 |
8 |
8 |
5 |
34 |
6 |
|
33 |
А |
0 |
32 |
7 |
7 |
5 |
43 |
9 |
|
34 |
0 |
Б |
57 |
12 |
17 |
7 |
37 |
16 |
|
64 |
А |
0 |
63 |
22 |
25 |
12 |
50 |
22 |
|
70 |
0 |
0 * |
63 |
26 |
31 |
10 |
43 |
21 |
|
72 |
А * |
Б |
71 |
22 |
24 |
15 |
47 |
28 |
|
73 |
А |
0 |
35 |
10 |
11 |
7 |
50 |
9 |
|
1k |
А |
0 |
58 |
14 |
20 |
7 |
35 |
7 |
|
3k |
Х |
0 |
55 |
15 |
13 |
10 |
61 |
13 |
|
4k |
0 |
0 |
78 |
21 |
21 |
14 |
50 |
13 |
|
5k |
A |
0 * |
54 |
15 |
13 |
9 |
58 |
13 |
|
6k |
А |
0 |
82 |
18 |
33 |
11 |
30 |
15 |
|
7k |
А |
0 |
78 |
20 |
23 |
15 |
45 |
17 |
|
8k |
А |
0 |
72 |
15 |
25 |
9 |
33 |
11 |
|
9k |
0 |
Б |
71 |
22 |
20 |
12 |
56 |
20 |
|
10k |
А |
0 |
57 |
18 |
23 |
10 |
40 |
10 |
|
11k |
А |
Б |
55 |
15 |
14 |
9 |
58 |
14 |
|
12k |
0 |
0 |
53 |
11 |
19 |
6 |
36 |
11 |
|
13k |
А |
0 |
42 |
9 |
8 |
5 |
66 |
8 |
|
14k |
А |
0 |
51 |
12 |
19 |
7 |
34 |
12 |
|
15k |
А |
Б |
65 |
18 |
20 |
11 |
40 |
21 |
|
17k |
А |
Б |
78 |
20 |
20 |
14 |
55 |
11 |
|
18k |
0 |
0 |
79 |
22 |
28 |
14 |
41 |
19 |
|
19k |
А |
Б |
89 |
23 |
24 |
14 |
47 |
17 |
|
20k |
А |
0 |
78 |
17 |
24 |
8,5 |
38 |
7 |
|
21k |
А |
0 |
73 |
18 |
24 |
12 |
40 |
12 |
|
22k |
0 |
Б |
58 |
20 |
18 |
14 |
59 |
22 |
Продолжение табл. 1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
25k |
0 |
0 |
50 |
13 |
17 |
9 |
43 |
10 |
|
27k |
А |
0 |
66 |
19 |
20 |
12,5 |
50 |
20 |
|
29k |
А |
0 |
85 |
20 |
34 |
12 |
32 |
17 |
|
30k |
А |
Б |
68 |
22 |
16 |
15 |
65 |
24 |
|
31k |
А |
0 |
58 |
14 |
20 |
10 |
38 |
14,5 |
|
34k |
0 |
0 |
39 |
14 |
15 |
8 |
49 |
13 |
|
35k |
А |
0 |
68 |
18 |
16 |
12 |
50 |
17 |
|
36k |
А |
0 |
35 |
7 |
9 |
5 |
40 |
8 |
|
37k |
0 |
0 |
39 |
13 |
14 |
8 |
52 |
9 |
|
38k |
Х |
Б |
76 |
21 |
25 |
15 |
47 |
19 |
|
39k |
А |
Б |
61 |
17 |
15 |
10 |
60 |
12 |
|
40k |
А |
Х |
56 |
15 |
17 |
9 |
43 |
26 |
|
41k |
А |
Х |
64 |
16 |
16 |
9 |
52 |
13 |
|
42k |
А |
0 |
55 |
15 |
23 |
8 |
36 |
5 |
|
Старый комплекс |
||||||||
|
1e |
0 |
X |
55 |
15 |
20 |
8,5 |
40 |
10 |
|
2e |
A |
Б |
42 |
11 |
13 |
7 |
48 |
10 |
|
3e |
A |
Б |
65 |
19 |
22 |
13 |
50 |
15 |
|
4e |
A |
0 |
39 |
11 |
14 |
6 |
42 |
9 |
|
5e |
X |
0 |
77 |
23 |
34 |
11 |
40 |
17,5 |
|
6e |
A |
X |
59 |
17 |
13 |
13 |
80 |
10 |
|
7e |
X |
Б |
63 |
19 |
13 |
13,4 |
70 |
21 |
|
8e |
A |
Б |
69 |
26 |
27 |
10 |
50 |
19 |
|
9e |
A |
Б |
78 |
25 |
18 |
17 |
70 |
20 |
|
10e |
A |
* |
55 |
10 |
9 |
10 |
60 |
13 |
|
11e |
A |
Б |
89 |
30 |
35 |
20 |
46 |
34 |
|
12e |
A |
Б |
51 |
17 |
13 |
10,5 |
62 |
15 |
|
13e |
A |
Б |
41 |
11 |
13 |
7 |
48 |
12 |
|
14e |
0 |
0 |
70 |
16 |
38 |
9,5 |
26 |
21 |
|
15e |
A |
0 |
51 |
16 |
18 |
8 |
46 |
11 |
|
16e |
A |
Б |
71 |
20 |
20 |
17,5 |
63 |
20 |
|
17e |
0 |
Б |
62 |
17 |
12 |
14 |
69 |
23 |
|
18 |
A |
Б * |
80 |
23 |
27 |
17 |
48 |
44 |
|
19e |
A |
X |
60 |
20 |
17 |
12,5 |
60 |
17 |
|
20e |
0 |
Б |
50 |
21 |
15 |
11,5 |
62 |
14 |
|
21e |
A |
Б |
69 |
19 |
13 |
16 |
65 |
14 |
|
22e |
X |
X |
55 |
19 |
20 |
11 |
50 |
13 |
|
23e |
A |
Б |
52 |
15 |
13 |
13 |
65 |
12 |
|
24e |
A |
Б |
57 |
12 |
20 |
7 |
35 |
16 |
|
25e |
A |
Б |
57 |
17 |
14 |
18 |
60 |
20 |
|
26e |
A |
Б |
56 |
14 |
13 |
10,5 |
53 |
14 |
|
29e |
A |
0 |
60 |
18 |
26 |
10 |
40 |
12 |
|
30e |
A |
0 |
95 |
24 |
37 |
12 |
38 |
24 |
Окончание табл. 1
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
31e |
0 |
Б |
62 |
12 |
9 |
11,5 |
72 |
18 |
|
32e |
A |
Б |
60 |
16 |
15 |
8 |
65 |
16,5 |
|
33e |
A |
Б |
43 |
12 |
11 |
7,5 |
55 |
17,5 |
|
34e |
X |
X |
48 |
13 |
23 |
11 |
30 |
8 |
|
35e |
0 |
0 |
87 |
21 |
27 |
8 |
42 |
25 |
|
36e |
0 |
0 |
40 |
10 |
17 |
8 |
38 |
10 |
|
37e |
0 |
X |
50 |
9 |
17 |
4,3 |
30 |
9 |
|
38e |
A |
0 |
54 |
14 |
22 |
8 |
38 |
11 |
|
39e |
A |
0 |
57 |
13 |
27 |
6 |
35 |
8 |
|
40e |
A |
0 |
50 |
19 |
22 |
11 |
46 |
18 |
|
41e |
0 |
0 |
53 |
14 |
24 |
4,5 |
32 |
14 |
|
42e |
A |
0 |
51 |
17 |
25 |
9,3 |
36 |
12 |
|
43e |
A |
0 |
47 |
12 |
18 |
5,5 |
37 |
4,5 |
|
45e |
0 |
0 |
35 |
14 |
14 |
7 |
55 |
8 |
|
46e |
A |
0 |
51 |
14 |
15 |
10 |
50 |
15 |
|
49e |
A |
0 |
60 |
18 |
20 |
8 |
42 |
7 |
|
50e |
0 |
Б |
53 |
16 |
21 |
8 |
45 |
10 |
|
51e |
A |
0 |
65 |
20 |
23 |
8 |
48 |
19 |
|
52e |
A |
0 |
67 |
20 |
23 |
10 |
48 |
23 |
|
53e |
A |
0 |
43 |
12 |
10 |
8 |
58 |
13 |
|
54e |
0 |
0 |
43 |
15 |
18 |
10 |
45 |
15 |
|
55e |
A |
0 |
26 |
8 |
7 |
4 |
60 |
7,3 |
|
57e |
A |
0 |
32 |
10 |
10 |
4,5 |
57 |
8 |
|
59e |
A |
X |
34 |
17 |
11 |
10,5 |
53 |
15 |
|
60e |
0 |
0 |
41 |
11 |
12 |
7 |
48 |
12 |
|
62e |
0 |
0 |
40 |
12 |
13 |
6 |
44 |
9 |
|
63e |
0 |
Б |
42 |
9 |
15 |
4 |
35 |
11 |
|
64e |
A |
0 |
40 |
8 |
12 |
5 |
40 |
14 |
|
65e |
A |
0 |
60 |
20 |
28 |
7,5 |
42 |
22 |
|
66e |
A |
0 |
51 |
13 |
21 |
4,3 |
32 |
8 |
|
67e |
A |
0 |
57 |
20 |
26 |
7,5 |
42 |
15 |
|
68e |
A |
0 |
34 |
11 |
10 |
7 |
59 |
7 |
|
69e |
0 |
X |
28 |
7 |
10 |
4,2 |
37 |
4 |
|
70e |
A |
0 |
63 |
15 |
16 |
8 |
50 |
25 |
|
71e |
0 |
0 |
62 |
16 |
27 |
8,5 |
33 |
17 |
|
72e |
0 |
0 |
51 |
21 |
30 |
10,5 |
45 |
22 |
|
73e |
0 |
0 |
62 |
15 |
28 |
9 |
32 |
16 |
|
74e |
0 |
0 |
45 |
10 |
25 |
6 |
25 |
10 |
|
76e |
A |
Б |
60 |
17 |
12 |
15 |
68 |
22 |
|
77e |
X |
X |
47 |
16 |
13 |
9 |
70 |
4,5 |
|
78e |
A |
0 |
68 |
19 |
17 |
9 |
60 |
7 |
|
79e |
A |
Б |
43 |
12 |
11 |
8 |
50 |
18 |
* Изделия с признаками неретушной обработки пера (резцовый скол, плоский скол и пр.).
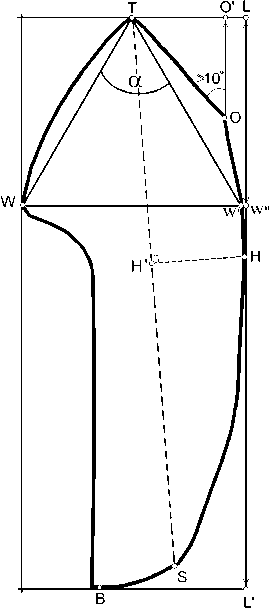
Рис. 1. Основные размерные характеристики наконечника.
АБ
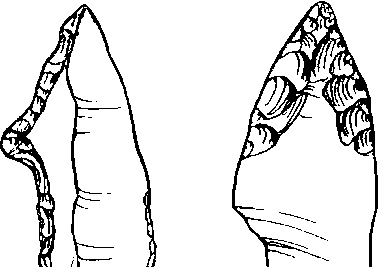
Рис. 2. Следы краевой ( А ) и плоской ( Б ) ретуши.
левой вертикальными касательными линиями соответственно; W' – проекция точки W на противоположную сторону наконечника; W'' – проекция точки W на касательную линию L – L'; O – точка изменения контура пера на 10° или более относительно вертикальной касательной линии L – L'; O' – проекция точки O на верхнюю касательную линию; S – точка изменения, “перелома” контура основания черешка. Точка может находиться выше нижней касательной линии к контуру наконечника или быть на ней;
H' – место пересечения высоты, опущенной на прямую T–S из точки H.
С учетом представленной схемы нами были определены следующие размерные характеристики наконечников (в скобках дано сокращенное название признаков, использованное далее в тексте):
-
– длина наконечника (длина) – расстояние между точками Т и В или L и L';
-
– ширина наконечника (ширина) – расстояние между точками W и W'';
-
– длина пера наконечника (длина пера) – расстояние между точками L и W'';
-
– угол пера наконечника (угол) – угол α между линиями W – T и T – W';
-
– мера изогнутости пера (овал) – вычисляется как отношение величины отрезка O – O' к величине отрезка L – W'';
-
– величина дугообразной изогнутости края наконечника, противоположного выемке (дуга), вычисляется как отношение величины отрезка H – H' к величине отрезка T – S.
Характер вторичной обработки наконечников определялся по следам двух вариантов ретуши:
-
1. Ретушь типа А включает краевую дорсальную подработку пера, не заходящую на поверхность и меняющую только контур края. Такая ретушь бывает как крутой, близкой к ретуши на выемке черешка, так и полукрутой или довольно плоской (рис. 2). Признаки краевой ретуши в некоторых случаях следуют без перерыва – от выемки черешка на перо, как бы продолжая создание краевого контура. Контур пера на противоположной стороне обрабатывался той же крутой ретушью только в единичных случаях, что недо статочно для получения достоверных статистических результатов. Если следы краевой ретуши неотчетливые (небольшое количество плохо организованных фасеток), она определялась как Х.
-
2. Плоская ретушь типа Б наносилась на вентральную часть пера и на вентральную поверхность черешка. В данной работе нами анализировался только характер обработки пера наконечника. Плоские овальные фасетки покрывают поверхность пера у острия и спускаются ниже по его краям. Верхний край пера, противолежащий выемке, обрабатывался всегда, другой – мог остаться без обработки. По мнению М.Д. Гвоздовер, данный тип ретуши, возможно, использовался изначально при создании наконечника “на крупных массивных пластинах, когда форма пластины и ее неровности требовали подправки” [1998, с. 259, 263]. Следует обратить внимание и на то, что признаки такой ретуши особенно показательны для редуцированных наконечников с укороченным пером. В тех случаях, когда на вентральной части пера имеется одна-две небольшие фасетки,
обработка оценивалась как Х. Отсутствие следов ретуши фиксировалось знаком “0”. В некоторых случаях ретушь дополнялась узкими резцовыми сколами в виде двугранного резца. Редуцированные участки пера могли нести негативы уплощающих сколов подобно ножам костенковского типа. Эти вторичные признаки при анализе нами не учитывались; они немногочисленны и не могли быть использованы в статистических подсчетах.
Нами зафиксировано количество артефактов, отражающих конкретные варианты обработки пера наконечника:
вариант экз.
изделия с признаками неретушной обработки пера (резцовый скол, плоский скол и пр.) 5
А0 53
AX 7
0X 4
XX 6
00 22
AB 27
0B 8
XB 5
X0 1
Надежно определимые варианты обработки двух сторон о стрия наконечника – А0, 00 и АВ – демонстрируют 102 экз., или 74 % всей выборки. Далее мы разделили выборку на четыре фракции по вариантам обработки пера (табл. 2). В каче стве ведущего показателя мы рассматривали признаки ретуши Б, поскольку, как было сказано выше, именно она обычно считается формообразующей для костенковских наконечников. По этой причине мы объединили арте факты вариантов 0Б и АБ в единую фракцию наконечников типа Б. В нее же мы включили и наконечники, обработанные по варианту XБ, поскольку он в сущности является сложно определимым вариантом 0Б или АБ. Наконечники, не имеющие следов ретуши Б, в литературе трактуются по-разному. Критерием обычно служат особенности формы, которая в конечном счете определяется размерными характеристиками. Если такие наконечники близки к изделиям, ретушированным по типу Б, их включают в группу классических костенковских наконечников или выделяют в отдельную категорию т.н. атипичных наконечников.
К фракции А отнесены наконечники только варианта А0; артефакты, представляющие вариант АХ, который может быть скрытым вариантом АБ, следовательно, должны быть включены в группу Б. В данном случае они входят во фракцию неопределимых наконечников. Еще одну группу составляют изделия с необработанным пером.
Таблица 2. Основные фракции наконечников, выделенные по вариантам ретуши пера
|
Фракция |
Варианты обработки пера |
|
А Б 0 (необработанные) Х (неопределенные) |
АО ОБ, АБ, ХБ 00 АХ, ХХ |
Все индивидуальные данные выборки наконечников Костенок-1 по описанным выше качественным и количественным показателям приведены в табл. 1.
Результаты статистического анализа
Попытаемся выяснить, имеются ли у предложенной морфологической схемы описания достаточные статистические основания, а также определить особенности формообразования, связанные с наличием у изделия признаков той или иной ретуши.
На первом этапе выясним, существуют ли различия между наконечниками фракций А и Б по основным метрическим показателям. Поскольку численность изделий в обеих группах достаточна для применения параметрических методов, был использован t-критерий (критерий Стьюдента). Данные табл. 3 показывают, что фракции достоверно отличаются по четырем признакам из шести. По двум показателям – длина наконечника и длина пера – различия не достигают уровня достоверности. В целом наконечники фракции Б крупнее. Эта характеристика имеет большое значение для решения вопроса о соотношении этих фракций.
Для установления взаимосвязи между исходными шестью измерительными признаками в двух группах наконечников был применен корреляционный метод. Как свидетельствуют данные табл. 4 и 5, большинство признаков в обоих случаях связано довольно высокой и статистически достоверной корреляцией, причем коэффициенты в целом сходны в обеих группах изделий. Характерно, что наиболее сильные связи отражают особенности технологии изготовления заготовок. Например, основные размеры наконечника, несмотря на вероятное дальнейшее изменение формы, несомненно определялись размерами исходной заготовки, длина и ширина которой являются технологически взаимосвязанными показателями, что отражено высоким значением коэффициента корреляции между ними (r = 0,84 для фракции А и r = 0,81 для фракции Б). Коэффициенты корреляции между большинством признаков имеют положительный знак, т.е. возрастание величин одного из них сопровождается возрастанием величин других показателей, что
Таблица 3. Средние величины метрических признаков фракций наконечников А и Б и значения t-критерия
|
Признак |
M A |
M Б |
NА |
N Б |
SD А |
SD Б |
t |
d.f. |
p |
|
Длина |
55,4 |
61,2 |
53 |
40 |
16,8 |
11,7 |
–1,97 |
91 |
NS |
|
Ширина |
15,1 |
17,5 |
53 |
40 |
4,6 |
4,6 |
–2,49 |
91 |
<0,05 |
|
Длина пера |
19,1 |
17,2 |
53 |
40 |
7,5 |
5,7 |
1,38 |
91 |
NS |
|
Дуга |
8,60 |
11,8 |
53 |
40 |
2,9 |
3,8 |
–4,62 |
91 |
<0,001 |
|
Угол |
44,1 |
55,5 |
53 |
40 |
8,7 |
12,7 |
–5,15 |
91 |
<0,001 |
|
Овал |
12,5 |
17,7 |
53 |
40 |
5,3 |
5,3 |
–4,69 |
91 |
<0,001 |
Примечание . M – средняя арифметическая, N – численность соответствующей фракции наконечников, SD – стандартное отклонение, t – значение t-критерия, d.f. – степень свободы, p – уровень значимости, NS – различия недостоверны.
Таблица 4 . Попарные коэффициенты корреляции между исходными признаками для фракции наконечников А
|
Признак |
Длина |
Ширина |
Длина пера |
Дуга |
Угол |
Овал |
|
Длина |
1,00 |
|||||
|
Ширина |
0,84 |
1,00 |
||||
|
Длина пера |
0,86 |
0,82 |
1,00 |
|||
|
Дуга |
0,76 |
0,82 |
0,62 |
1,00 |
||
|
Угол |
–0,34 |
–0,10 |
–0,55 |
–0,04 |
1,00 |
|
|
Овал |
0,52 |
0,70 |
0,50 |
0,60 |
0,06 |
1,00 |
Примечание. Здесь и далее жирным шрифтом выделены статистически достоверные коэффициенты корреляции (p < 0,05).
Таблица 5. Попарные коэффициенты корреляции между исходными признаками для фракции наконечников Б
|
Признак |
Длина |
Ширина |
Длина пера |
Дуга |
Угол |
Овал |
|
Длина |
1,00 |
|||||
|
Ширина |
0,81 |
1,00 |
||||
|
Длина пера |
0,60 |
0,65 |
1,00 |
|||
|
Дуга |
0,74 |
0,70 |
0,23 |
1,00 |
||
|
Угол |
0,15 |
0,16 |
–0,56 |
0,53 |
1,00 |
|
|
Овал |
0,52 |
0,54 |
0,44 |
0,56 |
0,10 |
1,00 |
Примечание. Жирным шрифтом выделены статистически достоверные коэффициенты корреляции (p < 0,05).
свидетельствует о большой роли параметров плас-тинчатости заготовки в определении конечной формы изделия. Высокий и достоверный отрицательный коэффициент корреляции наблюдается только между длиной пера и его внутренним углом. При уменьшении длины пера его внутренний угол увеличивается. По величине данная связь не особенно велика, но технологически она достаточно значима, поскольку может указывать на подработку наконечника в процессе его использования. Величина связи этих показателей в обеих выборках практически идентична (r = –0,55 для фракции А и r = –0,56 для фракции Б). Это может говорить об использовании обоих типов ретуши для подправки орудий в одинаковой степени. Интересно, что на общую длину наконечника названный процесс не оказывал большого влияния; это отражено в низких коэффициентах корреляции данных показателей в обеих группах. Самое большое различие коэффициентов попарных корреляций в двух группах наблюдается между углом пера наконечника и его ду- гой. Если во фракции А такая связь отсутствует, то во фракции Б отмечается умеренная по величине положительная связь этих показателей. Увеличение выпуклости края наконечника связано с уменьшением его длины при стабильной высоте дуги. При близких первоначальных параметрах с увеличением угла пера должна была уменьшиться его длина и длина наконечника без изменения высоты дуги края, но с ростом ее относительного значения. Отсутствие корреляции между длиной наконечника и углом его пера не противоречит сказанному, а предполагает первоначально разную длину наконечников, у которых впоследствии изменится угол. Можно предположить отсутствие жесткого стандарта в исходной величине наконечника и его заготовки. Для наконечников со следами ретуши А такой закономерности нет, т.е. изменение угла пера не влияло на длину орудия. Таким образом, хотя две рассматриваемые группы наконечников имеют достоверные различия по большинству метрических показателей, их внутригрупповые связи сходны, а следовательно, технологии их производства и дальнейшего использования были также похожи. При этом ведущую роль в формообразовании имели параметры исходной заготовки.
Обратимся к возможностям многомерной статистики. Для анализа метрических данных нами использовался метод главных компонент (ГК). Его суть состоит в переходе от исходных к новым независимым признакам, представляющим собой комбинацию исходных компонент. Поскольку число значимых компонент меньше числа исходных признаков, то можно ограничится анализом малого количества главных компонент, оценив, однако, бóльшую часть общей изменчивости. Таким образом, исходное многомерное пространство, имеющее в данном случае шесть измерений, сводится к пространству меньшей размерности. Существенно, что главные компоненты не скоррелированы, т.е. независимы друг от друга. Очень часто их независимость отражает не только статистические, но и какие-то иные важные для исследователя закономерности.
В анализе мы использовали данные по всем имеющимся в нашем распоряжении целым наконечникам с выемкой из Костенок-1, несмотря на тип ретуши пера или отсутствие ее признаков. Статистической обработке подвергнуты измерения 138 изделий.
Статистически значимыми обычно признаются вектора, собственные числа которых превышают единицу, следовательно, их значимость превосходит значимость среднего признака. В данном случае этому критерию отвечают две первые главные компоненты. Первая ГК описывает более 44 % общей изменчивости (табл. 6). Наибольшая нагрузка в ней падает на признаки, описывающие основные размеры наконечника: длину, ширину, дугу. Несколько меньшая, но все же
Таблица 6 . Коэффициенты корреляции между исходными признаками и тремя первыми главными компонентами
Вторая ГК значительно уступает первой по величине описываемой изменчивости: она составляет 27 % общей дисперсии. Наибольшую значимость в данном случае имеют два признака, связанные с морфологией пера, – длина пера и его угол, между которыми установлена отрицательная связь. Как отмечалось выше, оба показателя наиболее чувствительны к процессу подработки орудия.
Согласно общим технологическим представлениям, две первые ГК соответствуют различным этапам “жизни” наконечников. Первая ГК отражает процесс изготовления наконечника, вторая – процесс его использования. Напомним, что все ГК являются статистически независимыми направлениями изменчивости, т.е. их взаимная корреляция равна нулю. Эта чисто техническая особенность метода главных компонент в данном случае полностью соответствует сущностной стороне вышеуказанных процессов. Имея в виду вышесказанное, вернемся к наблюдаемой связи между основными размерами наконечника и степенью выпуклости его края. Именно ортогональность двух первых векторов свидетельствует о том, что дуга наконечника формировалась уже в процессе его изготовления и являлась эталонным изначальным признаком. Возможные дальнейшие изменения формы орудия во время его использования не приводили к статистически значимым изменениям значений признака. Вероятно, эта величина (дуга) была константной для данной формы; к ней стремились и ее постоянно поддерживали в процессе использования наконечника.
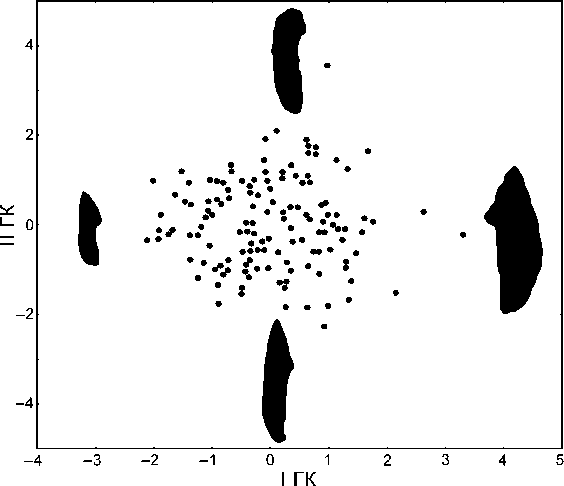
Рис. 3. Расположение наконечников в про странстве первых двух ГК и примеры орудий, находящихся на полюсах векторов.
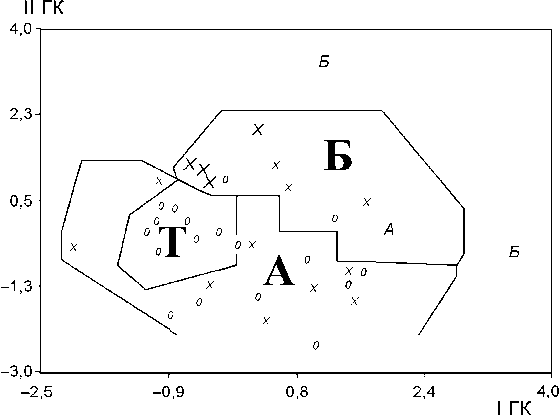
Рис. 4. Зоны расположения основных фракций наконечников в пространстве первых двух ГК.
А и Б – области преимущественного распространения наконечников фракций А и Б, соответственно; Т – область пересечения значений наконечников А и Б.
А , Б , Х и 0 – наконечники, относящиеся к соответствующим фракциям.
Рассмотрим положение предметов в пространстве двух первых ГК (рис. 3). Напомним, что положительными значениями I ГК характеризуются изделия, имеющие большие длину и ширину, а также сильную выпуклость края. Изделиям с противоположным сочетанием признаков присущи отрицательные значения I ГК. Вторая ГК, по всей видимости, дифференцирует наконечники по степени их сработанности. Сильнее сработанные изделия, характеризующиеся меньшей длиной пера и большими значениями его угла, находятся на положительном полюсе данного вектора, а изделия, “выпавшие” на начальных стадиях технологического пути наконечника, – на отрицательном.
Очевидно , что какие-либо четкие группировки наконечников в пространстве данных векторов отсутствуют. Это говорит о принципиальном единстве данной категории инвентаря. Вместе с тем наблюдается достаточно выраженная зональность в распределении наконечников с различными типами ретуши (рис. 4). При этом различия между наконечниками с признаками ретуши А и Б в высшей степени достоверны по обеим ГК (табл. 7). Исходя из общих представлений, можно сделать два предположения в связи с данной ситуацией. Первое – мы имеем дело с единой категорией инвентаря, а существующие различия обусловлены разной степенью сработанности. Второе – представлены близкие, но все же изначально различные формы изделий, сблизившихся между собой в процессе их использования и подработки.
В пользу первого предположения как будто говорят более высокие значения угла и более низкие значения длины пера наконечников фракции Б, а также обширные зоны трансгрессии величин II ГК обеих основных фракций наконечников . В данном случае наконечники из фракции Б могут интерпретироваться как наиболее сработанные орудия во всей выборке. Однако такой трактовке противоречит направление различий двух групп наконечников по значениям I ГК, отражающей общие размеры изделий. При этом наконечники фракции Б превосходят наконечники фракции А по всем размерам, характеризующим заготовку. Такая ситуация не согласуется с первым предположением: ведь если бы фракция Б представляла собой финальную форму фракции А, соотношение размеров было бы обратно наблюдаемому. Таким образом, по сумме аргументов вторая точка зрения выглядит более обоснованной.
Процесс изготовления наконечников, согласно анализу, представляется следующим. Оба вида (А и Б) имели сходную заготовку, но наконечники группы Б в среднем были несколько шире и длиннее; выпуклость стороны, противолежащей выемке, и длина пера задавались первоначально величиной заготовки в обеих группах, но выпуклость у нако-
Таблица 7 . Средние величины I и II ГК фракций наконечников А и Б и значения t-критерия
|
ГК |
M A |
M Б |
N A |
N Б |
SD A |
SD Б |
t |
d.f. |
p |
|
I |
–0,24 |
0,40 |
53 |
40 |
1,05 |
0,92 |
–3,09 |
91 |
<0,01 |
|
II |
–0,29 |
0,66 |
53 |
40 |
0,77 |
0,99 |
–5,19 |
91 |
<0,001 |
Таблица 8. Средние величины I и II ГК фракций наконечников Б и 0 и значения t-критерия
|
ГК |
M Б |
M 0 |
N Б |
N 0 |
SD Б |
SD 0 |
t |
d.f. |
p |
|
I |
0,40 |
–0,21 |
40 |
22 |
0,92 |
0,85 |
2,58 |
60 |
<0,05 |
|
II |
0,66 |
–0,53 |
40 |
22 |
0,99 |
0,84 |
4,78 |
60 |
<0,001 |
Таблица 9 . Средние величины I и II ГК фракций наконечников А и 0 и значения t-критерия
|
ГК |
M A |
M 0 |
N A |
N 0 |
SD A |
SD 0 |
t |
d.f. |
p |
|
I |
–0,24 |
–0,21 |
53 |
22 |
1,07 |
0,85 |
–0,13 |
73 |
NS |
|
II |
–0,29 |
–0,53 |
53 |
22 |
0,78 |
0,84 |
1,22 |
73 |
NS |
нечников группы Б была достоверно большей и соответствовала большей ширине заготовки.
В ходе эксплуатации наконечников обеих групп уменьшалась длина пера и увеличивался его угол. Это изменение невозможно отнести за счет особенностей заготовки – между данными признаками нет достоверной связи. Эти признаки могли, как уже говорилось, меняться в процессе использования наконечника и его подправки. Угол становился более широким у наконечников со следами плоской ретуши (Б), но тенденция к изменению в обеих группах была одинакова. Особенность вторичного формообразования в группе Б проявилась в увеличении выпуклости стороны при увеличении угла пера. Связь этих признаков обусловлена некоторым перенесением верхней точки пера в сторону от дуги при значительном увеличении угла и уменьшении длины наконечника. Отсутствие отрицательной статистической зависимости между величинами дуги, пера и длиной орудия в группе Б может объясняться только отсутствием исходных стандартов длины используемой заготовки, т.е. исходная длина наконечника группы Б могла быть различной. Это существенно не влияло на производство и использование наконечника со следами плоской ретуши. Иначе связаны эти признаки в группе А; здесь прослеживается отрицательная зависимость между углом и длиной наконечника. Иными словами, исходная длина орудия была более стандартизованной. Приведенные различия в сочетании признаков, возможно, улавливают функциональную особенность наконечников группы Б – особенность, проявляющуюся на фоне сходных процессов использования и подправки.
Разумеется, существует вероятность того, что наша выборка является неполной и крупные изделия со следами ретуши А в ней просто не представлены, однако по имеющимся у нас данным ситуация, подобная вышеописанной, характерна не только для Костенок-1, но и для других памятников, где обнаружены две формы наконечников (Авдеево, Зарайская стоянка). Не претендуя на определение функционального использования наконечников, мы можем высказать замечание, основанное на закономерностях морфологического анализа. В представленной выборке наблюдается постоянное изменение пера в направлении увеличения его угла и уменьшения длины при сохранении овала и дуги всего наконечника. Существовал стандарт заготовки, но постоянно менялись параметры формы, что вряд ли могло соответствовать функции метательного оружия. Эта изменчивость особенно характерна для наконечников с признаками плоской вентральной ретуши. У них увеличение угла приводило к изогнутости стороны. Известны образцы, у которых мера изогнутости (дуга) превышала возможность формирования пера; наконечник получал форму сегмента. Изменчивость формы, скорее всего, соответствует другой функции орудия – функции ножа, о которой писал С.А. Семенов [1957, с. 116–118].
Нам осталось обсудить вопрос о взаимоотношениях двух вышерассмотренных форм наконечников с изделиями, не имеющими следов ретуши ни на дорсальной, ни на вентральной поверхностях пера (фракция 0). Численность этой группы (22 экз.) позволяет произвести некоторые общие наблюдения. Данная категория инвентаря может дать общее представление о вариабельности исходной формы какой-либо основной группы наконечников. Если такая связь не будет выявлена, придется признать, что данные изделия являются стартовой формой для артефактов обеих основных групп. Поскольку, несмотря на описанную выше специфику наконечников фракций А и Б, значения первых двух ГК для этих групп перекрываются, следует статистически оценить их отличие от неретушированных наконечников. Результаты проделанного анализа однозначно свидетельствуют в пользу того, что инвентарь данной категории по своим метрическим показателям резко отличается от наконечников фракции Б (табл. 8), но не проявляет достоверных отличий от наконечников фракции А (табл. 9) по значениям обеих ГК. Это обстоятельство позволяет рассматривать большинство изделий без следов ретуши в рамках последней категории. Заметим, что размах значений I ГК для неретушированных изделий составляет большую часть (ок. 70 %) от аналогичного показателя наконечников со следами ретуши А, а размах значений по II ГК полностью покрывает вариабельность последней группы. Поскольку изделия без признаков ретуши, как правило, имеют макроследы сработанности, можно говорить, что они оценивались человеком как полностью пригодные к использованию. Это свидетельствует о достаточной степени пластичности требований, предъявляемых к наконечникам фракции А. Ретуширование орудия в этом случае рассматривалось не как самоцель, а лишь как средство для достижения требуемой формы режущего края изделия.
Выводы
На основании результатов проделанного анализа можно предложить следующую схему формообразования костенковских наконечников:
-
1) выделенные на основании различий в форме ретуши (А и Б) две основные фракции наконечников статистически достоверно различаются по своим метрическим характеристикам. При этом большие величины по всем показателям характерны для изделий, имеющих следы плоской ретуши со стороны брюшка (Б);
-
2) согласно итогам многомерного анализа, форма наконечника изначально имела высокий уровень вариабельности; она определялась формой и размером заготовки и задавалась уже на этапе изготовления орудий. Около трети признаков изменчивости появлялось на этапе использования орудия и его подправки. Этот процесс в большей степени затрагивал два метрических показателя – угол и длину пера. Отсутствие заметных изменений дуги и овала наконечника говорит о технологической важности этих элементов; их значения поддерживались на определенном уровне в процессе использования орудия;
-
3) большие средние размеры наконечников с признаками ретуши Б при более высоких показателях сработанности, по сравнению с аналогичными показателями для изделий со следами ретуши А, позволяют говорить об изначальной самостоятельности этих фракций. Метрическое сближение, вероятно, является результатом сходства в технологических приемах их подправки;
-
4) фракция неретушированных наконечников по своей метрической характеристике не отличается от фракции наконечников с признаками ретуши А и должна рассматриваться как форма, близкая к исходной для этой группы изделий;
-
5) на основе статистически обработанных морфологических признаков можно с достаточной степенью уверенности говорить о постоянной изменчивости основных элементов наконечника – увеличении угла пера, уменьшении его длины, увеличении выпуклости стороны и присутствии следов плоской ретуши на изменяющихся участках орудия. Этот процесс постоянной изменчивости не может соответствовать использованию наконечника в качестве метательного орудия. Предположение С.А. Семенова об использовании костенковского наконечника с выемкой в качестве ножа нам кажется более приемлемым.
