Оптимизация технологического процесса электрокоагуляционной обработки сточных вод, содержащих эмульгированные нефтепродукты

Автор: Халтурина Т.И., Козлова С.А., Чурбакова О.В., Третьяков С.Г.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технические науки
Статья в выпуске: 5, 2017 года.
Бесплатный доступ
Статья посвящена актуальной проблеме снижения техногенного воздействия на окру-жающую среду. Показаны данные эксперимен-тальных исследований по изучению электро-обработки постоянным током нефтесодер-жащих сточных вод заводов тракторного и сельскохозяйственного машиностроения. Цель исследования: получение математиче-ской модели электрокоагуляции нефтесодер-жащих сточных вод и изучение состава осад-ка для последующей утилизации. Определение концентрации нефтепродуктов проводили с использованием концентратомера КН-2. Ана-лиз химического состава осадка был изучен термогравиметрическим методом на приборе NETZSCHSTA 449F1. В работе были примене-ны методы ротатабельного планирования эксперимента. Установлено, что наибольшее влияние на процесс обезвреживания оказыва-ет величина плотности тока, которая опре-деляет кинетику растворения анода и произ-водительность. Была проведена оптимизация процесса по уравнениям регрессии для полу-чения регулировочных диаграмм. Построение графиков поверхностей и регулировочных диаграмм исследуемых функций было сделано в программе Mathcad. Результаты исследова-ний при планировании эксперимента по мето-ду Бокса-Хантера позволили определить оп-тимальные режимы электрокоагуляционной обработки нефтесодержащих сточных вод: плотность тока 3,58-45 А/м2; производитель-ность составляет 0,9-3,5 дм3/мин. Изучен со-став осадка термогравиметрическим мето-дом на приборе NETZSCHSTA 449F1 в режиме ДСК-ТГ, в атмосфере АZ, в диапазоне 30/20.0 (К/мин)/1000 для разработки технологии его утилизации.
Нефтепродукты, сточ-ные воды, электрокоагуляция, планирование эксперимента, оптимизация, регулировочные диаграммы, осадок, термогравиметрический анализ
Короткий адрес: https://sciup.org/140224211
IDR: 140224211 | УДК: 628.54
The optimization of technological process of electrocoagulative processing of the sewage containing the emulsified oil products
The study is devoted to actual problem of de-creasing technogenic impact on the environment. The data of pilot studies on electroprocessing stud-ying are shown by a direct current of oil-containing sewage of plants of tractor and agricultural me-chanical engineering. The research objective was the receiving mathematical model of electrocoagu-lation of oil-containing sewage and studying of structure of a deposit for the subsequent utilization. The determination of concentration of oil products was carried out with use of a concentrator of KN-2. The analysis of chemical composition of the deposit was studied by a thermogravimetric method on NETZSCHSTA 449F1 device. In the study the methods of rotatable planning of experiment were applied. It was established that the current density size defining the kinetics of dissolution of the anode and productivity had the greatest impact on the process of neutralization. The optimization of the process on the regression equations for obtaining adjusting charts was performed. The creation of schedules of surfaces and adjusting charts of the studied functions was made in the Mathcad pro-gram. The results of researches when planning experiment allowed determining the optimum modes of electrocoagulative processing of oil-containing sewage by the method of Box-Hunter: the density of the current 3.58-45 A/.m2; productivi- ty made 0.9-3.5 dm3/min. The structure of the sludge by thermogravimetric method on NE-TZSCHSTA 449F1 device in DSK-TG mode, in the atmosphere of AZ, in the range of 30/20.0 (To / mines)/1000 for development of technology of its utilization was studied.
Текст научной статьи Оптимизация технологического процесса электрокоагуляционной обработки сточных вод, содержащих эмульгированные нефтепродукты
Введение. На заводах тракторного и сельскохозяйственного машиностроения в технологическом процессе образуются нефтесодержащие сточные воды [1]. Из анализа литературных источников и патентной документации по существующим технологиям очистки нефтесодержащих сточных вод следует, что выбор метода и схемы очистных сооружений зависит от состава, концентрации, объема стоков, требований к качеству очищенной воды при учете региональных условий [2].
Электрохимические технологии обезвреживания нефтестоков, содержащих тонкодисперсные коллоидные и растворенные примеси, имеют преимущества перед традиционными методами обработки воды, так как установки компактны, солевой состав очищенной воды не увеличивается и образуется меньшее количество осадка [3].
Сущность процесса электрокоагуляции заключается в генерации ионов металла на поверхности анода и их переход в объем раствора, которые затем образуют малорастворимые соединения, обладающие высокой сорбционной активностью [4, 5].
Цель исследования : получение математической модели электрокоагуляции нефтесодержащих сточных вод и изучение состава осадка с целью последующей утилизации.
Методы и результаты исследования. Исследование процесса электрообработки постоянным током нефтесодержащих стоков проводилось в динамических условиях в электрокоагуляторе объемом 300 мл с алюминиевыми электродами, поверхность которых составляла 3,66 дм2, при расстоянии между ними 10 мм. Определение концентрации нефтепродуктов проводили с использованием концентратомера КН-2, принцип действия которого основан на спектрофотометрическом определении уровня поглощения нефтепродуктами в инфракрасном спектре. Анализ химического состава осадка был изучен термогравиметрическим методом на приборе NETZSCHSTA 449F1. Проведение планового эксперимента по методу Бокса-Хантера позволило оценить не только влияние отдельных факторов, но и степень их взаимодействия. Основой данного метода являлось составление ротатабельного плана второго порядка, на основании которого выходная величина всегда равно удалена от центра [6].
В качестве варьируемых факторов были приняты следующие: х 1 ̶ начальная концентрация нефтепродуктов, мг/дм3; х 2 ̶ плотность тока, А/м2; х 3 ̶ производительность, дм3/мин.
Оценочными критериями являлись: у 1 ̶ остаточное содержание нефтепродуктов, мг/дм3; у 2 ̶ удельный расход электроэнергии, кВт·ч/дм3.
Основной уровень, интервалы варьирования и границы области исследования приведены в таблице 1.
Таблица 1
|
Фактор |
Шаг изменения, ∆Х |
Х 0 |
+1,68 |
+1 |
-1 |
-1,68 |
|
Х 1 |
300 |
700 |
1204 |
1000 |
400 |
196 |
|
Х 2 |
15 |
30 |
55,2 |
45 |
15 |
3,68 |
|
Х 3 |
1 |
2 |
4,8 |
3 |
1 |
0,32 |
Основные уровни и их интервалы варьирования
В ходе математической обработки данных были получены математические модели элек-эксперимента в поле матричного планирования трокоагуляции нефтесодержащих сточных вод:
у = 9,462 + 2,2 • x - 4,76 • x 2 - 0,964 • xt • x2+2,096 • x2 • x3-1,926 • x 3 • x + 0,747 • x2-1,28 • x 3!.
У 2 = 3,735 + 4,16 • x 2 - 3,226 • x 3 - 0,23^ x • x 2 -1,96 • x 2 • x 3 + 0,27 • x 3 • x + 0,559 • x 2 + 1,408^ x 3 2
Статическая значимость отдельных параметров регрессионной модели, которые для значимости должны превышать минимальное значение на уровне значимости в 0,05 и числа степеней свободы 5, оценивалась при помощи критерия Стьюдента [6].
Оценка качества модели множественной регрессии, как в целом, так и отдельных параметров, являлась одной из ступеней данного исследования. Значимость регрессионной модели в целом производилась при помощи критерия Фишера. На основе данной математической обработки установлено, что модель статически надежна.
Для оценки влияния варьируемых факторов на значение выходного параметра (отклика), уравнения регрессии были приведены к натуральному масштабу:
– для остаточной концентрации нефтепродуктов у = 6,052 + 0,0264• у -0,63• Z2 + 5,4• Z3 -0,00021-Z • Z2+0,14• Z2 • Z3-0,0064• Z3 • Z+0,003-Z22 -1,28-Z32.
– для удельного расхода электроэнергии
У 2 = 3,159 - 0,0018 • Z + 0,389 • Z 2 -5,558 • Z 3 -0,131 ^ Z 2 • Z 3 + 0,0009 • Z 3 • Z + 0,0025 • Z 22 + 1,408 • Z 2 .
Математические модели электрокоагуляции нефтесодержащих сточных вод позволили установить, что наибольшее влияние на эффективность процесса оказывает величина плотно- сти тока, определяющая кинетику растворения анодов.
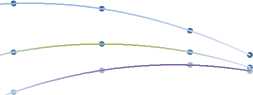
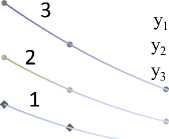
По уравнениям регрессии построены графические зависимости выходных параметров от варьируемых факторов (рис. 1).
У,мг/дм3
10 2
-5 0
У , мг/дм3
y = -1,28x2 + 3,02x + 13,552 y12 = -1,28x2 + 5,12x + 3,922 y3 = -1,28x2 + 7,22x - 4,358
Z,дм3/ 4 мин
1 – при 15 А/м2; 2 – при 30 А/м2; 3 – при 45 А/м2
-5

= 0,003x2 - 0,637x + 24,172 = 0,003x2 - 0,497x + 21,252 = 0,003x2 - 0,357x + 20,252
Z, А/м 6 2 0
1 – 1 дм3 /мин; 2 – 2 дм3 /мин; 3 – 3 дм3 /мин
У , мг/дм3
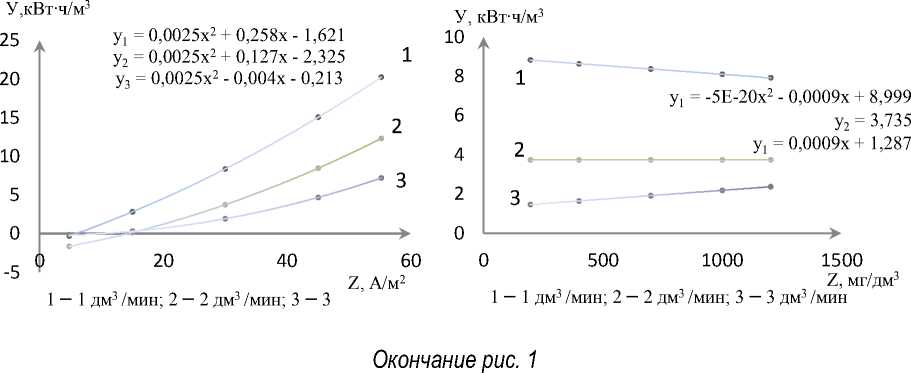
У,кВт∙ч/м3

y1 = 0,0137x - 1,828
2 y2 = -5E-20x2 + 0,0073x + 3,932
y3 = -2E-19x2 + 0,0009x + 7,132
Z , мг/дм3
500 1000 1500
-5
= 1,408x2 - 6,893x + 8,297
= 1,408x2 - 8,858x + 15,819
= 1,408x2 - 10,823x + 23,459
Z, дм3/мин 1 2 3 , 4
1 – 1 дм3 /мин; 2 – 2 дм3 /мин; 3 – 3 дм3 /мин
1 – при 15 А/м2; 2 – при 30 А/м2; 3 – при 45 А/м2
Рис. 1. Зависимости параметров отклика от варьируемых факторов
Для определения оптимальных режимов процесса электрообработки была проведена оптимизация диссоциативно-шаговым методом, т. е. целенаправленный поиск оптимальных условий, которые одновременно удовлетворяют всем имеющимся откликам, что способствует контролю процесса электрообработки.
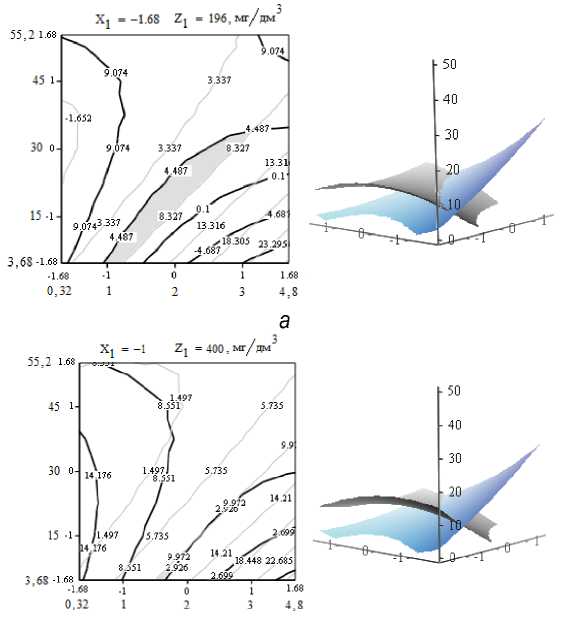
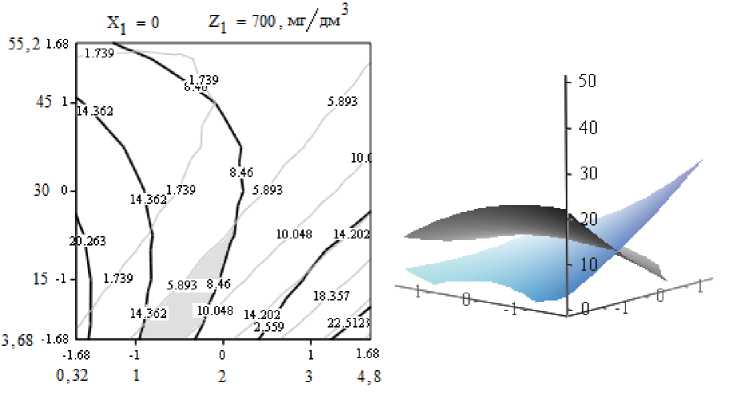
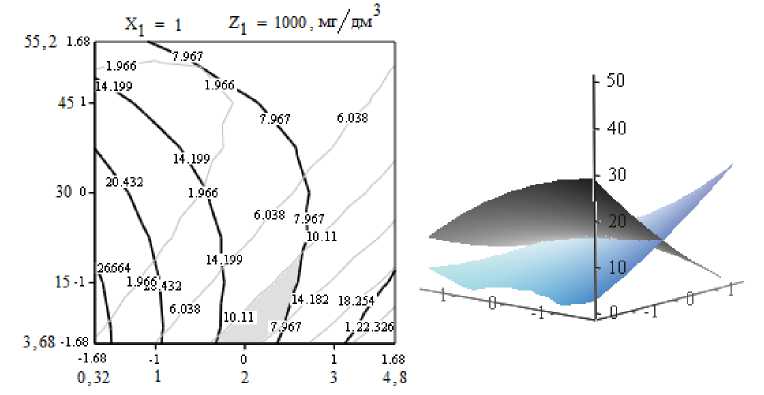
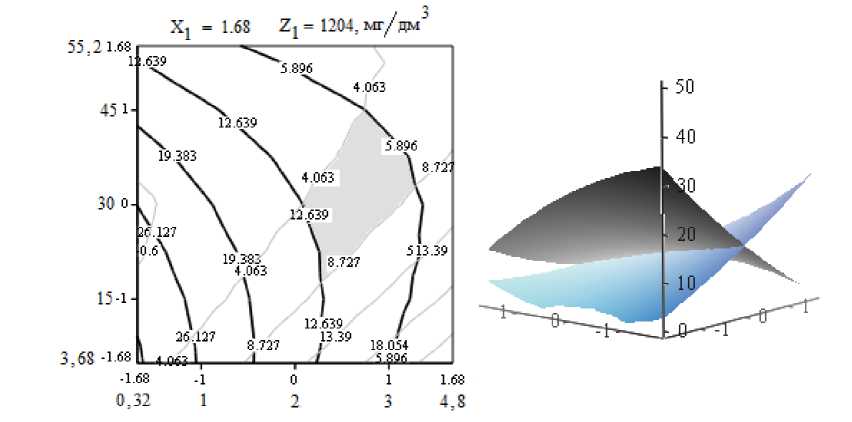
Графические интерпретации в виде поверхностей, а также регулировочные диаграммы, построенные в программе «Mathcad», представляют собой взаимодействующие поверхности откликов (рис. 2). Поверхности, спроецированные на плоскость в виде взаимопересекаю-щихся изолиний, образуют зоны, отвечающие за максимальный эффект очистки и рациональное использование электроэнергии, что позволяет минимизировать оценочные критерии и в перспективе способствовать автоматизации.
б
Рис. 2. Регулировочные диаграммы при исходной концентрации нефтепродуктов: а – 196 мг/дм3; б – 400 мг/дм3; в – 700 мг/дм3; г – 1000 мг/дм3; д – 1204 мг/дм3;
в
г
д
Окончание рис. 2
По полученным графикам определяются оптимальные режимы процесса обезвреживания в местах пересечения поверхностей, с наименьшими выходными параметрами: остаточной концентрацией нефтепродуктов и затрачиваемой электроэнергией. Оптимальные режимы электрокоагуляционной обработки: плотность тока – 3,68–45 А/м2; производительность составляет 0,9–3,5 дм3/мин.
Для изучения состава осадка нефтесодержащих сточных вод был проведен дифферен- циально-термический анализ на приборе NETZSCH STA 449 F1, в диапазоне 30/20,0(к/мин)/1000. Термограмма осадка представлена на рисунке 3. Анализ кривой ДСК показывает, что на образце осадка наблюдается пик при следующей температуре: t = 121,2 оС – эндоэффект объясняется дегидратацией; при t = 302,0 °С и t = 434,6,0 °С термоэффекты связаны с полиморфными превращениями окси-гидратных форм алюминия; а при t = 528,6 оС экзоэффект характерен для сгорания масел [7].
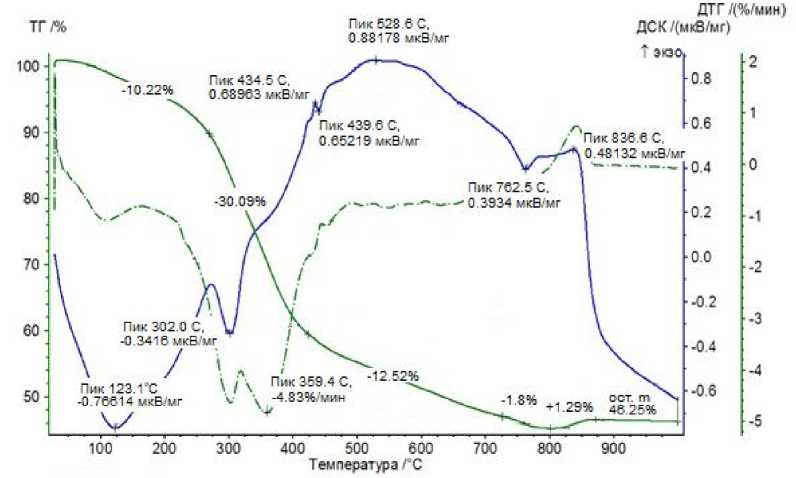
Рис. 3. Термограмма осадка нефтесодержащих сточных вод
Вывод. Результаты исследований при рота-табельном планировании эксперимента электрокоагуляции нефтесодержащих сточных вод и построении графических интерпретаций в виде поверхностей позволили определить оптимальные режимы электрообработки нефтесодержащих сточных вод: плотность тока – 3,68–45 А/м2; производительность составляет 0,9–3,5 дм3/мин. Данные по изучению состава осадка термогравиметрическим методом на приборе NE-TZSCHSTA 449F1 в режиме ДСК-ТГ, в атмосфере А Z , в диапазоне 30/20.0 (К/мин)/1000 будут использованы для разработки технологии его утилизации.
Список литературы Оптимизация технологического процесса электрокоагуляционной обработки сточных вод, содержащих эмульгированные нефтепродукты
- Укрупненные нормы водопотребления и водоотведения для различных отраслей промышленности//ВНИИ ВодГЕО. -М.: Стройиздат, 1978. -590 с.
- Руденко Т.М. Разработка эффективной технологии очистки сточных вод, содержа-щих нефтепродукты: автореф. дис.. канд. техн. наук. -Новосибирск: Изд-во НГАСУ, 2008.
- Халтурина Т.И, Руденко Т.М, Чурбакова О.В. Исследование технологии электрохимиче-ской обработки сточных вод, содержащих эмульгированные нефтепродукты//Изв. вузов. Строительство. -2008. -№ 8. -С. 56-60.
- Пазенко Т.Я. Халтурина Т.И., Колова А.Ф. и др. Электрокоагуляционная обработка маслосо-держащих сточных вод//Журнал прикладной химии. -1985. -№ 11. -С. 25-67.
- Халтурина Т.И, Чурбакова О.В. К вопросу электрокоагуляционной очистки сточных вод, содержащих эмульгированные нефте-продукты//Вестн. КрасГАУ. -2016. -№ 5. -С. 91-99.
- Батрак А.П. Планирование и организация эксперимента: учеб. пособие. -Красноярск: Изд-во СФУ, 2010. 60 с.
- Иванова В.П., Касатов Б.П., Красавина Т.Н. и др. Термический анализ минералов и гор-ных пород. -М.: Недра, 1974. С. 399.
