Обзор на существующие конструкции комбинированного инструмента для обработки ступенчатых отверстий

Автор: Петров А.В.
Журнал: Международный журнал гуманитарных и естественных наук @intjournal
Рубрика: Технические науки
Статья в выпуске: 4-3 (91), 2024 года.
Бесплатный доступ
Современное машиностроение идет по пути развития и усовершенствования технологических процессов в металлообработке, поэтому в настоящее время основным направлением является повышение производительности и гибкости, ввиду того, что увеличивается рост номенклатуры обрабатываемых деталей и стоит острая необходимость к переходу на автоматизированное производство. Данная задача решается путем широкого использования разнообразным станков с числовым программным управлением, в том числе многоцелевых, агрегатных и специальных станков и спроектированных на их базе автоматических линиях, и гибких производственных системах. Если рассмотреть повышение автоматизации процесса получения деталей со стороны режущих инструментов, то можно сказать, что для автоматизированного производства проектируют специальные конструкции инструментов, которые будут повышать уровень эффективности использования высокопроизводительного оборудования. В данной статье рассматриваются существующие на сегодняшний момент основные конструкции комбинированных инструментов для обработки ступенчатых отверстий.
Комбинированный инструмент, ступенчатые отверстия, конструкции инструментов, машиностроение, металлообработка
Короткий адрес: https://sciup.org/170204943
IDR: 170204943 | DOI: 10.24412/2500-1000-2024-4-3-34-39
An overview of the existing designs of a combined tool for processing stepped holes
Modern machine building is going on the way of development and improvement of technological processes in metalworking, therefore at present the main direction is the increase of productivity and flexibility due to the fact that the growth of the nomenclature of processed parts is increasing and there is an urgent need for transition to automated production. This task is solved by wide use of various numerically controlled machine tools, including multi-purpose, aggregate and special machine tools and automatic lines designed on their basis, and flexible production systems. If we consider the increase of automation of the process of obtaining parts from the side of cutting tools, we can say that for automated production design special tool designs that will increase the level of efficiency of high-performance equipment. In this paper, the current basic designs of combination tools for machining step holes are discussed.
Текст научной статьи Обзор на существующие конструкции комбинированного инструмента для обработки ступенчатых отверстий
Для получения многоступенчатых отверстий эффективно применяются сборные сверла, которые могут быть монолитными, составными или сборными. Из определения понятно, что первой ступенью всегда будет являться сверло, последующими ступенями в зависимости от типа отверстия и предъявляемой к нему точности могут является, зенкером, церковкой, зенковкой, разверткой и т.д. [6, с. 194].
Следует также отметить, что сборные сверла для обработки многоступенчатых отверстий, представляют собой последовательное соединение ступеней, что приводит к снижению общей эффективности их использования. Но также такие инструменты позволяют обеспечивать высокую производительность и минимальную себестоимость операции. Преимущества сборных сверл состоит в следующем [6, с. 197]:
-
- возможность обработки многоступенчатых отверстий за один проход, что уменьшает время на обработку и повышает производительность;
-
- снижение количества используемых режущих инструментов, экономя место в
инструментальных магазинах многоцелевых станков;
-
- повышение точности обработки за счет обработки последовательно расположенных отверстий одним инструментом;
-
- при использовании сборной конструкции, экономится инструментальный материал;
-
- уменьшение количества вспомогательного инструмента.
Рассмотрим подробнее существующие конструкции сборных сверл.
Сборное двухступенчатое сверло, состоящее из монолитного сверла на первой ступени и зенкера с отверстием под базирование первой ступени.
Данная конструкция инструмента сочетает в себе монолитное сверло и зенкер, при этом зенкер выполнен с центральным отверстием предназначенное для базирования хвостовика сверла, и поскольку в роли хвостовика выступает конус Морзе, на хвостовике зенкера формируется отверстия для выбивания хвостовика сверла. Данная конструкция позволяет обрабатывать двухступенчатое отверстие невысокой точности за проход, что повышает производительность изготовления детали. Недостатками инструмента являются, высокая стоимость изготовления, не эффективность конструкции при обработке деталей мелкосерийного и серийного производства, обработка только одного типа отверстий. На рисунке 1 представлен чертеж сборного сверла, состоящего из сверла и зенкера. В таблице 1 представлены технологические возможности данной конструкции.
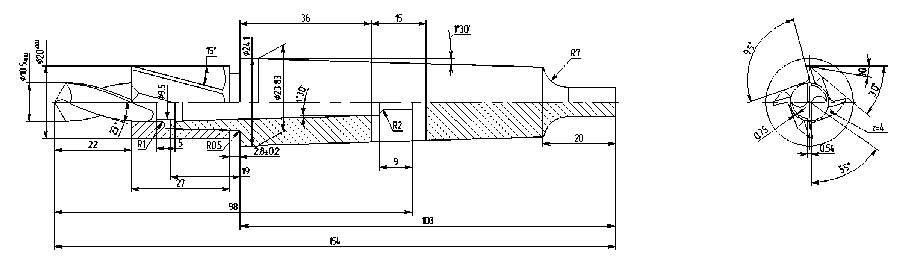
Рис. 1. Чертеж комбинированного инструмента «Сверло-зенкер»
Таблица 1. Технологические возможности обработки многоступенчатых отверстий с помощью типовой конструкции инструмента (рис. 1).
|
Диаметр первого отверстия, мм |
Диаметр второго отверстия, мм |
Длина первого отверстия, не более |
Длина второго отверстия, не более |
Твердость заготовки, HRC, не более |
Степень точности отверстий |
|
|
«Сверло-зенкер» |
8…25 |
25…80 |
60 |
40 |
40 |
11 |
Сборное ступенчатое сверло, включающее в себя монолитное сверло на первой ступени и коническую зенковку с отверстием под базирование сверла на второй ступени.
Конструкция является двухступенчатой и состоит из монолитного сверла и конической зенковки. Служит для обработки отверстий с коническим участком, широко используется для получения опорных поверхностей под резьбовые соединения. Сверло с цилиндрически хвостовиком с лыской базируется в отверстии конической зенковки. Закрепление сверла осуществляется с помощью резьбового штифта по лыске на цилиндре хвостовика. Из недостатков стоит отметить стоимость производства инструмента, а также хотя и есть возможность изменять размер конического участка такой возможности нет у спирального сверла. На рисунке 2 представлен чертеж сборного сверла, состоящего из сверла и конической зенковки. В таблице 2 представлены технологические возможности данной конструкции.
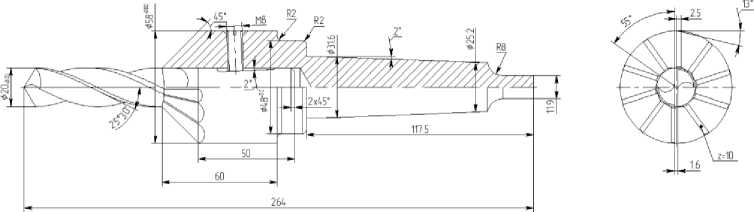
Рис. 2. Чертеж комбинированного инструмента «Сверло-зенковка»
Таблица 2. Технологические возможности обработки многоступенчатых отверстий с помощью типовой конструкции инструмента (рис. 2).
|
Диаметр первого от верстия, мм |
Диаметр второго от верстия, мм |
Длина первого отверстия, не более |
Длина второго отверстия, не более |
Угол конического участка, град. |
Твердость заготовки, HRC, не более |
Степень точности отверстий |
|
|
«Сверло-зенковка» |
12…28 |
12…80 |
62 |
32 |
60,90,120 |
40 |
11 |
Сборное двухступенчатое сверло, состоящее из твердосплавного монолитного сверла на первой ступени и корпуса в котором установленные пластинки для формирования второй ступени.
Инструмент состоит из твёрдосплавного сверла и корпуса оснащенного режущими пластинами, которые обеспечивают образование второй ступени в виде конического участка. Корпус выполняют с отверстием под базирование сверла и под подвод смазочно-охлаждающий жидкости непосредственно в зону обработки. Такая конструкция позволяет эффективно обрабатывать двухступенчатые отверстия ввиду материала режущей части инструментов, а также внутреннего подвода СОЖ. Как и в случае с прошлой конструкцией есть некоторый диапазон изменения диаметра второй ступени. Недостатками конструкции являются, сложность изготовления и узкая номенклатура обрабатываемых поверхностей. На рисунке 3 представлен чертеж сборного сверла, состоящего из сверла и корпуса оснащенного режущими пластинами. В таблице 3 представлены технологические возможности данной конструкции.
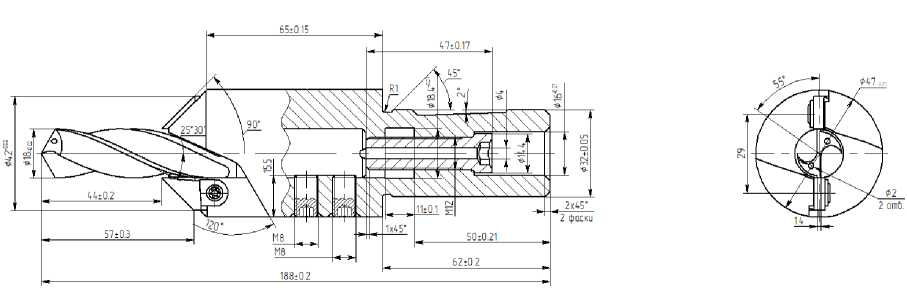
Рис. 3. Чертеж комбинированного инструмента «Сверло-зенковка»
Таблица 3. Технологические возможности обработки многоступенчатых отверстий с по- мощью типовой конструкции инструмента (рис. 3).
|
Диаметр первого отверстия, мм |
Диаметр второго отверстия, мм |
Длина первого отверстия, не более |
Длина второго отверстия, не более |
Угол конического участка, град. |
Твердость заготовки, HRC, не более |
Степень точности отверстий |
|
|
«Сверло-зенковка» |
6…20 |
6…42 |
52 |
24 |
60,90,120 |
48 |
10 |
Сборное трехступенчатое сверло включающее в себя монолитное сверло и корпус, оснащенный твердосплавными пластинами служащими для обработки второй и третьей ступени.
Конструкция инструмента включает в себя монолитное сверло и корпус для закрепления в него первой ступени. Корпус выполнен с пазами под базирование режущих пластин, которые обеспечивают получение второй и третьей ступени, а также включает в себя отверстие под крепление хвостовика сверла. Данный инструмент позволяет обрабатывать трёхступенчатое отверстие с коническим участком, который образуется с помощью нестандартной формы режущей пластины. Также в данном инструменте присутствует подвод СОЖ непосредственно в зону резания. Недостатками конструкции являются, режущая кромка конического участка, которая будет подвержена наибольшему износу. На рисунке 4 представлен чертеж инструмента, состоящего из сверла, конической и цилиндрической зенковки. В таблице 4 представлены технологические возможности данной конструкции.
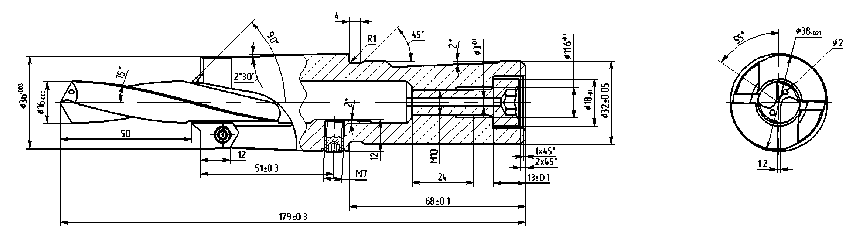
Рис. 4. Чертеж комбинированного инструмента «Сверло-зенковка»
Таблица 4. Технологические возможности обработки многоступенчатых отверстий с помощью типовой конструкции инструмента (рис. 4)
|
Диаметр первого отверстия, мм |
Диаметр третьего отверстия, мм |
Длина первого отверстия, не более |
Длина третьего отверстия, не более |
Угол конического участка, град. |
Твердость заготовки, HRC, не более |
Степень точности отверстий |
|
|
«Сверло-зенковка» |
13…23 |
15…38 |
54 |
18 |
30,60,90,120 |
52 |
10 |
Сборное пятиступенчатое сверло, стоящее из корпуса и режущих твердосплавных пластин, предназначенное для обработки пятиступенчатого отверстия с определенной геометрией.
Конструкция инструмента представляет собой корпус инструмента, в котором присутствуют пазы под закрепления в них сменных многогранных пластин и режущие пластины. Крепление режущих пластин осуществляется с помощью винтов, такая конструкция позволяет обрабатывать различные типы отверстий, но только в массовом и крупносерийном производстве, ввиду того, что корпус инструмента проектируется под определённые технологические задачи. Высокая производительность и точность достигается за счет выполнения нескольких переходов за один, но недостатками конструкции являются, высокая тон-ность и стоимость изготовления корпуса инструмента. На рисунке 5 представлен чертеж сборного сверла. В таблице 5 представлены технологические возможности данной конструкции.
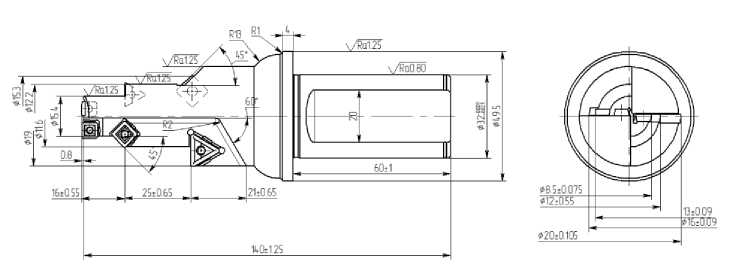
Рис. 5. Чертеж сборного ступенчатого сверла
Таблица 5. Технологические возможности обработки многоступенчатых отверстий с по- мощью типовой
(рис. 5)
Сборное пятиступенчатое сверло
12,5…32
Pi at
15…52



60,90,120

Сборное четырёхступенчатое сверло, включающее в себя корпус инструмента и сменные многогранные пластины, выступающих в роли режущих элементов.
Инструмент также, как и в предыдущем случае состоит из корпуса инструмента и сменных режущих пластин. Крепление режущих пластин осуществляется винтом, данная конструкция позволяет обработать четырёхступенчатое отверстие с переходным коническим участком, конструкция позволяет изменять диапазон длины четвертой ступени за счет конструкции корпуса. Чистота и точность поверхности достигается за счет материала пластин, а также за счет обработки в один проход. Недостатки конструкции также, как и в предыдущем случае заключаются в сложности и стоимости изготовления корпуса и узкой номенклатуре обрабатываемых деталей. На рисунке 6 представлен чертеж сборного четырехступенчатого сверла. В таблице 6 представлены технологические возможности данной конструкции.
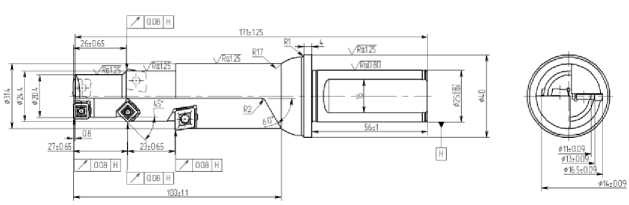
Рис. 6. Чертеж сборного четырёхступенчатого сверла
Таблица 6. Технологические возможности обработки многоступенчатых отверстий с по-
|
мощью типовой конст |
рукции инструмента ( |
рис. 6). |
|||||||
|
& s i 2 о Рч g w ? a CQ 5 R П О О |
& s i S ° S S |
^2 i |
О и g i Я Я Я Рч И r я о |
о к о а Я Рч О я о и R со о |
о Щ Л Р § ё ё й & S |
« 8 S « S S S >. и ^ & |
ч 2 < о и Н м Д |
Й н К о б Ц ° ё R ® “ “ к m U н о |
|
|
Сборное четырех-ступенчатое |
10,5…32 |
12…46 |
14…54 |
28 |
34 |
48 |
60,90,120 |
54 |
10 |
Выводы.
-
1. В настоящее время широко на практике используются два основных вида конструкций сборных сверл: составные сверла, состоящие из монолитного
-
2. Применение сборных сверл для изготовления многоступенчатых отверстий, экономически целесообразно, но
твёрдосплавного сверла и корпуса со сменными режущими платинами, сборные сверла, состоящие из корпуса и режущих пластин периферийных и центральной.
применение таких конструкции на сегодняшний день имеют ограниченное применение.
Список литературы Обзор на существующие конструкции комбинированного инструмента для обработки ступенчатых отверстий
- Гречишников В.А., Романов В.Б., Юнусов В.В. Комбинированные инструменты с пластинами, оснащенными СТМ для обработки ступенчатых отверстий // Известия МГТУ МАМИ". - 2014. - №1 (19) Т. 2. - С. 88-92. EDN: SMMVDN
- Мальков О.В. Обзор конструкций комбинированных инструментов для изготовления отверстий сложного профиля // Справочник инженерный журнал. - 2002. - №10. - С. 49-57. EDN: VQQNTJ
- Маслов А.Р. Современные тенденции в конструировании специального режущего и вспомогательного инструмента для автоматизированного производства. -М.: ВНИТЭМПР. 1985. - 48 с.
- Попов А.П., Свириденко Д.С., Комаров Ю.Ю. Прогресс в применении осевых комбинированных инструментов // Наука и техника". - 2017. - Т. 15, №6. - С. 88-101.
- Широких Э.В. Эффективность применения комбинированного инструмента при гибкой высокоитегрированной обработке // Вестник ГСГУ. - 2015. №4 (28). - С. 49-56.
