Обоснование структурообразования резинобитумного вяжущего

Автор: Иванов С.А.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 1 (68), 2018 года.
Бесплатный доступ
В статье описаны причины, факторы и новообразования резинобитумного вяжущего модифицированного резиновой крошкой, полученной при двустадийной технологии ее введения. Проведен анализ структуры резинобитумного вяжущего по полученным снимкам с помощью методов инфракрасной спектроскопии, структурно-морфологический анализ с помощью метода атомно-силовой микроскопии, а также описан механизм изменения поверхности резиновой крошки после термомеханического процесса модифицирования. Обоснован процесс температурной устойчивости и эластичности резинобитумных вяжущих посредством формирования на поверхности резиновых частиц связующих жгутиков и мельчайших выпуклостей, которые влияют на адгезионную способность вяжущего. Приведены факторы, влияющие на повышение физико-химических параметров вяжущего, обоснованные с помощью исследования процессов структурообразования. С помощью анализа снимков ИК-спектро-скопии описан процесс наличия в вяжущем натурального каучука.
Резиновая крошка, структура, вяжущее, битум, модификация, свойства
Короткий адрес: https://sciup.org/142228734
IDR: 142228734 | УДК: 691.162
Justification of rubber-bitumen binder's structure formation
The article describes the reasons, factors and innovations of rubber-bitumen binder modified by the rubber crumb obtained with a two-step technology of its introduction. To analyse the rubber-bitumen binder’s structure, the methods of infrared spectroscopy and atomic-force microscopy have been used. A mechanism changing the rubber crumb surface after thermomechanical modification is described in the paper. The process of temperature resistance and elasticity of rubber-bitumen binders is substantiated. The presence of natural rubber in the binder is described through the analysis of IK spectroscopy images.
Текст научной статьи Обоснование структурообразования резинобитумного вяжущего
Технологии модификации битумов резиновой крошкой сегодня находят все большее распространение, чему способствуют задачи повышения срока службы асфальтобетонных покрытий и поиска путей эффективной утилизации отработанных автомобильных и авиационных шин. Однако отсутствие модели структурообразования, объясняющей влияние различных факторов на эффективность процесса модификации битумов резиновой крошкой, приводит к разрозненности результатов исследований и неоднозначности рекомендуемых технологических параметров, предлагаемых различными авторами.
Основной задачей модификации битумов резиновой крошкой является улучшение их физико-химических свойств [1-12]. Однако немногочисленные авторы описывают модель и процесс получения структурных связей, из-за чего в итоге и происходит модифицирование, т.е. улучшение свойств вяжущих.
Оценка функциональных групп, резинобитумных вяжущих ИК-спектроскопией
Битумы представляют собой сложную смесь высокомолекулярных углеводородов нефтяного происхождения, в том числе нафтеновых (C n H 2n ), ароматических (C n H 2n-6 ) и метановых (C n H 2n+2 ) рядов, а также их производных, содержащих кислород, серу, азот и комплексные соединения металлов [13].
Оценка структурно-группового состава резинобитумного вяжущего производилась методом инфракрасной спектроскопии (ИК) на сканирующем электронном микроскопе JSM 6480 LV. Сравнение ИК-спектров резинобитумного вяжущего, полученного при двустадийном технологическом процессе и одностадийном технологическом процессе относительно исходного битума и масла-пластификатора, показало идентичность расположения пиков, за исключением пиков, входящих в интервал от 1950 до 2300 см-1 (рис. 1).
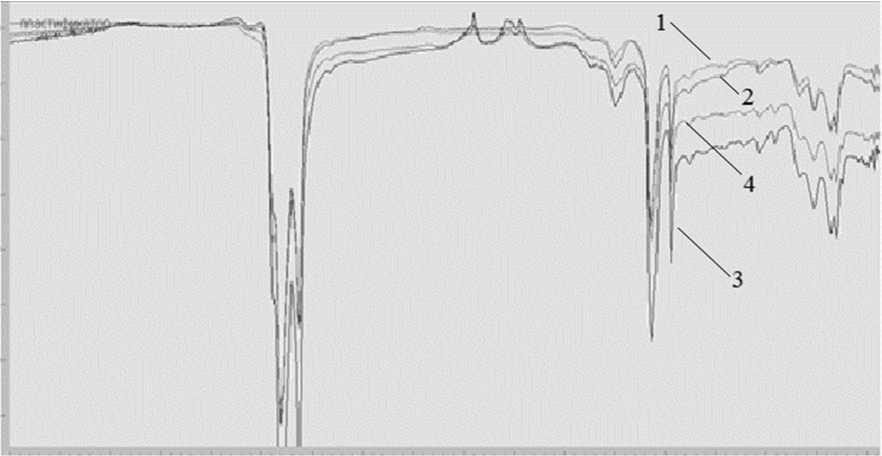
1 – ИК-спектр масла-пластификатора ПН-6Ш;
2 – ИК-спектр исходного битума марки БНД 60/90;
3 – ИК-спектр резинобитумного вяжущего, полученного при двустадийном технологическом процессе;
4 - ИК-спектр резинобитумного вяжущего, полученного при одностадийном технологическом процессе.
Рисунок 1 – ИК-спектры резинобитумного вяжущего, полученного при различном технологическом процессе, исходного битума марки БНД 60/90 и масла-пластификатора ПН-6Ш
ИК-спектр масла-пластификатора ПН-6Ш показывает, что содержащиеся в нем соединения не формируют пики в указанном интервале, следовательно, для дальнейшего анализа ИК-спектров резинобитумного вяжущего нет необходимости вычитать полосы поглощения совмещающего агента.
Известно, что диапазон частот интенсивности полос поглощения в интервале 20002300 см-1 обусловлен содержанием соединений с тройными ковалентными связями (моноза-мещенные и дизамещенные углеводороды -С≡С- и НС≡С-, ацильные катионы R-C≡O) [14, 15]. В резинобитумном вяжущем формирование данных пиков обусловлено, возможно, химическим взаимодействием компонентов резиновой крошки с компонентами битума. В то же время из источника [16] известно, что ИК-спектр гидроксилсодержащего низкомолекулярного бутадиенового каучука ПДИ-1К имеет подобные пики в интервале 2200-2350 см-1, следовательно, можно предположить, что диапазон частот интенсивности полос поглощения в интервале 2200-2300 см-1 обусловлен наличием в резинобитумном вяжущем каучуковых соединений.
Принципиальных различий между резинобитумными вяжущими, полученными при одностадийном и двустадийном технологических процессах при помощи ИК-спектроскопии, не выявлено, следовательно, для обоснования изменения физико-химических и технологических свойств необходимы дополнительные методы исследования.
Изучение строения исследуемых образцов методом атомно-силовой микроскопии (АСМ)
Структурно-морфологический анализ исходного битума и полученного на его основе резинобитумного вяжущего методом АСМ проводился на приборе Cypher. Для этого были получены АСМ-изображения поверхности исходного битума (рис. 2), резинобитумного вяжущего, полученного при двустадийном технологическом процессе (рис. 3), и резинобитумного вяжущего, полученного при одностадийном технологическом процессе (рис. 4).
а б
Рисунок 2 – АСМ-изображения поверхности исходного битума марки БНД 60/90: а – топография (рельеф); б – фазовый контраст; 15 – увеличение 15х15
а б
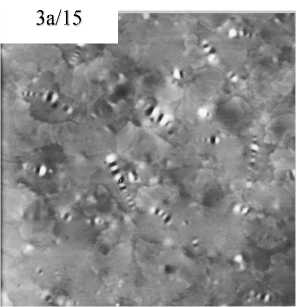
Рисунок 3 – АСМ-изображения поверхности резинобитумного вяжущего, полученного при двустадийной технологии:
а – топография (рельеф); б – фазовый контраст; 15 – увеличение 15х15
а
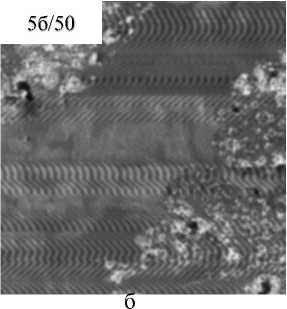
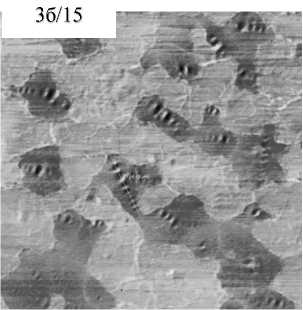
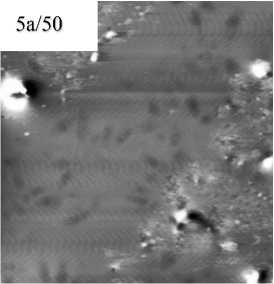
Рисунок 4 – АСМ изображения поверхности резинобитумного вяжущего, полученного при одностадийной технологии:
а – топография (рельеф); б – фазовый контраст; 50 – увеличение 50х50
При анализе АСМ-изображений установлено:
-
1. Структура резинобитумного вяжущего, полученного при двустадийном технологическом процессе, так же как и исходного битума, представляет собой смесь асфальтенов и маль-тенов (пчелоподобные включения длиной от 2,71 до 4,98 мкм у исходного битума и участки темного цвета длиной до 11 мкм у резинобитумного вяжущего) с маслами и смолами (светлые проблески между темными участками). Отличие заключается в том, что у резинобитумного вяжущего наблюдается сгущение структур фазового контраста с увеличением концентрации асфальтенов и мальтенов, что в итоге и приводит к увеличению температуры размягчения РБВ по методу «кольцо и шар». Увеличение концентрации асфальтенов и мальтенов обусловлено окислением более низкомолекулярных углеводородов с ростом их молекулярной массы и экстрагированием резиновой крошки части масляных фракций смеси битума и масла-пластификатора в ходе термомеханического процесса получения резинобитумного вяжущего (фазовый контраст при этом незначительный). Еще одним важным отличием является то, что у резинобитумного вяжущего, полученного при двустадийном технологическом процессе, в структуре имеется сетчатый каркас, состоящий, вероятнее всего, из спиралевидных молекул каучука, равномерно распределенных по всему объему. Данный дисперсный каркас объединяет (сшивает) между собой компоненты битума подобно армированию, обеспечивая тем самым формирование высоких физико-химических свойств резинобитумного вяжущего, в том числе и эластичности.
-
2. Структура резинобитумного вяжущего, полученного при одностадийном технологическом процессе, также представляет собой смесь асфальтенов, мальтенов и масел, однако здесь четко прослеживается ее неоднородность. Если в левой верхней и правой нижней частях (рис. 5) наблюдаются различные компоненты битума с фрагментами резиновых частиц, частично деструктурированных с формированием вокруг ядер каучуковой оболочки, то в средней части структура незначительно отличается от структуры битума (за исключением сгущения структуры и снижения фазового контраста). Обусловлено это, скорее всего, тем, что при получении резинобитумных вяжущих при одностадийном технологическом процессе достаточно большая вязкость среды не позволяет эффективно растворять резиновую крошку. Это приводит, в том числе, к тому, что резинобитумное вяжущее, полученное при одностадийном технологическом процессе, не имеет дисперсного каучукового каркаса, объемно армирующего вяжущего, следовательно, и физико-химические характеристики данного вяжущего чувствительно хуже, чем у резинобитумного вяжущего, полученного при двустадийном технологическом процессе.
Поскольку резинобитумное вяжущее является гетерогенной системой, характеризующейся включением резиновых частиц в конечном продукте, необходимо было выяснить, каким образом оставшиеся частицы резины контактируют с жидкой фазой (битумом).
Исследование образцов с помощью электронного сканирующего микроскопа
Для оценки контактирования оставшихся частиц резиновой крошки с жидкой фазой вяжущего использовали электронный сканирующий микроскоп фирмы Jeol JSM-6390 LA, с помощью которого были получены снимки поверхности резиновой крошки до и после термомеханической обработки (рис. 5-7).
На рисунке 5 можно отчетливо наблюдать, что резиновая крошка претерпела значительные изменения в плане реорганизации своего внешнего состояния. Ожидаемо она под воздействием высокой температуры оплавилась по краям, разрозненные частицы частично слиплись между собой.
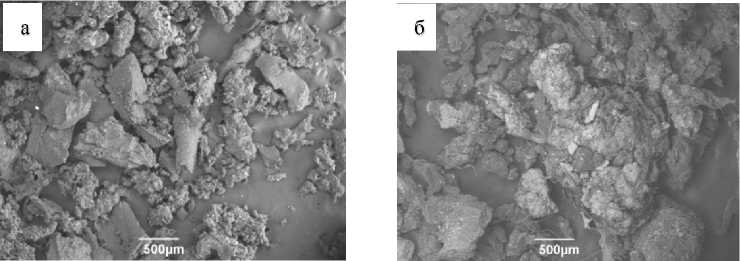
Рисунок 5 – Резиновая крошка при 30-кратном увеличении: а – до модификации, б – после модификации
Рисунок 6 – Резиновая крошка при 100-кратном увеличении: а – до модификации, б – после модификации
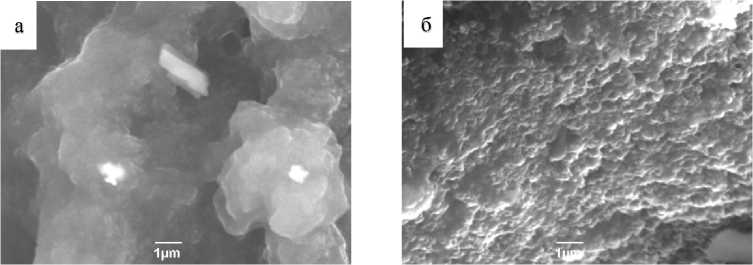
Рисунок 7 – Резиновая крошка при 10000-кратном увеличении: а – до модификации, б – после модификации
При более детальном рассмотрении (рис. 6) можно заметить, что резиновая крошка приняла более окатанную форму с образованием жгутиков, одна сторона которых обращена к резиновым частицам, а другая – в сторону жидкой фазы или соседних частиц. Таким образом, посредством этих жгутиков (мостиков) отдельные конгломераты резиновых частиц могут быть связаны как между собой, так и с компонентами битума посредством образования гелеобразной оболочки вокруг жгутиков. Это объясняет наличие эластичности у резинобитумного вяжущего даже в тех случаях, когда время и температура термомеханического процесса совмещения резиновой крошки с пластифицированным битумом явно недостаточны.
При максимальном увеличении (рис. 7) можно отчетливо наблюдать, что поверхность резиновых частиц имеет мельчайшие выпуклости, которые обусловливают их развитую удельную поверхность, а следовательно, и более тесное контактирование поверхности резиновой крошки с компонентами битума. В соответствии с физико-химическими представлениями, по- ложенными П.А. Ребиндером, развитая удельная поверхность обеспечивает повышенную температурную устойчивость и эластичность резинобитумных вяжущих, что справедливо даже в тех случаях, когда факторы термомеханического процесса неоптимальны.
Заключение
Таким образом, при оценке структуры методом ИК-спектроскопии изменение физикохимических свойств резинобитумных вяжущих обусловлено, вероятнее всего, формированием в них каучукоподобных функциональных групп из-за частичной деструкции резиновой крошки. После оценки структурообразования методом атомно-силовой спектроскопии выявлено, что двустадийный технологический процесс получения резинобитумных вяжущих способствует повышению гомогенности системы и формированию дисперсного каучукового каркаса, армирующего резинобитумное вяжущее, что в целом обусловливает получение стабильного вяжущего, обладающего улучшенными физико-химическими характеристиками.
При исследовании частиц резиновой крошки после термомеханической обработки было выяснено, что частицы резиновой крошки придают повышенную температурную устойчивость и эластичность резинобитумных вяжущих посредством формирования связующих жгутиков и мельчайших выпуклостей на поверхности частиц.
Список литературы Обоснование структурообразования резинобитумного вяжущего
- Abdulwarith B., Norhidayah H., Hanif M. et al. Effects of mixture design variables on rubber-bitumen interaction: properties of dry mixed rubberized asphalt mixture // Materials and Structures. - 2016.
- Mull M.A., Stuart K., Yehia A. Fracture resistance characterization of chemically modified crumb rubber asphalt pavement // Journal of Materials Science. - 2002. - Vol. 37. - P. 557-566.
- Kim H., Lee S., Amirkhanian S. Rheology investigation of crumb rubber modified asphalt binders // KSCE Journal of Civil Engineering. - 2010. - Vol. 14. - P. 839-843.
- Morrison G.R., Hesp S.A.M. A new look at rubber-modified asphalt binders // Journal of Materials Science. - 1995. - Vol. 30. - P. 2584-2590.
- Chuan X., Tianqing L., Yanjun Q. Optimization of technical measures for improving high-temperature performance of asphalt-rubber mixture // Journal of Modern Transportation. - 2013. Vol. 21. -P. 273-280.
