Оценка эффективности сопровождения функционирования СОЖ в механообрабатывающих поточных линиях в условиях массового производства

Автор: Алякин Ю.Б., Булыжев Е.М., Тронин В.Г., Золотов А.М., Скуратов Д.Л.
Рубрика: Технология
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
Ретроспективный анализ эффективности смазочно-охлаждающих жидкостей при механообработке показал, что совершенствование процесса её функционирования шло по двум направлениям: улучшение технологических свойств самой смазочно-охлаждающей жидкости, приготавливаемой на основе серийно выпускаемых концентратов, и разработки более эффективных систем сопровождения функционирования. В последнее время в РФ вместе с инновационными технологиями изготовления в машиностроении, автомобилестроении и металлургии стали продвигаться синтетические смазочноохлаждающие жидкости. Однако ожидание многократного снижения потерь смазочноохлаждающих жидкостей в связи с её высокой стойкостью подтвердилось не в полной мере. При анализе причин снижения срока функционирования смазочно-охлаждающих жидкостей выявили, что это обусловлено неизбежными распределёнными её потерями при функционировании, зависящими от структур и состояния производственных вложенных систем «смазочно-охлаждающая жидкость – система сопровождения – технологическая линия». Авторами была выдвинута рабочая гипотеза о возможности использования неизбежных распределённых потерь смазочно-охлаждающих жидкостей в качестве критерия, характеризующего эксплуатационную эффективность производственных систем. Цель проведённых исследований заключалась в подтверждении выдвинутой гипотезы и её использовании в дальнейшем при исследовании технологических процессов, протекающих в среде смазочно-охлаждающих жидкостей в условиях поточных линий механообработки заготовок деталей на машиностроительных предприятиях при широком варьировании технологических ситуаций. Методика исследований заключалась в сборе и анализе изменений объёма смазочноохлаждающих жидкостей в ёмкости системы сопровождения во времени и выявлении скорости неизбежных распределённых потерь и числа замен в комплексе централизованных систем сопровождения их функционирования. В результате выяснилось, что скорость неизбежных распределённых потерь смазочноохлаждающих жидкостей может быть использована для индикативной оценки системной эффективности в качестве высокочувствительного критерия – индикатора. В статье представлены результаты проведённых авторами исследований системной эффективности смазочно-охлаждающих жидкостей в комплексе централизованных систем сопровождения их функционирования методом пассивного эксперимента при широком варьировании технологических ситуаций, характеризуемых видом обработки, типом и материалом заготовки.
Смазочно-охлаждающие жидкости, неизбежные распределённые потери, потери при заменах, скорость потерь
Короткий адрес: https://sciup.org/147253553
IDR: 147253553 | УДК: 621.9.079 | DOI: 10.14529/engin260106
Evaluation of the efficiency of supporting metalworking-fluid (MWF) operation in machining flow lines under mass-production conditions
A retrospective analysis of the effectiveness of metalworking fluids (MWFs) in machining showed that improvements in their performance have followed two paths: enhancing the technological properties of the fluids themselves (prepared from commercially produced concentrates) and developing more effective systems to support their operation. Recently in the Russian Federation, along with innovative manufacturing technologies in mechanical engineering, automotive, and metallurgy, synthetic MWFs have begun to be promoted. However, expectations of a manifold reduction in MWF losses due to their high durability were only partially met. Analyzing the reasons for reduced service life of MWFs revealed that it is driven by inevitable distributed losses during operation, which depend on the structure and condition of the nested production systems “MWF – support system – process line.” The authors proposed a working hypothesis that these inevitable distributed MWF losses can serve as a criterion characterizing the operational efficiency of production systems. The aim of the study was to confirm this hypothesis and to use it subsequently when investigating technological processes occurring in MWF media on machining flow lines for workpiece processing at machine-building enterprises, under wide variation of technological situations. The methodology consisted of collecting and analyzing changes over time in the MWF volume in the support system’s reservoir, determining the rate of inevitable distributed losses, and counting the number of replacements within complexes of centralized systems that support MWF operation. It was found that the rate of inevitable distributed MWF losses can be used as a highly sensitive indicator for an indicative assessment of systemic efficiency. The paper presents the authors’ results on the systemic efficiency of MWFs within centralized supportsystem complexes, obtained by a passive (observational) experiment under broad variation of technological situations characterized by type of machining, workpiece type, and workpiece material.
Текст научной статьи Оценка эффективности сопровождения функционирования СОЖ в механообрабатывающих поточных линиях в условиях массового производства
Повышенный срок эксплуатации синтетических смазочно-охлаждающих жидкостей (СОЖ) послужил стимулом продвижения в машиностроении в РФ [1–3]. Однако нередко на практике выявили случаи многократного снижения срока функционирования t ф синтетических СОЖ между заменами. Вероятные причины снижения t ф :
-
- накапливание изменений в составе СОЖ под действием негативных факторов, воздействующих на СОЖ при их функционировании, вызывающее снижение технологической эффективности и приводящее к её замене;
-
- неконтролируемые и некомпенсируемые (некорректируемые) в реальном времени Т неизбежные распределённые потери СОЖ в зоне обработки и вне её в системе сопровождения;
-
- отсутствие инструментария и «адекватной» системы управления процессом функционирования СОЖ.
Выявленный факт увеличения потерь СОЖ, по сравнению с декларируемым фирмами поставщиками, соответствует следующим критериям:
-
1) он может быть воспроизведён при исследовании всех централизованных систем комплекса сопровождения функционирования СОЖ;
-
2) его можно проверить при помощи различных способов, например, фиксации числа замен СОЖ в год.
Выявленный факт соответствует предпосылкам, сформулированным в работе [4]. Любая СОЖ в зоне обработки испытывает циклическое негативное воздействие множества факторов [5].
Совокупность факторов оказывает негативное воздействие на СОЖ как «рабочее тело», уменьшает её объём, ухудшает состав и технологическую эффективность, приводя к преждевременной полной замене СОЖ [6], в том числе синтетических, после истечения t ф .
На достоверность и обоснованность выявленного научного факта оказали прямое влияние:
-
- инвариантная составляющая в виде 2 групп основных факторов, обуславливающих срок функционирования СОЖ между заменами, характеризующими качество СОЖ в плане противостояния внешним негативным воздействиям, и способность системы сопровождения предотвращать или компенсировать последствия негативного воздействия внешних факторов на СОЖ;
-
- теоретическая варианта, выявленная в ходе многолетних исследований при эксплуатации 4 централизованных систем функционирования (ЦСФ) СОЖ на ООО «УАЗ» в 1994-1998 гг. [7];
-
- синергия воздействия 2 групп факторов на состав, состояние и свойства СОЖ.
Проблемность ситуации заключается в том, что синтетическая СОЖ теряет часть объёма, что сопровождается трансформацией её состава и ухудшением свойств СОЖ [8–16], а оценить и предотвратить или компенсировать результаты этого процесса сегодня не представляется возможным из-за отсутствия понимания состояния вложенной системы «СОЖ - система сопровождения - технологическая система» [17-23].
В соответствии с теоретическими предпосылками авторами сформулирована гипотеза о возможности и целесообразности использования показателя скорости распределённых неизбежных потерь СОЖ V (м3/ч) в качестве критерия системной эффективности технологического процесса, в котором функционирует СОЖ. Распределённые неизбежные потери СОЖ положим как энтропию 1-го рода, а потери СОЖ при её замене как энтропию 2-го рода.
Проверим выполнение условий состоятельности выдвинутой гипотезы:
-
1) согласие с фактическим материалом для объяснения которого и была выдвинута гипотеза, что и будет представлено ниже;
-
2) принципиальная проверяемость гипотезы;
-
3) максимальная общность и прилагаемость к широкому кругу технологических ситуаций (ТС) ЦСФ в исследуемом комплексе;
-
4) принципиальная простота гипотезы, состоящая в её способности при относительно немногих основаниях объединить широкий круг явлений в комплексе ЦСФ.
Возникающий основной вопрос - отражает ли варьирование объёма энтропии 1-го рода эффективность функционирования СОЖ и технологическую эффективность производства и связана ли она с энтропией 2-го рода при замене СОЖ?
Цель проведённых исследований
Цель проведённых исследований заключалась в подтверждении возможности использования скорости энтропии СОЖ 1-го рода при функционировании последней в качестве индикатора состояния процесса металлообработки и критерия оценки эффективности функционирования вложенной системы «СОЖ – система сопровождения – технологическая система», а также для выявления взаимосвязи с энтропией 2-го рода.
В качестве объекта исследований был избран комплекс ЦСФ водных СОЖ. Обоснован выбор тем, что:
-
а) комплекс работал длительное время и продолжает работать в текущем режиме независимо от наблюдателя на одном из заводов двигателей;
-
б) понимание комплекса во всем многообразии ЦСФ может обеспечить его совершенствование, особенно в части сбережения СОЖ, как одного из важнейших ресурсов при металлообработке, а также может быть отражен в виде технологических рекомендаций при проектировании комплексов ЦСФ в дальнейшем;
-
в) исследования комплекса ЦСФ нацеливались на изучение всех сторон, связей и свойств объекта в парадигме системного подхода к процессу эксплуатации комплекса в условиях существующего производства;
-
г) исследования проводились конкретно в определенной технологической ситуации, при этом учитывались особенности объекта и специфические условия его существования;
-
д) при исследованиях анализировали генезис создания комплексов ЦСФ СОЖ и их изменения.
Методика исследований
В связи с отсутствием обоснованных методологических разработок по организации исследований процессов применения СиПС СОЖ в комплексах централизованных систем разрабатывалась вероятностно-энтропийная методология исследований с учетом специфики технологических поточных линий в условиях массового производства.
На начальном этапе осуществляли анализ накопленной информации об исследуемом комплексе ЦСФ и проводили первичную систематизацию полученных значений о потерях, т. е. энтропии СОЖ. На их основе получены проявления ситуации со стабильностью (ν′ = const) и нестабильностью (ν′ ≠ const) скорости распределенных неизбежных потерь объемов СОЖ за один цикл оборота в ЦСФ, за 1 час и средних по ЦСФ и группам ЦСФ.
Результаты исследований входили и в другие процедуры: сравнение, измерение и «пассивный» эксперимент.
Анализ результатов исследований на комплексе ЦСФ показал, что они соответствовали требованиям:
-
– преднамеренности и целенаправленности, поскольку потребовали создания на предприятии специальной группы из сотрудников производств, по существу являющихся инженерами-«наладчиками» ЦСФ, нацеленной на экономию СОЖ как одного из основных ресурсов производства:
-
– планомерности, поскольку исследования проводились по временному графику;
-
– систематичности, поскольку результаты наблюдений регулярно обсуждались на совещаниях разного уровня.
Наблюдения производились непосредственно на сооружениях ЦСФ СОЖ комплекса, с использованием простейших средств, установленных на емкостях, например, уровнемеры для измерения значений заглубления уровня СиПС СОЖ в паузах процесса её периодической циркуляции на поточных линиях механообработки конкретных заготовок и на всех других этапах эксплуатации жидкости и др.
Описание проводили в соответствии с особенностями технологической ситуации (ТС) ЦСФ СиПС СОЖ.
При качественном описании упор делали на вид СОЖ, характер обработки, материал заготовки обрабатываемой детали, а также на общую характеристику поточной технологической линии, в том числе автоматической. Качественное описание передавало общее знание о комплексе ЦСФ. Количественное описание при исследовании предполагало числовую характеристику свойств, сторон и связей (внешних и внутренних) элементов ЦСФ комплекса. Например, произ- водительность ЦСФ, объем емкостей для СОЖ, число оборотов СОЖ в единицу времени при ее циркуляции n'цо, число коррекций потери объемов и число их замен.
Исследование предполагало исполнение двух функций: обеспечение эвристической информации о ЦСФ и проверку выдвигаемой гипотезы и теоретических посылок.
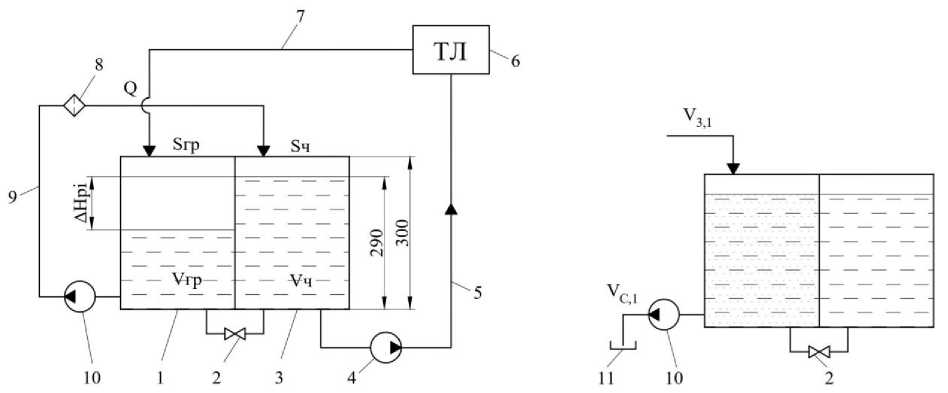
Упрощённая гидравлическая схема ЦСФ представлена на рис. 1.
При исследованиях регистрировали основные показатели процесса функционирования СОЖ, «вложенной» в систему сопровождения и в технологическую систему для выявления при анализе взаимосвязи данных показателей в совокупности с показателями энтропий 1-го и 2-го рода.
Исследования проводились с позиций вероятностно-детерминированного подхода при использовании вариационного параметрического анализа. При исследованиях производили оценку неизбежных распределенных потерь СОЖ как «условно приемлемой энтропии» для данных ЦСФ и технологических ситуаций.
а) b)
Рис. 1. Упрощенная гидравлическая схема ЦСФ: 1 – грязевой отсек; 2 – задвижка; 3 – чистовой отсек; 4, 10 – насос; 5, 9 – трубопровод; 6 – технологическая линия (ТЛ); 7 – лоток сбрасывания отработанной СОЖ; 8 – фильтровальная установка; 11 – промежуточная емкость
Fig. 1. Simplified hydraulic diagram of centralized operating systems: 1 – mud compartment; 2 – valve; 3 – finishing compartment; 4, 10 – pump; 5, 9 – pipeline; 6 – process line; 7 – tray for discharge of used lubricating cooling liquid;
8 – filter unit; 11 – intermediate tank
ЦСП работает следующим образом (рис. 1а): очищенная СОЖ из чистового отсека 3 емкости объемом Vч насосом 4 подается по трубопроводу 5 на технологическую линию (ТЛ); отработанная СОЖ по лотку 7 сбрасывается в грязевой отсек 1 емкости, в котором металлическая стружка оседает на дно. Очищенная СОЖ насосом 10 по трубопроводу 9 подается на фильтровальную установку 8, из которой сбрасывается по самотечному трубопроводу или лотку в чистовой отсек. При этом задвижка 2 закрыта.
На рис. 1b упрощенно показана настройка гидравлической схемы той же ЦСП, обеспечивающая сброс отработанной СОЖ при ее замене. Задвижка 2 открыта и насос 10 обеспечивает сброс СОЖ в промежуточную емкость 11. Периодически по графику СОЖ из промежуточной емкости порциями подается на разложение и утилизацию.
Оценку скорости неизбежных распределенных потерь СОЖ производили посредством замера заглубления уровня ∆Н в течение ∆Т в емкости ЦСФ в ночное время, в перерыве при остановке системы и успокоении уровня.
В случае успешного решения задачи возникла проблема организации проведения способа использования потерь синтетических СОЖ для оценки, контроля, мониторинга и планирования процесса эксплуатации СОЖ, а также процесса производства металлообработки заготовок деталей двигателей.
Предмет проводимого исследования – явление распределенных неизбежных потерь синтетических СОЖ при обороте в ЦСФ и периодические замены отработавшей СОЖ.
Научная гипотеза заключается в том, что при проводимом исследовании неизбежных распределенных потерь в течение периода времени между заменами СОЖ возможны выработка принципа систематизации потерь ЦСФ, формирование цифровых двойников, выявление индикатора, позволяющего разработать процедуры оценки, контроля потерь и мониторинга состояния СОЖ в ЦСФ, обоснования решения для предотвращения сбоя в эксплуатации СОЖ, приводящего к незапланированной замене СиПС СОЖ и остановке производств.
Состав комплекса и основные показатели состава СОЖ и ЦСФ, входящих в комплекс, представлены в табл. 1.
Особенность табл. 1 заключалась в том, что все ЦСФ разбивались на группы по принципу единства качественных показателей ТС, а внутри групп - по величине скорости энтропии 1-го рода V i . В верхней диаграмме представлены значения числа замен СОЖ по ЦСФ и для групп ЦСФ.
Результаты исследований
Результаты исследований, подвергнутые статистической обработке, представленные в виде средних арифметических величин показателей контроля, показаны в табл. 1, 2.
Основные уравнения, используемые при обработке опытной информации, представлены ниже.
Объем коррекций в период между заменами
^кз = V • ^цо • ^з; Аз = V • [^цз], где Аз - объем коррекций в период между заменами СОЖ, м3; V' - скорость распределенных потерь, м3/ч; пЦо - число циклов оборотов в час, 1/ч; Т3 - период времени между заменами СОЖ, ч/г; [Мцз] - ограничение числа цикла оборота СОЖ в период времени между заменами СОЖ, цикл.
Число оборотов СОЖ в период между заменами
КзА = ^цо • А.
Число циклов коррекции между заменами СОЖ [^ цз ] = Пцо Гг , з- - число замен, 1/г.
з
Период времени между заменами СОЖ кг [ цз ]
J = гт; = , з з∙ ∙ цо з цо где Укг - объем коррекций годовой, м3.
Число замен в год
п
з=
цо ∙ г г
Кз] ’ = = А
где г - период времени годовой, ч.
В ходе исследований использовали следующие показатели: конструктивно-технологические:
-
- производительность Q, м3/ч;
-
- объём бака установки с учётом уменьшения высоты ёмкости с 3 до 2,85 м, V o , м3;
-
- концентрация СОЖ, а, %;
эксплуатационные:
-
- годовое число замен и з , 1/г;
-
- объём замены СОЖ в баке ЦСФ У з = V o , м3;
-
- масса концентрата в объёме замены
М з = а • У з , т;
-
- годовой объём коррекции СОЖ V Kr , м3;
Укг = V. 1, где Уэ 1 - объём энтропии СОЖ 1-го рода, м3;
-
- масса энтропии концентрата при замене СОЖ
М кг = У кг • а;
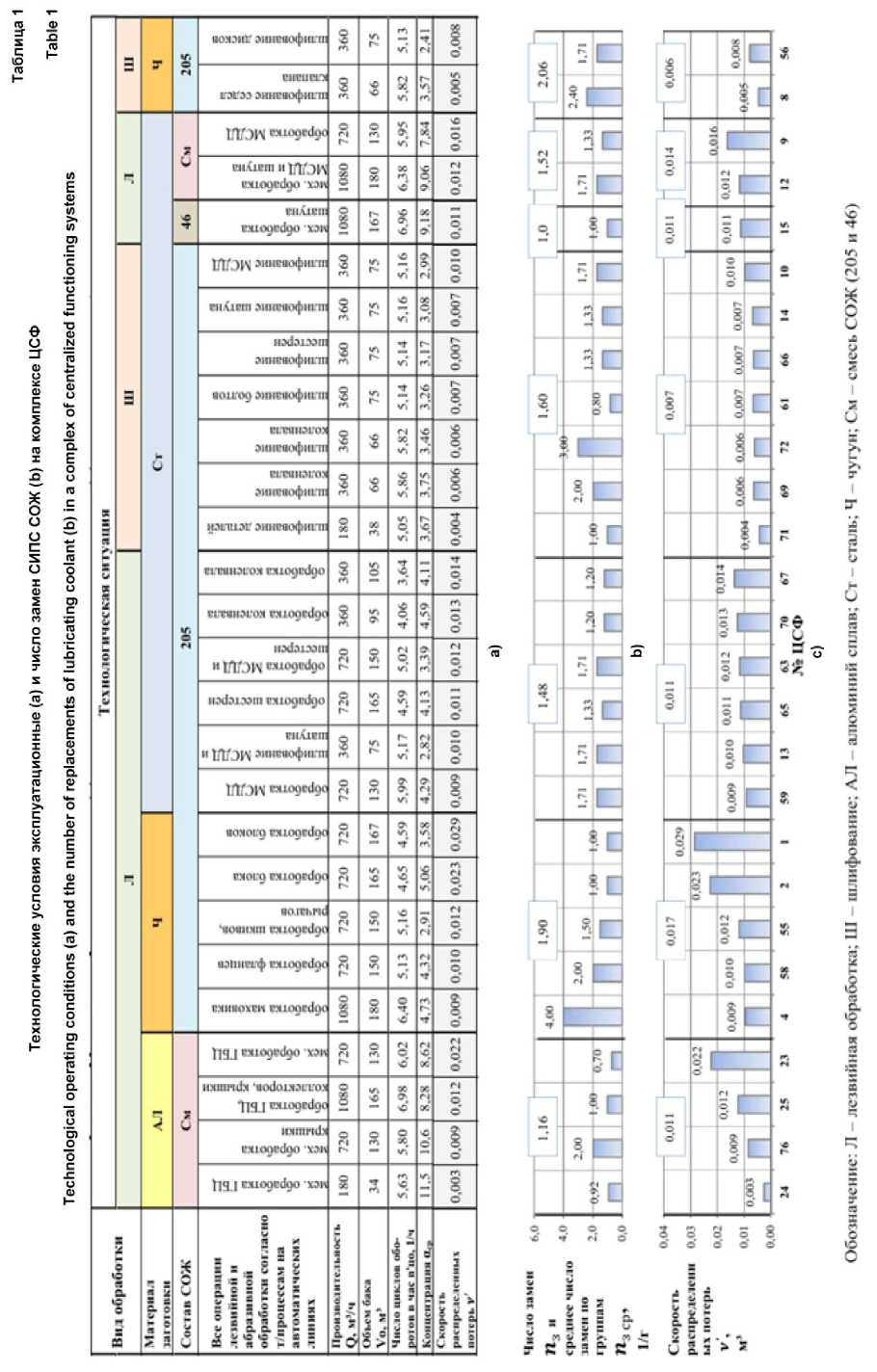
Таблица 2
Варьирование параметров распределения ф Р , пз , ∆Н pi , ∆ Vpi, , ∆Т i , V i , ϭ Vj , CЧ в сопоставлении с условиями механообработки по группам ЦСФ комплекса
Table 2
Variation of distribution parameters фР, nз , ∆Н pi , ∆ Vpi, , ∆Т i , V i , ϭ Vj , C4 in comparison with the conditions of mechanical processing by groups of the centralized systems of functioning complex
|
OS 1 u |
i |
ЦСФ > |
Sb |
Фр |
«3 |
Параметры временного ряда |
||||||||
|
ДНр; |
^Pi |
ДТ; |
CV |
Состав СОЖ |
Материал заготовки |
Вид обработки |
||||||||
|
M2 |
усл.ед |
1/г |
СМ |
м3 |
ч |
м3/ч |
м3/ч |
|||||||
|
1 |
i |
73 |
38 |
205/46 |
АЛ |
л |
||||||||
|
2 |
76 |
43,3 |
0.646 |
2,0 |
13,65 |
5,92 |
59 |
0.121 |
0,026 |
0,215 |
||||
|
3 |
23 |
43,3 |
0,671 |
0,7 |
57,32 |
24.84 |
91 |
0,266 |
0,066 |
0,248 |
||||
|
4 |
25 |
55 |
0,678 |
0,98 |
42,94 |
23,62 |
НО |
0,217 |
0,074 |
0,341 |
||||
|
5 |
24 |
11,3 |
0,687 |
0,92 |
37,58 |
4,26 |
121 |
0,036 |
0,005 |
0,139 |
||||
|
0,670 |
1,15 |
37,9 |
14,7 |
95.3 |
0,160 |
0,043 |
0,236 |
|||||||
|
2 |
6 |
3 |
43,3 |
Ч |
л |
|||||||||
|
7 |
55 |
50 |
0.520 |
1,5 |
49,77 |
24,89 |
178 |
0,15 |
0,051 |
0,340 |
||||
|
8 |
58 |
50 |
0,520 |
2,0 |
41,43 |
20,72 |
179 |
0,122 |
0,065 |
0,533 |
205 |
|||
|
9 |
4 |
60 |
0.668 |
4,0 |
47,05 |
28,23 |
171 |
0,192 |
0,159 |
0,828 |
||||
|
10 |
2 |
55 |
0,815 |
1,0 |
42,3 |
23,27 |
88 |
0.275 |
0,081 |
0,295 |
||||
|
11 |
1 |
55,7 |
0,871 |
1,0 |
42,36 |
23,58 |
71 |
0,357 |
0,112 |
0,314 |
||||
|
0,679 |
1,9 |
44,6 |
24,1 |
137,4 |
0,219 |
0,094 |
0,462 |
|||||||
|
3 |
12 |
59 |
43,3 |
0,441 |
1,71 |
50,79 |
22,01 |
197 |
0,123 |
0,071 |
0,577 |
Ст |
л |
|
|
13 |
63 |
50 |
0,520 |
1,71 |
13,82 |
6,91 |
52 |
0,148 |
0,029 |
0,196 |
||||
|
14 |
67 |
35 |
0,677 |
1,2 |
40,57 |
14,20 |
109 |
0,126 |
0,046 |
0,365 |
205 |
|||
|
15 |
65 |
55 |
0,680 |
1,33 |
25,29 |
13,91 |
107 |
0,153 |
0,034 |
0,222 |
||||
|
16 |
70 |
31,7 |
0,726 |
1,2 |
43,87 |
13,89 |
121 |
0,115 |
0,043 |
0,374 |
||||
|
17 |
13 |
25 |
0,759 |
1,71 |
51,62 |
12,91 |
НО |
0,121 |
0,034 |
0,281 |
||||
|
0,634 |
1,48 |
37,7 |
14,0 |
116 |
0,131 |
0,043 |
0,336 |
|||||||
|
4 |
18 |
66 |
25 |
0,545 |
1,33 |
42,88 |
10,72 |
144 |
0,078 |
0,029 |
0,372 |
Ст |
ш |
|
|
19 |
71 |
12,7 |
0,616 |
1,0 |
38,65 |
4,90 |
101 |
0,051 |
0,013 |
0,255 |
||||
|
20 |
61 |
25 |
0,634 |
0,8 |
43,46 |
10,87 |
144 |
0,079 |
0,016 |
0,203 |
||||
|
21 |
14 |
25 |
0,759 |
1,33 |
48,8 |
12,20 |
156 |
0,081 |
0,01 |
0,123 |
||||
|
22 |
10 |
25 |
0,759 |
1,71 |
47,43 |
11,86 |
107 |
0,118 |
0,059 |
0,500 |
205 |
|||
|
23 |
69 |
22 |
0,788 |
2,0 |
56 |
12,32 |
124 |
0,106 |
0,04 |
0,377 |
||||
|
24 |
72 |
22 |
0,788 |
3,0 |
45,71 |
10,06 |
107 |
0,1 |
0,075 |
0,750 |
||||
|
0,698 |
1,6 |
46,1 |
10,4 |
126,1 |
0,088 |
0,035 |
0,369 |
|||||||
|
5 |
25 |
15 |
55,7 |
0,587 |
l,o |
57,8 |
32,2 |
162 |
0,226 |
0,119 |
0,527 |
46 |
Ст |
л |
|
0,587 |
1,0 |
57,8 |
32,2 |
162 |
0,226 |
0,119 |
0,527 |
|||||||
|
6 |
26 |
12 |
60 |
0.689 |
1,71 |
42,53 |
25,52 |
125 |
0,218 |
0,082 |
0,376 |
ЭЛЛАДА |
Ст |
л - |
|
27 |
9 |
43,3 |
0,774 |
1,33 |
44,47 |
19,27 |
98 |
0,199 |
0,063 |
0,317 |
||||
|
0,732 |
1,52 |
43,5 |
22,4 |
111,5 |
0,209 |
0,073 |
0,346 |
|||||||
|
7 |
28 |
56 |
25 |
0,759 |
1,71 |
40,15 |
10,04 |
113 |
0,09 |
0,03 |
0,333 |
Ч |
ш |
|
|
29 |
8 |
22 |
0,788 |
2,1 |
46,92 |
10,32 |
144 |
0,071 |
0,017 |
0,239 |
||||
|
0,773 |
2,06 |
43,5 |
10,2 |
128,5 |
0,081 |
0,024 |
0,286 |
|||||||
|
Всего |
||||||||||||||
|
I |
1108 |
0,409 |
42,3 |
1155 |
433 |
3289 |
3,94 |
1,45 |
9,64 |
|||||
|
Cp |
38,20 |
0,646 |
1,57 |
42,78 |
16,1 |
121,8 |
0,15 |
0,05 |
0,36 |
|||||
-
– средняя скорость энтропии СОЖ
Vэ 1 = , м /ч,
Тг где Тг = 4200 – годовой расчётный фонд времени, ч;
-
– средний период времени между коррекциями СОЖ ΔТ к =∆ТI, ч;
-
– объём коррекции
∆V к =V э1 ∙ ∆Т к , м3;
– годовой объём недоливов СОЖ при последней коррекции перед заменой
∆V кг =∆Т к ∙ n ɜ , м3;
– годовой объём сбрасываем при замене СОЖ сг =(Vɜ ∙∆V)к∙nɜ, м3; Vсг= Vэ2, где Vэ2 – энтропия 2-го рода.
Масса концентрата, утрачиваемая вместе с СОЖ при эксплуатации и при залповом сбросе при замене СОЖ:
Мг=Мкг+Мсг=(Vкг+Vсг)∙a, т,(6)
М кг = М эi ; М сг = М э2 .
Годовой объём приготовления СОЖ, м3:
Vпг =Vэ1 +Vэ2 = (Vкг+Vсг)= Vэг.(7)
Степень энтропии 1-го рода
-
э1 =Vэ 1 V .(8)
-
v пг
Относительная степень энтропии СОЖ 1-го рода c _ Vэ1,гр w
Sv = э ,р .(9)
Vэ1
Относительная степень энтропии (к производительности)
Sq = э1, усл. ед.,(10)
годовая доля энтропии по группам
_ ™ V э1,гр N1 \
Xэ1,гр = э ,гр ,(11)
Vэ1
V э2,гр Ni \
Xэ2,гр N = э ,гр .(11а)
Vэ2
Пример прогноза расхода ресурсов СОЖ, выполненный на основе энтропийного подхода, представлен в табл. 3.
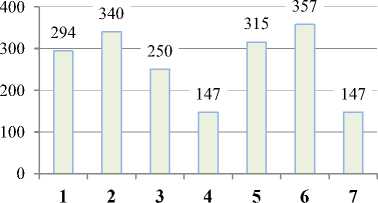
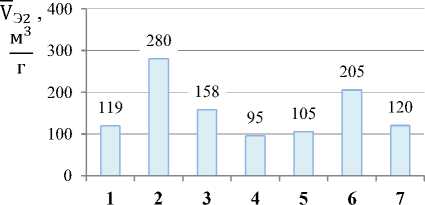
На рис. 2 по группам табл. 3 представлены:
-
а) средние значения скорости энтропии по группам, м3/г;
-
б) годовая энтропия объёма СОЖ по группам, м3/г;
-
в) годовая энтропия объёма (1-го рода) по группам, м3/г;
-
г) годовая энтропия (2-го рода) объёма СОЖ по группам.
При сопоставлении рис. 2а–d прослеживается наследственная структурная связь скорости энтропии и объёма энтропии. Это свидетельствует о том, что источником энтропии 2-го рода – потерь СОЖ при её замене – является потеря СОЖ при коррекции (энтропии 1-го рода), которая по существу определяется совершенством технологического процесса функционирования СОЖ. Энтропии 1-го рода и 2-го рода являются визитной карточкой каждой ЦСФ и могут служить критерием оценки эффективности функционирования СОЖ в системе его сопровождения при обслуживании конкретной технологической системой (ТС). То есть V э 1 и V э2 , Vэ 1 и Vэ 2 , а также производственные от них V пг и степени £э 1 , Sy , 8q , 6 э и 6 э2 являются основными технологическими характеристиками ЦСФ и ТС.
c)
Рис. 2. Диаграмма скорости энтропии (а) и об ъ ема энтропии по группам (табл. 2): а – цсф ; b – ЭГ ; c – Э ; d – Э
Fig. 2. Diagram of the rate of entropy (a) a nd the v olume o f entropy by groups (table 2): а – цсф ; b – ЭГ ; c – Э ; d – Э
d )
Таблица 3
Прогноз потерь (энтропии) СОЖ на основе нормативно-энтропийного расчета с использованием опытных данных по группам ЦСФ
Forecast of losses (entropy) of coolant based on normative-entropy calculation using experimental data for groups of centralized systems of functioning
Table 3
|
№ гр. ТС |
ЦСФ |
Q |
V 0 |
α |
ʹ цо |
ɜ |
З |
М З |
КГ |
М КГ |
Э |
∆ Т К |
∆ |
Г |
ЭГ |
М ПГ |
ϰ |
|
м3/ч |
м3 |
% |
1/ч |
1/г |
м3 |
кг |
м3 |
кг |
м3/ч |
ч |
м3 |
м3 |
м3 |
кг |
— |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
1 |
24 |
180 |
32 |
11,5 |
5,3 |
0,92 |
29,1 |
3,71 |
71,4 |
8,21 |
0,017 |
121 |
2,1 |
27 |
98,4 |
11,3 |
0,73 |
|
76 |
720 |
123 |
10,6 |
5,8 |
2,00 |
110,7 |
13,04 |
218,4 |
23,15 |
0,052 |
59 |
3,1 |
108 |
326,0 |
34,6 |
0,67 |
|
|
25 |
1080 |
157 |
8,3 |
6,55 |
1 |
141,1 |
13,01 |
344,4 |
28,59 |
0,082 |
110 |
9,0 |
132 |
476,5 |
39,5 |
0,72 |
|
|
23 |
720 |
124 |
8,6 |
6,02 |
0,7 |
111,6 |
10,66 |
294 |
25,28 |
0,070 |
91 |
6,4 |
105 |
399,2 |
34,3 |
0,74 |
|
|
Cp. |
675 |
109 |
9,75 |
5,92 |
1,16 |
98,1 |
10,1 |
232 |
21,3 |
0,055 |
95,3 |
5,1 |
93 |
325,0 |
29,9 |
0,71 |
|
|
2 |
4 |
1080 |
171 |
4,7 |
6,4 |
4 |
153,9 |
8,04 |
239,4 |
11,25 |
0,057 |
171 |
9,7 |
144 |
383,6 |
18,0 |
0,62 |
|
58 |
720 |
142,5 |
4,3 |
5,13 |
2 |
128,3 |
6,13 |
214,2 |
9,21 |
0,051 |
179 |
9,1 |
119 |
333,3 |
333,3 |
0,64 |
|
|
55 |
720 |
142,5 |
2,9 |
5,16 |
2 |
128,3 |
4,13 |
252 |
7,31 |
0,06 |
178 |
10,7 |
118 |
369,6 |
10,7 |
0,68 |
|
|
2 |
720 |
157 |
5,1 |
6,02 |
1 |
141,3 |
8,01 |
441 |
22,49 |
0,105 |
88 |
9,2 |
132 |
585,2 |
29,8 |
0,75 |
|
|
1 |
720 |
159 |
3,6 |
4,59 |
1 |
143,1 |
5,72 |
71,4 |
2,57 |
0,132 |
71 |
9,4 |
134 |
190,5 |
6,9 |
0,37 |
|
|
Cp. |
792 |
154,4 |
4,12 |
5,46 |
2 |
139,0 |
6,41 |
244 |
10,6 |
0,081 |
137,4 |
9,6 |
129,3 |
372,4 |
79,8 |
0,62 |
Окончание табл. 3
Table 3 (End)
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
3 |
59 |
720 |
123,5 |
4,3 |
5,99 |
1,71 |
111,2 |
5,31 |
218,4 |
9,39 |
0,052 |
107 |
5,6 |
106 |
324,0 |
13,9 |
0,67 |
|
13 |
360 |
71,3 |
2,8 |
5,17 |
1,71 |
64,2 |
2,00 |
210 |
5,88 |
0,05 |
110 |
5,5 |
59 |
268,7 |
7,5 |
0,78 |
|
|
65 |
720 |
156,8 |
4,1 |
4,59 |
1,33 |
141,1 |
6,43 |
214,2 |
8,78 |
0,051 |
107 |
5,5 |
136 |
349,9 |
14,3 |
0,61 |
|
|
63 |
720 |
142,5 |
3,4 |
5,02 |
1,71 |
128,3 |
4,85 |
256,2 |
8,71 |
0,061 |
109 |
6,6 |
122 |
377,8 |
12,8 |
0,68 |
|
|
70 |
360 |
90 |
4,6 |
4,06 |
1,2 |
81,0 |
4,14 |
432,6 |
19,90 |
0,103 |
121 |
12,5 |
68,5 |
501,1 |
23,1 |
0,86 |
|
|
67 |
360 |
100 |
4,1 |
3,64 |
1,2 |
90,0 |
4,10 |
210 |
8,61 |
0,05 |
109 |
5,5 |
85 |
294,6 |
12,1 |
0,71 |
|
|
Cp. |
540 |
114 |
3,88 |
4,75 |
1,48 |
102,6 |
4,47 |
257 |
10,21 |
0,06 |
110,5 |
6,8 |
95,8 |
352,7 |
14,0 |
0,72 |
|
|
4 |
71 |
180 |
36 |
3,7 |
5,08 |
1 |
32,4 |
1,37 |
84 |
3,19 |
0,020 |
101 |
2,0 |
30,4 |
114,4 |
11,4 |
0,73 |
|
69 |
360 |
62,7 |
3,8 |
5,86 |
2,00 |
56,4 |
2,38 |
142,8 |
5,43 |
0,034 |
124 |
4,2 |
52 |
195,0 |
13,0 |
0,73 |
|
|
72 |
360 |
62,7 |
3,8 |
5,82 |
3,00 |
56,4 |
2,19 |
138,6 |
4,85 |
0,033 |
107 |
3,5 |
53 |
191,5 |
4,3 |
0,72 |
|
|
61 |
360 |
71,3 |
3,5 |
5,14 |
0,8 |
64,2 |
2,28 |
315 |
10,08 |
0,075 |
144 |
10,8 |
53,4 |
368,4 |
7,4 |
0,86 |
|
|
66 |
360 |
71,3 |
3,2 |
5,14 |
1,33 |
64,2 |
2,21 |
147 |
4,56 |
0,035 |
144 |
5,0 |
206 |
353,1 |
6,7 |
0,42 |
|
|
14 |
360 |
71,3 |
3,1 |
5,16 |
1,33 |
64,2 |
2,21 |
147 |
4,56 |
0,035 |
156 |
5,5 |
59 |
205,7 |
11,8 |
0,71 |
|
|
10 |
360 |
71,3 |
3,0 |
5,16 |
1,71 |
64,2 |
2,14 |
210 |
6,30 |
0,05 |
107 |
5,4 |
59 |
268,8 |
10,9 |
0,78 |
|
|
Cp. |
334 |
63,80 |
3,44 |
5,34 |
1,60 |
57,4 |
2,11 |
169 |
5,57 |
0,04 |
126,1 |
5,2 |
73,2 |
242,4 |
9,4 |
0,71 |
|
|
5 |
15 |
1080 |
158,3 |
9,2 |
6,96 |
1 |
142,5 |
14,56 |
315 |
28,98 |
0,075 |
162 |
12,2 |
130,3 |
445,3 |
41,0 |
0,71 |
|
6 |
12 |
363 |
74,3 |
6 |
8,16 |
4,71 |
66,9 |
4,46 |
319,2 |
19,15 |
0,075 |
110 |
8,3 |
102,0 |
421,2 |
25,3 |
0,76 |
|
9 |
720 |
123 |
7,8 |
5,95 |
1,33 |
110,7 |
9,59 |
315 |
24,57 |
0,075 |
98 |
7,4 |
103,4 |
418,4 |
32,6 |
0,75 |
|
|
Ср. |
541,5 |
98,7 |
6,90 |
7,06 |
3,02 |
88,8 |
7,03 |
317 |
21,86 |
0,075 |
104,0 |
7,8 |
102,7 |
419,8 |
29,0 |
0,76 |
|
|
7 |
8 |
360 |
62,7 |
3,6 |
5,82 |
2,4 |
56,4 |
2,26 |
121,8 |
4,38 |
0,029 |
144 |
4,2 |
52 |
174,1 |
6,3 |
0,70 |
|
56 |
360 |
71,3 |
2,4 |
5,13 |
1,71 |
64,2 |
1,71 |
168 |
4,03 |
0,04 |
113 |
4,5 |
60 |
227,7 |
5,5 |
0,74 |
|
|
Ср. |
360 |
67 |
3 |
5,48 |
2,06 |
60,3 |
1,98 |
145 |
4,21 |
0,03 |
128,5 |
4,3 |
56 |
200,9 |
5,9 |
0,72 |
|
|
Ʃ |
15123 |
2828 |
136 |
149 |
45,3 |
2546 |
147 |
6111 |
319 |
1,57 |
3241 |
183 |
2554 |
8662 |
779 |
18,9 |
|
|
Cр. |
560,1 |
104,8 |
5,04 |
5,51 |
1,68 |
94,3 |
5,43 |
226,3 |
11,8 |
0,06 |
120 |
6,76 |
94,6 |
321 |
28,8 |
0,70 |
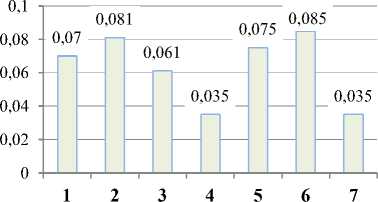
На рис. 3 средние значения относительной по Q скорости энтропии 1-го рода по группам ЦСФ сопоставляются с качественными показателями групп, характеризующими технологическую ситуацию для группы ЦСФ (см. табл. 3). Самая большая энтропия наблюдается для ТС1 при лезвийной обработке заготовок деталей из алюминиевых сплавов в среде гибридной СОЖ при концентрации 9,8 %. Большие значения <5 э 1 для первой группы обусловлены высокими значениями производительности оборудования и высокой адсорбционной активностью поверхности заготовок из алюминиевых сплавов.
При функционировании синтетической СОЖ при лезвийной обработке чугунных заготовок значение 6э 1 снижается в 1,25 раза по сравнению со значением 6э 1 для заготовок из алюминиевых сплавов. Однако высокая адсорбционная активность поверхности стружки скалывания и повышенные припуски на обработку, характерные для чугунов, способствует превышению величины 6э 1 для прочих групп. При лезвийной обработке заготовок из стали (ТС3) в 2 раза меньше, чем тот же показатель для алюминиевых заготовок. При обработке шлифованием стальных заготовок в среде синтетической СОЖ из-за значительно меньшей удельной поверхности стружки 6э 1 в 3 раза меньше по сравнению с 6э 1 для ТС1 (заготовки из алюминиевых сплавов). При лез- вийной обработке стальных заготовок в среде полусинтетической СОЖ (группа ТС 5) наблюдаются низкие значения <5 э^ , близкие к значениям 6э1 для седьмой группы ТС при обработке чугунных заготовок шлифованием в среде синтетической СОЖ. Для шестой группы при лезвийной обработке стальных заготовок 6э1 близок к этому показателю для 3-й группы (в обоих случаях наблюдается один вид обработки – шлифование).
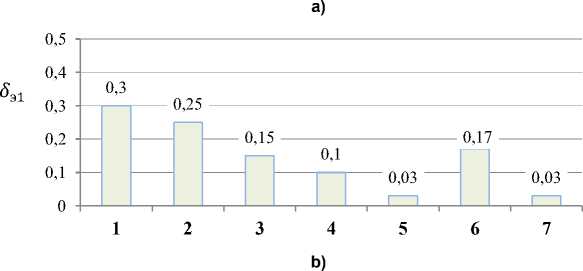
Рис. 3. Сопоставление скорости энтропии 1-го рода с качественными показателями ТС
Fig. 3. Comparison of the entropy rate of the 1st kind with the qualitative indicators of the TE
|
Группа № |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Материал |
||||||
|
АЛ |
Ч |
СТ 1 |
Ч |
|||
|
Вид обработки |
||||||
|
Л |
Ш |
Л |
Ш |
|||
|
СОЖ |
||||||
|
ГЖ |
СЖ |
ПСЖ |
ГЖ |
СЖ |
||
Таким образом, полученные значения энтропии 1-го порядка соответствуют представлениям о технологических ситуациях и имеют логические и простые объяснения.
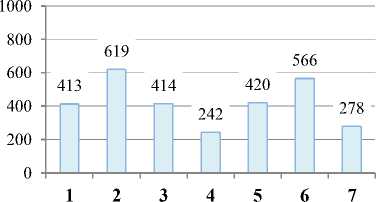
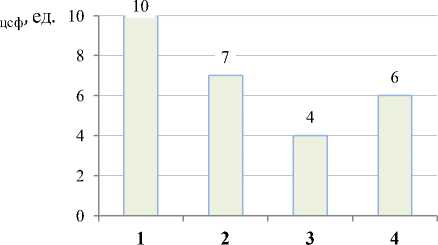
Авторами была предпринята попытка использования при исследованиях с группированием ЦСФ по группам со значениями г эi: 1 – 0,7…0,8; 2 ˃ 0,8; 3 ˃ 0,5…0,7; 4 < 0,5.
На рис. 4а на диаграмме показано число т цс ф в группах. Наблюдается распределение числа ЦСФ по группам: 1-я группа – 0,37; 2-я группа – 0,26; 3-я группа – 0,15 и 4-я группа – 0,22. Эта информация позволяет технически обоснованно проектировать централизованные системы сопровождения функционирования СОЖ на Заводе двигателей ПАО «КАМАЗ».
На рис. 4b показаны значения г э^ для групп: 1 – 0,126; 2 – 0,115; 3 – 0,086; 4 – 0,076. То есть по мере уменьшения величины энтропии 1-го рода для группы снижается и степень её относительного количества.
m
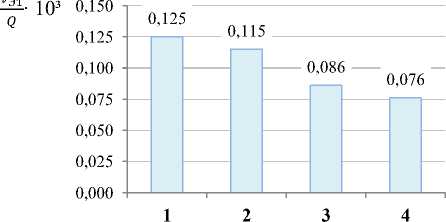
Группы по ЭС а) b)
Рис. 4. Число ЦСФ т цсф в группах с различной ЕЭ t (а) и относительной величиной - Э - (b)
Fig. 4. The number of centralized systems of functioning т цсф of functioning in groups with different ЕЭ t (a) and relative values of - Э - (b)
На рис. 4а показаны средние значения по группам показателей Q, на рис. 4б – Vз. Хорошо прослеживается наследственность значений г э 1 , 6 э 1 и п ɜ по значениям V э 1 . Вывод о взаимосвязи энтропии 1-го и 2-го рода, сделанный нами выше, подтверждается.
Выводы
-
1. Функционирование СОЖ сопровождается потерями: неизбежными и распределенными в объеме структуры централизованной системы сопровождения и времени (энтропия 1-го рода) и одномоментными потерями при замене всего объема в системе (энтропия 2-го рода).
-
2. Энтропии 1-го рода и 2-го рода связаны между собой. Значение энтропии 1-го рода варьируется в интервале 0,003–0,029 м3 за один цикл оборота при циркуляции, значение энтропии 2-го рода – 3569 м3 при варьировании числа замен 0,7–4 раза в год.
-
3. Величина энтропии 1-го рода обусловлена значением скорости энтропии. Средние значения потерь СОЖ за один оборот связаны с составом СОЖ и структурами централизованной системы сопровождения функционирования СОЖ и технологической системы.
-
4. Значение энтропии 1-го рода зависит от технологической ситуации. Распределение средних значений скорости энтропии определяет распределение годовых объемов совокупной энтропии и энтропий 1-го и 2-го рода.
-
5. Энтропия СОЖ определяет варьирование состава СОЖ и предопределяет экологичность её функционирования.
